PLC實現皮帶傳輸系統的控制
2017-08-02 09:10:57焦作市技師學院張海龍
電子世界 2017年14期
關鍵詞:按鈕
焦作市技師學院 張海龍
PLC實現皮帶傳輸系統的控制
焦作市技師學院 張海龍
皮帶傳輸機是一種連續、快速、高效的物料傳輸設備、廣泛應用于煤炭、建材、化工、機械、輕工業等行業的物料傳輸系統。隨著經濟的發展,皮帶傳輸機的應用越來越廣泛,皮帶傳輸機的繼電器控制系統因存在設備故障率高、可靠性低、體積大、維修和改造不方便等許多缺陷而逐步被淘汰。可編程序控制器(PLC)是一種數字運算操作的電子裝置,專為在工業環境下應用而設計,可以控制各種類型的機械或生產過程。采用PLC控制的皮帶傳輸機具有可靠性高、使用維護方便等特點,在工業控制領域得到了廣泛的應用。
可編程序控制器;PLC;皮帶傳輸
一、引言
皮帶傳輸系統是將皮帶上的物料按照控制要求朝某一方向傳輸,這種控制系統實質上就是采用電動機正反轉控制電路來實現的。
這種繼電器控制系統在實際使用時存在設備故障率高、可靠性低、體積大、維修和改造不方便等諸多缺陷,因此使用率非常低。可編程序控制器(PLC)是一種數字運算操作的電子裝置,專為在工業環境下應用而設計,可以控制各種類型的機械或生產過程。采用PLC控制的皮帶傳輸機具有可靠性高、使用維護方便等特點,在工業控制領域得到了廣泛的應用。
二、硬件設計
PLC控制皮帶傳輸系統以PLC為控制核心,采用PLC程序替代傳統繼電器控制電路,省去了很多硬件接線,電路簡單、可靠性高。其設計步驟如下:
1、I/O通道地址分配表
根據皮帶傳輸控制要求,可確定PLC需要3個輸入點、2個輸出點,其I/O通道分配表如表1所示。

表1 I/O通道地址分配表
2、畫出PLC接線圖(I/O接線圖)
皮帶傳輸控制系統PLC接線圖如圖1所示。
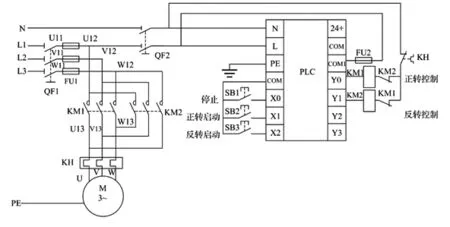
圖1 皮帶傳輸控制系統P L C接線圖
三、軟件設計
根據I/O通道地址分配表及圖1所示的控制原理可知,當按下正傳啟動按鈕SB2時,輸入繼電器X001接通,輸出繼電器Y000置1,接觸器KM1線圈得電并自保,主觸點閉合,電動機正轉連續運行。若按下停止按鈕SB1時,輸入繼電器X000接通,輸出繼電器Y000置0,接觸器KM1線圈斷電,主觸點斷開,電動機停止運行;當按下反轉啟動按鈕SB3時,輸入繼電器X002接通,輸出繼電器Y001置1,接觸器KM2線圈得電并自保,主觸點閉合,電動機反轉連續運行。若按下停止按鈕SB1時,輸入繼電器X000接通,輸出繼電器Y001置0,接觸器KM2線圈斷電,主觸點斷開,電動機停止運行。
結合以上編程分析,可以采用啟-保-停基本編程方法來實現PLC控制皮帶傳輸機的要求。
1、梯形圖設計
采用 啟-保-停基本編程環節實現電動機正反轉運行控制的梯形圖如圖2所示。
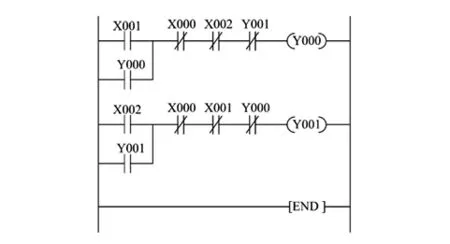
圖2 利用啟-保-停基本編程環節實現皮帶傳輸控制的梯形圖
2、程序下載
(1)PLC與計算機連接
使用專用通信電纜RS-232/RS422轉換器將PLC的編程接口與計算機的COM1串口連接。
(2)程序寫入
先接通系統電源,將PLC的RUN/STOP開關撥到“STOP”的位置,然后通過PLC編程軟件中的 “PLC寫入”功能,把程序寫入PLC中。
四、結論
經過長期的實踐證明,采用PLC控制的皮帶傳輸機具有可靠性高,使用靈活方便,易于維修和改型等特點,在實際生產應用中非常廣泛。
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
青少年科技創新報(2024年23期)2024-07-12 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
奧秘(創新大賽)(2019年12期)2019-11-29 18:26:17
模具制造(2019年7期)2019-09-25 07:30:00
少年文藝·我愛寫作文(2017年6期)2017-06-12 23:21:56
商業評論(2014年9期)2015-02-28 04:32:41
中學語文(2013年35期)2013-11-14 03:29:12
移動一族(2008年9期)2008-12-31 00:00:00
看世界(2004年9期)2004-04-29 00:00:00