干熄焦十字風帽整體更換分析
2017-08-10 02:35:13陳楊濤劉春楊
中國設備工程 2017年15期
關鍵詞:焊縫
陳楊濤,劉春楊
(1.青海鹽湖鎂業有限公司,青海 格爾木 816099;2.五冶集團上海有限公司,上海 201900)
干熄焦十字風帽整體更換分析
陳楊濤1,劉春楊2
(1.青海鹽湖鎂業有限公司,青海 格爾木 816099;2.五冶集團上海有限公司,上海 201900)
介紹鞍鋼股份鲅魚圈鋼鐵分公司的160t/h干熄焦十字風帽整體更換情況,更換后改善了干熄爐的冷卻性能。
干熄焦;十字風帽;整體;更換
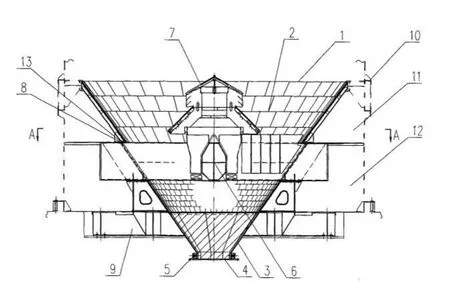
圖1 供氣裝置結構示意圖
鞍鋼股份鲅魚圈鋼鐵分公司的160t/h干熄焦,其十字風帽位于干熄爐的底部,是干熄爐供氣裝置的組成部分,包括十字風道和中央風帽。供氣裝置由上錐斗、下錐斗、干熄爐殼體、環形風道、十字風道、中央風帽組成,上錐斗、下錐斗套插在一起,套插檐形成的環狀縫隙構成環形風道,十字風道位于下錐斗上部,水平設置,其中心與干熄爐中心重合并向上延伸與設置于錐斗上部的中央風帽連通(結構見圖1)。該裝置采用環形風道是由外向內供風及中央風帽從爐體上部由內向外供風相結合的供風形式。該裝置可使進入干熄爐的冷循環氣體在干熄爐圓周方向的均勻分布,有利于實現爐內焦炭的均勻冷卻,從而改善干熄爐的冷卻性能,提高干熄爐的冷卻效率,減小焦炭在干熄爐內的干熄時間。該裝置使用一定周期后,會造成十字風帽燒損,干熄爐降溫功能缺失,使排焦溫度超標,影響正常生產。為解決問題,需要定期更換十字風帽。
1 檢修前的準備工作
1.1 搭建施工爬梯以及施工平臺
在干熄焦停爐后,拆除干熄爐方型人孔,在干熄爐內搭設安全爬梯和施工作業平臺(如圖2)。

圖2 爬梯和施工作業平臺
1.2 爐內清灰
施工人員進入干熄爐內部,清除中央風帽、十字風道內部的焦粉、焦炭,上下氣室煤灰。
1.3 爐內照明
為方便施工,干熄爐內必須接好照明燈具。
2 更換十字風帽
2.1 拆除舊十字風帽
施工的步驟是:第一步,拆除干熄爐本體與十字風道連接處耐磨板,并對本體鋼板進行部分割除,便于拆卸吊裝作業。第二步,割除分解風帽上部傘面、下部傘面以及中間圓筒體,并吊出干熄爐。第三步,拆除十字風道上部可以拆卸的耐磨襯板,對無法拆卸的進行焊接加固,防止與風道一起吊裝拆卸時脫落。第四步,將十字風道分解成四段,并對每個分解段焊接相應的吊裝點,分別吊出干熄爐。第五步,考慮到新的十字風帽需要整體安裝,且直徑達到3.15 m,大于干熄爐爐口水封槽的直徑(水封槽的直徑是3 m),在爐內十字風道、中央風帽拆除完畢后,應將水封槽拆除 (水封槽內徑尺寸、爐口尺寸、中央風帽外徑尺寸示意圖如圖3)。
在拆除過程中,所有拆除的部件均利用安裝在提升機上的檢修電動葫蘆從干熄爐爐口吊出。
2.2 安裝新十字風帽
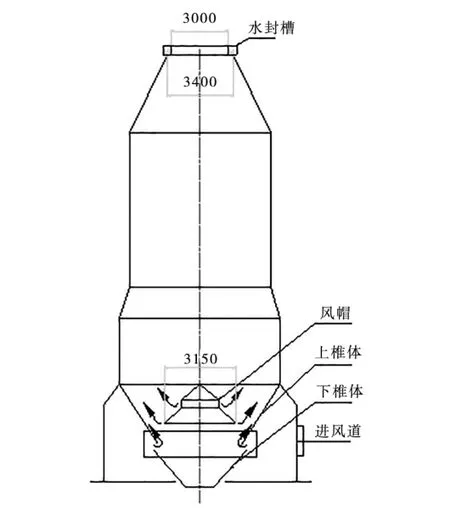
圖3 水封槽內徑尺寸、爐口尺寸、中央風帽外徑尺寸示意圖
十字風道主梁安裝。利用500t吊車吊裝十字風道主梁風道一根,并調整水平和中心點,確保與爐口中心在同一軸線上。由于爐底和爐口的中心點在同一軸線上,找到爐底的中心點即為十字梁安裝的中心點。以爐底的一個平面作為基準面,在基準面上拉兩根鋼絲線,兩條線的交點就是十字梁的安裝中心點。利用600 mm水平尺對十字風道主梁進行找平,利用鋼卷尺對十字風道主梁進行中心位置確認,確認尺寸后對主梁進行固定并焊接。要求主梁的水平度不大于0.1 mm/m(主梁8 m,其水平度不大于0.8 mm),主梁中心位置偏離干熄爐軸線不大于5mm(測量如圖4)。
十字風道副梁安裝。利用500t吊車吊裝并安裝十字風道副梁風道兩根,并調整水平和中心點。副梁要求利用600mm水平尺進行找平,利用角尺對十字風道副梁與主梁中心夾角90°位置確認,確認尺寸后對副梁進行固定并焊接。焊接要求副梁與主梁四周點焊完成后進行對角焊接防止發生焊接變形。十字風道中心點與爐口中心點檢測偏差±5mm。
其他部件安裝。施工步驟是:第一步,吊裝十字風道中間圓筒體,并調整圓筒體的高度與水平,然后進行主風道與內部加強板的焊接。第二步,吊裝十字風帽下傘面,與中間圓筒體進行楔入式插接,內部加強板安裝并焊接。第三步,吊裝十字風帽上傘面,與中間圓筒體進行楔入式插接,內部加強板安裝,并焊接。第四步,回裝并焊接割除的風道入口干熄爐本體鋼,并對風道入口上方耐磨襯板進行更換安裝。第五步,回裝循環氣體裝置十字風道上部耐磨襯板,并對襯板進行調整,安裝襯板是每塊襯板與風道內的間隙用鋼板進行墊實并焊接。確保襯板與風道無松動間隙。第六步,拆除干熄爐下錐斗襯板,并安裝干熄爐下錐斗襯板,襯板螺栓用高溫密封膠進行密封。對下錐斗調節棒以及調節棒密封進行拆安。第七步,回裝裝入裝置水封槽。安裝完成的十字風帽見圖5。
3 質量要求
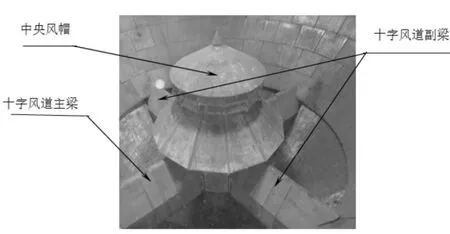
圖5
(1)焊條、焊絲、焊劑和熔嘴應儲存在干燥、通風良好的地方,由專人保管。焊條、熔嘴、焊劑和藥芯焊絲在使用前,必須烘干。中央風帽頂端需要D608焊條堆焊,其工藝:如焊條直徑為3.2mm,則焊接電流為90~120A,焊前焊條須經250℃烘焙1h。堆焊時采用氧乙炔焰作為燃料形成的火焰加熱焊件,預熱400~500℃,采用便攜式高溫計測量預熱溫度。
(2)對焊縫質量按照設計圖紙、技術文件及本規程《建筑鋼結構焊接技術規程》(JGJ-2002)要求。焊接時,焊縫表面不得有裂紋、焊瘤等缺陷。對于需要進行預熱或焊后熱處理的焊縫,預熱區在焊縫的兩側,每側寬度均應不小于焊件厚度的1.5倍以上,且不應≤100%,后熱處理應在焊后立即進行,保溫時間根據板厚25mm的板(1h確定);焊成凹形的焊縫,焊縫金屬與母材應平緩過渡。
(3)所有焊縫應冷卻到環境溫度后進行外觀檢查,外觀檢查一般用目測,裂紋檢查應輔以五倍放大鏡并合適的光照條件下進行,必要時可采用磁粉探傷和滲透探傷,尺寸的測量應用量尺、卡規。
4 結語
新的十字風帽裝置安裝后,使爐內的焦炭均勻冷卻,改善了干熄爐的冷卻性能,提高干熄爐的冷卻效率,減小焦炭在干熄爐內的干熄時間,保障了生產的正常運轉。
[1]王榮.干熄焦工程主要施工技術改進及實證研究[J].西安建筑科技大學,2009,11,1.
[2]建筑鋼結構焊接技術規程.JGJ-2002.
TK223.52
:A
:1671-0711(2017)08(上)-0073-02
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07