造船門式起重機安全性分析及技術檢驗
2017-08-10 02:35:18
中國設備工程 2017年15期
(秦皇島市特種設備監督檢驗所,河北 秦皇島 066000)
造船門式起重機安全性分析及技術檢驗
孫利劍
(秦皇島市特種設備監督檢驗所,河北 秦皇島 066000)
造船門式起重機是造船廠專門用來吊裝、運輸及總組分段船體的設備,其具有起吊高度高、主梁跨度大及吊運載荷大等特點,因此可實現多種功能協同操作。但造船門式起重機從制造到檢驗的全過程都存在危險性因素,從而嚴重威脅到造船安全生產目標的實現。據此,本文列舉了門式起重機連接結構缺陷,首先介紹缺陷的表現及其檢驗依據,然后再運用模糊層次分析法評估其安全性。
造船門式起重機;連接結構缺陷;安全性評估;層次模糊分析法
據統計,起重機事故在使用、儲運、安裝調試、維修改造及檢驗中的占比分別是79.62%、6.64%、6.16%、7.11%及0.5%。據此,起重機在使用中最易發生安全事故,究其原因涉及操作使用不當、設備隱患等方面。通過抽調發現,門式起重機隱患在安全裝置、主要零部件、電氣元件、運行機構、金屬結構及其他的占比分別是39.5%、25.6%、14.3%、12.2%、6.2%及2.2%。可見,連接結構缺陷是引起起重機安全事故的重要原因。為此從連接結構缺陷的角度出發,首先分析造船門式起重機的銷軸、螺栓、焊接連接缺陷,并闡述檢驗依據,然后再建立基于模糊層次分析法的起重機連接結構缺陷安全評估指標體系,以對連接缺陷進行定量、定性安全評價。
1 連接結構缺陷及其檢驗
1.1 焊接連接缺陷
起重機焊接是先加熱連接件的局部至膠體或液態狀態,再用填充或壓力金屬結合形成整體。隨著現代焊接技術的應用,焊接接頭的質量變得更高,且焊接連接具有減輕結構重量、簡化結構構造、不削減構件截面及自動化與機械化程度高等優點。同時,焊接連接也具有下列缺陷:局部加熱會使材料性能降低,并在焊縫中出現變形及殘余應力;焊接工藝與焊接構造缺陷導致應力集中,且難以高效檢驗焊接質量。針對門式起重機連接結構缺陷的檢驗,TSG 7015-2008規定,起重機外觀檢查合格的判據如下:主支撐腿、主梁及端梁的連接焊縫未出現明顯的焊接缺陷;銷軸、螺栓連接未出現損壞、松動或缺件等缺陷。《起重機制造監督檢驗規則》規定,主受力構件在拼裝成型后的幾何尺寸應滿足設計文件與相關標準的要求;主焊縫飽滿,且無夾渣、氣孔等缺陷;焊縫的布置及其對口錯邊量滿足工藝與相關標準的要求。依據GB6067.1-2010,起重機焊接連接缺陷分為重要、一般受拉結構件及受壓結構件的焊接接頭,并指出可用RT/UT(內部無損檢測)及MT/PT(表面質量檢驗)方法檢測焊縫的質量。
1.2 螺栓連接缺陷
螺栓連接是一種常用在結構安裝連接中的連接方法,其具有質量可靠、裝配方便且迅速等優點,但也具有連接易松動、構件截面削弱嚴重等缺點。通常來講,螺栓連接包括高強度螺栓、普通螺栓連接形式,其中高強度螺栓具有接頭承載能力高、釘孔對構件的削弱影響小等優點,因此得以廣泛應用。針對普通螺栓連接,GB/T3811-2008規定了下列連接原則:一是C級普通螺栓僅可用于次要受拉力構件的暫時性連接,且保持孔壁與螺桿的空隙量不變及螺桿直徑比孔徑低2~4mm;二是A、B級普通螺栓可在受動載荷的連接結構中使用,但在連接時,要求校驗螺栓孔抗承壓破壞及螺桿抗拉強度、抗剪切破壞的能力。其中,A、B級普通螺栓的孔以絞制孔為主,且需滿足表1所示要求。
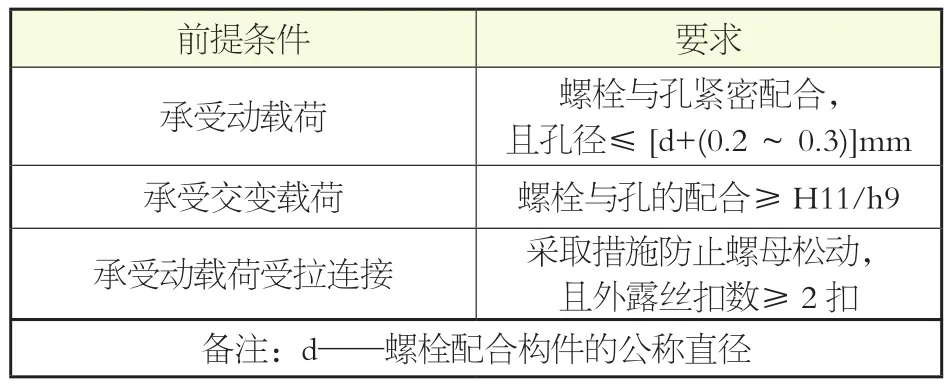
表1 螺栓孔的檢測要求
1.3 銷軸連接缺陷
銷軸連接在可拆結構中常用于受剪連接,具體要求銷軸與孔過渡配合,用以承受彎曲、擠(承)壓及剪切,目的是方便現場安裝構件或實現兩個構件的相對運動,比如臂架根部、撐桿或拉桿的連接等。通常而言,銷軸連接可采取耳板式、套筒式兩種結構形式,且按GB/T3811-2008的規定,承載連接銷軸的用材要求先進行熱處理。
2 連接缺陷的安全評估
2.1 建立安全評價指標體系
圖1所示是造船門式起重機連接缺陷的影響安全評價指標體系。
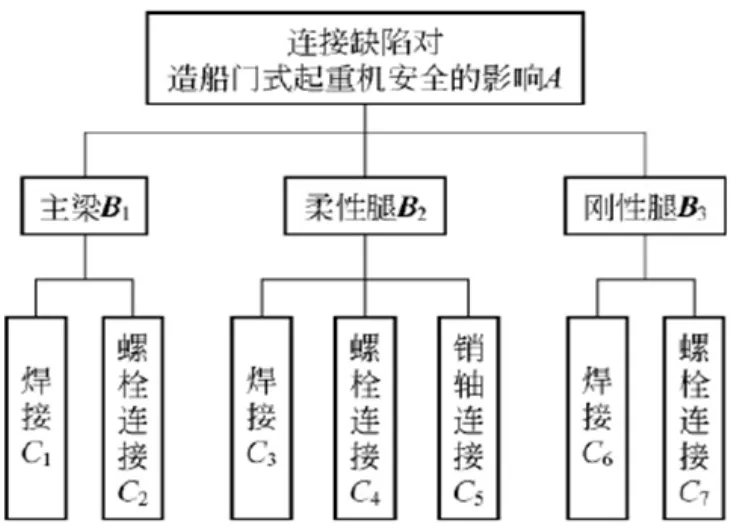
圖1 安全評價指標體系
結合圖1,該安全評價指標體系由三層組成,其中第二層是主梁B1,柔性腿B2,剛性腿B3;第三層是第二層的細化。通過評比每一指標層,構建模糊一致矩陣。
2.2 評定連接缺陷的準則
針對造船門式起重機連接缺陷的安全評定,要求綜合考慮具體的性質、位置、數量、應力狀態及不可靠程度等因素,具體要求堅持下列評定原則。一是從理論上,算得連接缺陷處的承載力比原設計至少下降10%,則定為E級,即連接明顯不可靠;二是對于焊接連接缺陷,采取無損檢測、目測的檢測手段,并堅持下列抽檢原則:一級焊縫RT/UT100%、外觀檢驗100%,二級焊縫RT/UT20%、外觀檢驗100%,三級焊縫RT/ UT10%、外觀檢驗50%;三是對于螺栓連接缺陷,用小錘敲擊或目測檢查,并用力矩扳手復查,即:先回擰螺母30°~50°,再擰回原位,然后測定扭矩是否與檢查扭矩存在偏差,要求控制在±10%以內,同時堅持下列抽檢原則:重要連接處目測100%、力矩扳手復查20%,注意若雙倍復查仍不合格,則復查100%,而其他連接處則按每一規格8個抽檢螺栓,并用小錘敲擊或目測檢查;四是若條件要求,需按GB50205-2001復驗抗滑移系數;五是若某一金屬結構構件出現E級連接缺陷影響,則應先更換構件,再重新評價。
2.3 確定安全等級
以XX在役造船門式起重機為例,并綜上評定準則,建立連接缺陷的綜合評價矩陣S1,即:
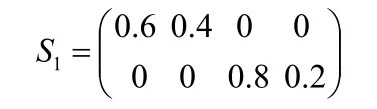
矩陣中,(0.60.400)是指對主梁焊接C1的安全狀況在A、B、C、D級的值分別是0.6、0.4、0和0。其中,A級連接可靠及其達標率100%;B級連接基本可靠及其達標率在75%以上;C級連接不夠可靠及其達標率在50%以上;D級連接不夠可靠及其達標率在25%以上。據此,建立S2、S3模糊評價矩陣如下:
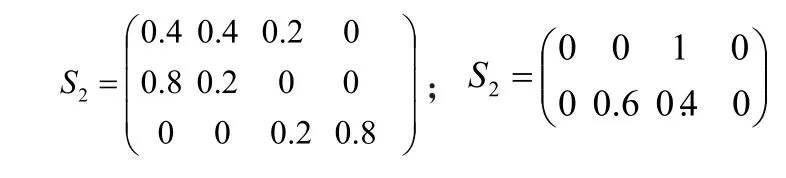
運用方程式Pi=WiSi,算得每一安全指標相應的評價矩陣,然后再構建模糊綜合評價矩陣。其中,Pi是二級評價因素;Wi是評價情況。據此,目標評價矩陣如下:
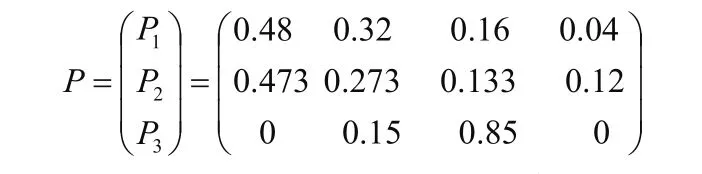
綜上,總體安全權重向量W=(0.50.250.25);總體安全模糊綜合評價向量WW==MPM P=(0.3580.2660.3260.05)。依據大隸屬原則評定,研究造船門式起重機連接缺陷對安全性的影響定為A級。通過與起重機的實際安全狀況相比,運用模糊層次分析法得出的結果并無出入,表明在造船門式起重機連接缺陷的安全評估中運用模糊層次分析法是可行的。
3 造船門式起重機的安全保障措施
綜上研究,若要保障造船門式起重機的安全,需要綜合分析起重機的安全性,并積極開展技術檢驗工作。對于起重機的安全性,首先要求重視起重機的安全監管,并貫穿在從設計到檢驗檢測的全過程;其次,每一環節的參與單位都應建立完善的安全生產責任制,并提高全體人員的安全意識;第三,建立健全質量保證體系,以保證產品的質量達標;第四,使用單位尤其要重視開展安全知識與技能的教育培訓活動,以保證起重機的操作合理及高效落實維保工作,從而消除造船門式起重機的連接缺陷等。對于起重機的技術檢驗,首先要求做好準備工作,比如充分了解起重機的運行機構、設備參數、結構形式及結構連接方式等信息,制定合理的檢驗技術方案,并據此優化檢驗技術及準備檢測儀器等;其次,在檢驗過程,依據國家相關規范開展性能試驗、額定載荷試驗等,并按需優化試驗流程,以保證起重機的主梁撓度、下滑量等符合要求;第三,在檢驗結束后,如實告知受檢單位檢驗結果,并督促使用單位限期整改檢驗發現的問題或安全隱患。
4 結語
本文以造船門式起重機連接缺陷為例,介紹了連接缺陷的表現及其檢驗依據,探討了如何運用模糊層次分析法進行連接缺陷的安全評價,提出了評定的準則與方法,并劃定了具體的安全等級。通過實際工程驗證,模糊層次分析法在評估造船門式起重機連接缺陷的安全影響上具有可行性。
[1]李向東等. 基于模糊層次分析法的造船門式起重機腐蝕或磨損結構缺陷安全評估[J]. 起重運輸機械,2013,05:5-8.
[2]黃凱,張志斌,李向東. 基于模糊層次分析法的造船門式起重機連接結構缺陷安全評估[J]. 起重運輸機械,2013,04:57-60.
TH213.4
:A
:1671-0711(2017)08(上)-0028-02
猜你喜歡
石油瀝青(2021年4期)2021-10-14 08:50:44
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
世界科學技術-中醫藥現代化(2021年10期)2021-03-02 05:52:06
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
中國教育技術裝備(2015年19期)2015-03-01 02:43:07
中國工程咨詢(2015年2期)2015-02-14 02:59:26