導電氧化對鋁合金YAG脈沖激光焊接的影響
2017-08-07 11:44:14海洋
電子元件與材料 2017年8期
關鍵詞:焊縫
海 洋
?
導電氧化對鋁合金YAG脈沖激光焊接的影響
海 洋
(西南電子技術研究所,四川 成都 610036)
鋁合金輕質、易于加工,是航空航天電子產品常用的封裝材料,使用時需要將其表面做導電氧化處理,以提高其耐腐蝕性和表面硬度,避免磨損后形成顆粒物,從而威脅電子產品的可靠性。由于鋁合金腔體氣密封裝通常采用Nd:YAG脈沖激光焊接的方式,所以必須考慮導電氧化對其焊接的影響。以某型號鋁合金腔體激光焊接樣件為研究對象,通過SEM(掃描電鏡)微觀分析,進行了鋁合金具有和不具有表面導電氧化層對Nd:YAG脈沖激光焊接影響的對比研究。研究結果表明:導電氧化對焊接有某些參數要求,但不會因為導電氧化的存在而對焊接造成破壞性結果。因此,本文認為導電氧化不會對Nd:YAG脈沖激光焊接帶來實質性影響。
導電氧化;鋁合金;Nd:YAG脈沖激光;焊接;表面;SEM
激光焊接工藝是金屬氣密封裝的重要手段之一。激光焊接的主要優勢有熱影響區域小、不需要使用電極、激光束易于聚焦、可焊接的材質種類范圍大、易于實現自動化高速焊接等等。目前,關于激光焊接的研究主要集中在激光特性參數方面[1-7]。這些研究成果可以指導相關技術人員根據不同的加工材料,選擇合適的激光功率密度和光束模式、焊接速度、脈沖波形和寬帶、離焦量和保護氣體等,但卻不能解釋諸如鋁合金表面導電氧化對激光焊接所帶來的影響。
由于鋁的某些特性,如硬度、耐磨性和耐蝕性等較差,實際生產中需通過鋁的表面技術,諸如導電氧化、陽極氧化或表面涂層等手段來彌補上述弱點[8]。鋁合金的陽極氧化不導電,這與電子產品設計中往往要求集成電路封裝外殼必須有良好的導電性相違背[9],因此,只有對鋁合金導電氧化工藝予以改性,這樣不僅可提高基體與表層的結合力,增強鋁材的抗蝕能力,還可以獲得良好的導電性能,從而滿足產品的使用要求[10]。然而國內鮮有關于導電氧化對激光焊接影響的報道。
筆者采用某型號鋁合金的激光焊接樣件,通過切片及SEM金相掃描分析,開展了導電氧化對鋁合金腔體Nd:YAG脈沖激光焊接影響的研究,以焊接質量及焊縫成分來評判導電氧化是否對焊縫的形成過程產生實質的影響。
1 試驗
1.1 樣件材料
所選某型號鋁合金為電子電路產品常用封裝材料,其腔體和蓋板材料成分如表1、2所示。該型號的鋁合金主要合金元素為鎂和硅,具有極佳的加工性能、優良的可焊性、擠出性及電鍍性能、良好的抗腐蝕性和韌性、易于拋光、導電氧化效果優良等。
表1 鋁合金腔體材料化學成分

Tab.1 Chemical components of Al alloy cavity material
表2鋁合金蓋板材料化學成分

Tab.2 Chemical components of Al alloy cover plate material
1.2 導電氧化處理
樣件分別做本色導電氧化處理(銀白色)、彩色導電氧化處理(土黃色)和無導電氧化處理。
導電氧化處理后,氧化物薄膜厚度約為0.3 ~0.5 μm,導電性良好。
導電氧化一般工藝流程如下:鋁合金零件→常溫除油→水洗→堿液腐蝕→精蝕→水洗→硝酸水溶液(質量比1∶1) 酸洗→水洗→化學導電氧化→水洗→封閉→水洗→純凈水洗→干燥。
1.3 激光焊接參數
Nd:YAG激光器效率高、體積小、質量輕、冷卻系統簡單、金屬對Nd:YAG激光束的吸收率高,且Nd:YAG激光器一般具有尖峰結構的波形,激光輻射的動力特性范圍大,有利于提高深度熔化效果,相對連續激光器,脈沖激光器所需的平均功率小[11]。在Nd:YAG脈沖激光焊接金屬過程中,影響焊縫成形、熔深及焊接質量的主要是激光功率、脈沖寬度、焊接速度、離焦量、保護氣體流量等[12]。
激光焊接系統為RESEM公司生產,型號GB-600,激光器品牌為GSI,最大平均功率為600 W,波長1064 nm,輸出最大能量100 J。制作激光焊接樣件時,主要通過調整脈沖寬度、焊接功率、頻率等幾個參數來進行。具有導電氧化和不具有導電氧化的鋁合金焊接樣件的焊接參數,如脈沖寬度和功率輸出百分比等,列出范圍如下:
激光脈沖寬度:0.6~0.7 ms;
激光焊接輸出功率百分比:45%~81%;
保護氣氛:99.999%高純氮;流量1.0 m3/h。
實際加工時,本色導電氧化、彩色導電氧化和無導電氧化樣件所用參數都在上述范圍內,且參數差別并不大。
1.4 樣件切片及SEM掃描實物
圖1所示為樣件及切片實物圖,第一排及第二排左起第一個為做了不同表面處理的樣件,而第二排左起第二個為樣件做切片后的狀態(選取其中一個做示意圖),樣件尺寸為34 mm×34 mm×20 mm。

(a)本色導電氧化
(b)彩色導電氧化
(c)無導電氧化
(d)切片
圖1 樣件及切片實物照片
Fig.1 Photos of samples and slices
金相切片及SEM分析的檢測方法:按照下面標準1)對試樣用環氧樹脂鑲嵌后進行研磨拋光,直到劃痕和污斑消失,漂洗干凈后,在金相顯微鏡下觀察檢查。然后依據標準2)用SEM對焊點截面的成分進行觀察測量。
標準1) IPC-TM-650 2.1.1E: 2004 Microsectioning, Manual Method;
標準2) GB 17359—1998微束分析能譜法定量分析。
檢測環境:溫度25~26 ℃;濕度(55~60)%RH。
檢測儀器:1)體視顯微鏡; 型號:SMZ1000。
2)雙盤研磨機;型號:ASIDA-YM22。
3)金相顯微鏡;型號:LV150。
4)掃描電鏡;型號:Supra55VP。
2 試驗結果及分析
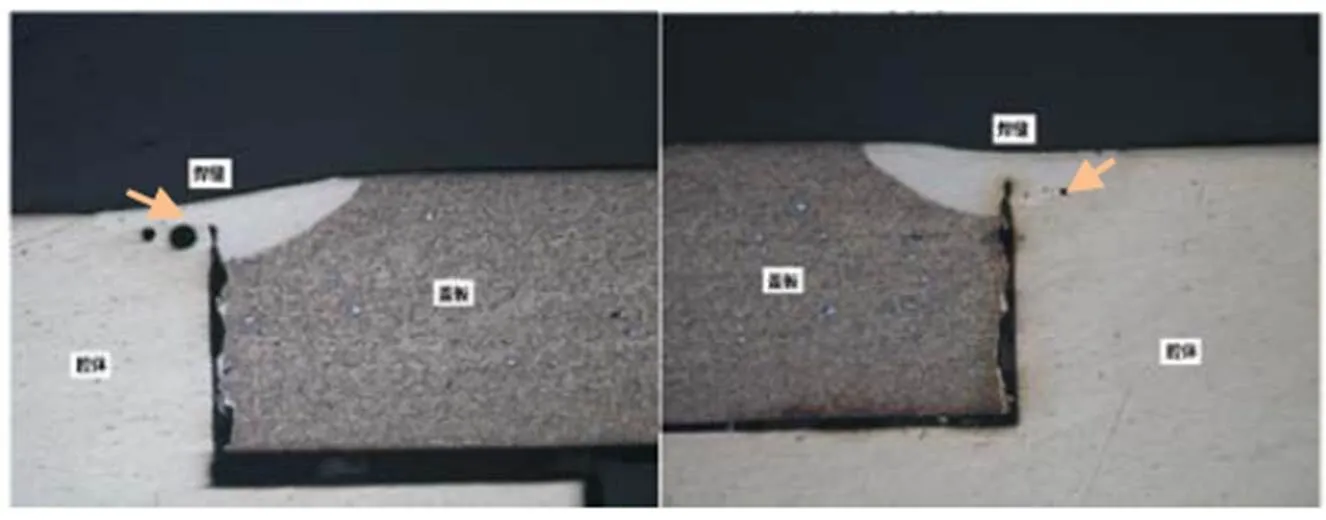
首先,從焊縫的成型狀態做對比分析。焊接完畢后,本色導電氧化樣件、彩色導電氧化樣件以及無導電氧化樣件焊縫的成型狀態基本一致,如圖2所示(彩色導電氧化樣件)。這說明,無論對該型號鋁合金的表面做本色導電氧化處理、彩色導電氧化處理還是不做導電氧化處理,都不會對焊接后焊縫的成型狀態帶來影響。

圖2 樣件焊縫形成后的實物圖
其次,從樣件的切片照片進行對比分析。如圖3~5,依次為本色導電氧化樣件切片、彩色導電氧化樣件切片和無導電氧化樣件切片的金相圖,圖中用文字注明了腔體、蓋板及焊縫位置。可以看出,三種樣件在焊接之后所形成的焊縫與腔體和蓋板的結合效果良好,焊縫熔深比較理想(蓋板厚度的1/3,0.2~0.3 mm)。只是圖5無導電氧化樣件中腔體焊接位置附近有空洞存在,可能會對焊接質量有較大的影響,但該空洞的產生很有可能是腔體本身的原因,而不是表面處理造成的。另外,圖3~5的樣件焊縫處還存在較長的裂口,這可能是焊縫在形成過程中,瞬間冷卻受熱不均,導致焊縫底部拉裂。

(a)左邊????????(b)右邊
所以對切片圖進行對比分析后,也可以基本判斷:導電氧化不會對該型號鋁合金激光焊接焊縫與腔體和蓋板的結合效果帶來實質性的影響。

(a)左邊????????(b)右邊
(a)左邊????????(b)右邊
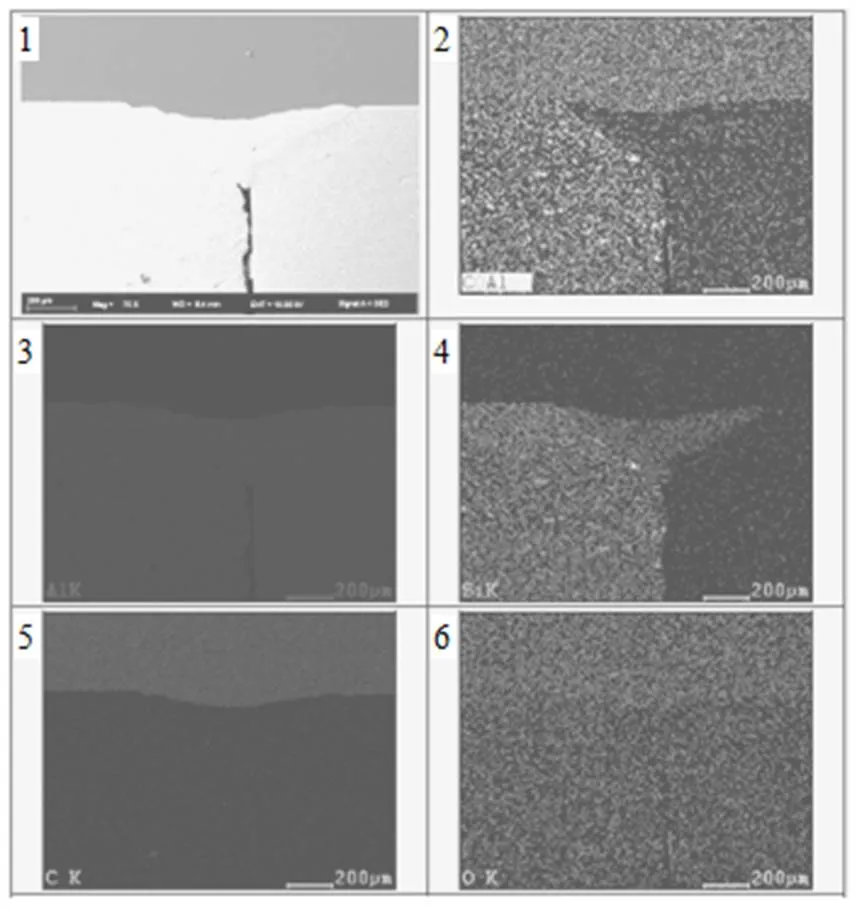
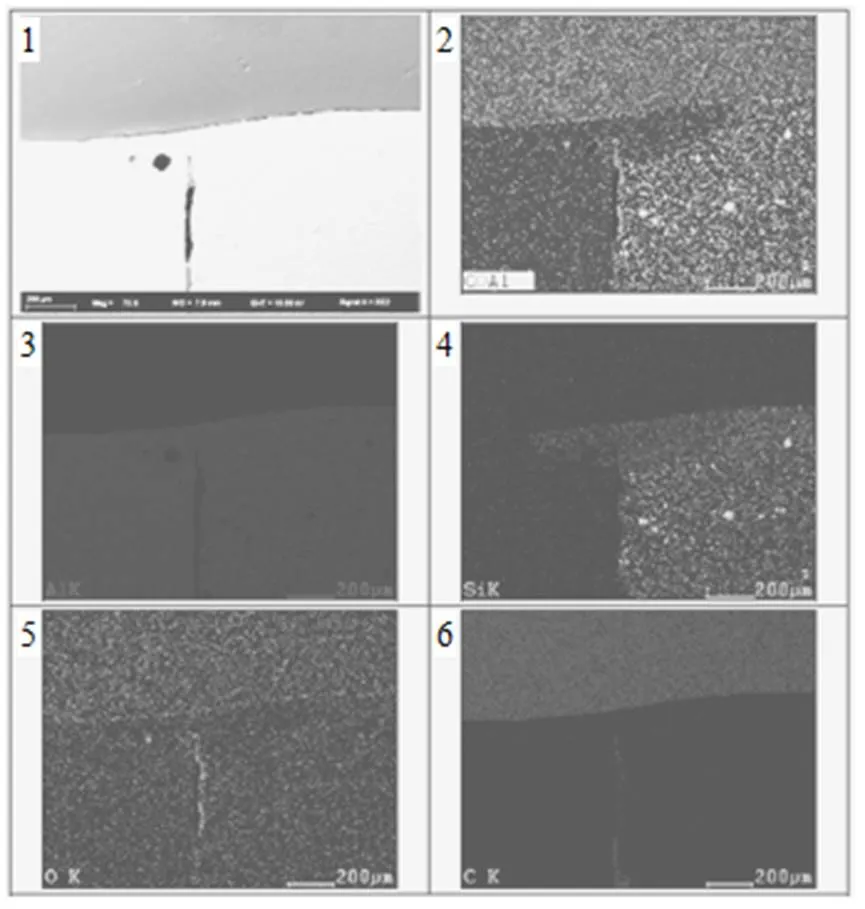
最后,對樣件焊縫成分進行SEM掃描對比分析,主要分析的成分物質有鋁、硅、碳和氧。如圖6(a)、(b)、(c)所示,依次為本色導電氧化樣件、彩色導電氧化樣件和無導電氧化樣件焊縫成分掃描照片。圖6(a)、(b)中第二排左起依次為鋁、硅、碳、氧的成分分析圖,而圖6(c)中第二排左起依次為鋁、硅、氧、碳的成分分析圖。從圖中可以看出,三種樣件在焊接完畢后,主要成分仍舊保持高度一致,沒有因為導電氧化處理而引入外部雜質,或是發生化學反應。此外,在無裂縫、物相組成等不變的情況下,鋁合金材料的力學特性主要由其組成成分的比例所決定,如果其成分比例未發生改變,那么其力學性能幾乎不會改變。所以,通過該對比分析,在一定程度上證明了導電氧化不會對激光焊接帶來實質性的影響。

1. 表面;2.COAl;3. Al;4. Si;5. C;6. O
(a)本色導電氧化樣件
1. 表面;2.COAl;3. Al;4. Si;5. C;6. O
(b)彩色導電氧化樣件
1. 表面;2.COAl;3. Al;4. Si;5. C;6. O
3 結論
(1)采用Nd:YAG脈沖激光并分別設置參數焊接了某型號鋁合金的本色導電氧化樣件、彩色導電氧化樣件和無導電氧化樣件,樣件的焊接質量均滿足要求。通過對三種樣件焊縫成型形態觀察和分析,發現這三種樣件的焊縫形態沒有本質差別,這說明導電氧化不會對某型號鋁合金焊接后焊縫成型形態帶來影響。
(2)對樣件做了切片試驗,觀察了焊縫與腔體和蓋板的結合情況。從樣件的金相切片照片中可以看出,三種樣件的焊縫與腔體和蓋板的結合效果良好,焊縫的熔深為蓋板厚度的1/3,這說明導電氧化不會對某型號鋁合金焊接后焊縫與腔體和蓋板的結合效果帶來影響。只是在樣件腔體和蓋板結合處的焊縫底部位置,由于焊接時急速冷卻受熱不均會造成焊縫低位的拉裂。
(3)對樣件切片后做了SEM成分掃描分析,發現三種樣件在焊接后成分高度保持一致,這說明導電氧化不會帶來化學反應。因此,導電氧化只是對焊接參數有要求,但是不會帶來實質性影響。
(4)由于電子電路產品要求封裝外殼必須做導電氧化處理,且通過上述分析,也得知導電氧化對某型號鋁合金的激光焊接不會帶來實質性影響,但是仍然需要考慮導電氧化后對激光光束反射所帶來的影響。因此,筆者建議做導電氧化處理時,盡可能采用本色或者對激光光束反射效果較差的彩色(如土黃色)。
[1] 曹明翠, 鄭啟光. 脈沖激光焊接參數研究 [J]. 中國激光, 1981(8): 31-38.
[2] 程隆雙, 馮薇. 影響激光焊接加工的幾個主要參數 [J]. 焊接技術, 2008(1): 58-61.
[3] 焊接資源網. 影響激光焊接質量的主要因素[EB/OL]. (2011-12-18)[2017-08-03]. http://www.doc88.com/p-110695417890. html.
[4] 林樹忠, 孫會來. 激光加工技術的應用及發展 [J]. 河北工業大學學報, 2004, 33(2): 78-82.
[5] 張趙林, 程兆谷, 雒江濤, 等. 激光焊接鋁合金的研究[J]. 中國激光, 1998(5): 22-26.
[6] GIRARD K, JOUVARD J M, BOQUILLON J P, et al. Study of voluminal defects observed in laser spot welding of tantalum [J]. J Phys D Appl Phys, 2000, 33(21): 418-428.
[7] KAPLAN A F H, MIZUTANI M, KATAYAMA S, et al. On themechanism of pore formation during keyhole laser spot welding [D]. Japan: Osaka University, 2003.
[8] 李楊. 鋁的金黃色導電氧化膜制備工藝 [J]. 材料保護, 2003, 36(4): 70-73.
[9] 閻國平. 鋁合金表面化學氧化的應用 [J]. 材料保護, 1997, 30(5): 34-36.
[10] 侯榮階, 宋勇, 林慶山. 鋁及鋁合金的化學電導電氧化 [J]. 中國電鍍材料信息, 2002, 2(7): 45-47.
[11] 陳家壁, 彭潤玲. 激光原理與應用 [M], 北京: 電子工業出版社, 2008.
[12] 中國機械工程學會焊接學會. 焊接手冊 [M]. 北京: 機械工業出版社, 2001.
(編輯:陳渝生)
Impact of conductive oxide on Al alloy Nd:YAG pulse laser welding
HAI Yang
(Southwest Electronics Technology Research Institute, Chengdu 610036, China)
Al alloy which has advantages of lightweight and easy machining is commonly used as packaging materials on aeronautics and astronautics electronic products. When using, it need to do the conduct anodizing surface treatment to the Al alloy for improving its corrosion resistance and surface hardness, and avoiding forming particles after wear and tear, and finally reducing the threat of reliability. Because the Al alloy cavity sealing usually use Nd:YAG pulse laser welding technology, the influence of conduct anodizing on the welding must be considered. To use a type of Al alloy cavity laser melding sample as the object of study, through SEM (scanning electron microscope) microscopic analysis, the comparative study of impact between two kinds of Al alloys with and without surface conductive oxidation on Nd:YAG pulse laser welding samples was conducted. The results show that the conductive oxide process has parameters requirements on laser welding, but the conductive oxide won’t cause destructive consequence on the laser welding. According to this finding, it is thought that the conductive oxide will not bring substantial effect on Al alloy of Nd:YAG pulse laser welding.
conductive oxide; Al alloy; Nd:YAG pulse laser; welding; surface; SEM
10.14106/j.cnki.1001-2028.2017.08.018
TN605
A
1001-2028(2017)08-0099-04
2017-07-04
海洋(1984-),男,河南洛陽人,工程師,碩士,主要從事微波毫米波組件組裝與封裝技術研究,E-mail: hylx007@163.com。
網絡出版時間:2017-07-31 11:32
http://kns.cnki.net/kcms/detail/51.1241.TN.20170731.1132.018.html
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07