激光切割亞克力板加工質(zhì)量的實驗研究
2017-07-31 15:36:03楊應(yīng)洪
科技視界 2017年8期
楊應(yīng)洪


摘要:激光切割技術(shù)是當(dāng)今先進加工技術(shù)手段之一,廣泛應(yīng)用于各行各業(yè)中。介紹了激光切割的特點、工作原理及板材表面質(zhì)量影響的因素。以亞克力板為例,結(jié)合影響激光切割質(zhì)量的因素,如切削速度、偏移量及材料厚度等進行了相關(guān)實驗。通過實驗研究,完善了激光切割工藝參數(shù)優(yōu)化的方法,有利于激光切割技術(shù)的進一步研究和應(yīng)用。
關(guān)鍵詞:激光切割;板材;表面質(zhì)量
【Abstract】The Laser Cutting is one of advanced processing technology,which is widely used in all walks of life.It introduced the characteristics,the working principle and the influence of surface quality for the Laser Cutting.Take the acrylic sheet for example,which combined with the factors that affect the quality of aser cutting,such as cutting speed,out of focus and material thickness and so on,made the related experiments.Through the experimental research,it improved the optimization method of Laser Cutting process parameters,and was helpful to further research and application.
【Key words】Laser cutting;Plank;The surface quality
0 引言
激光加工技術(shù)是利用激光束與物質(zhì)相互作用的特性對材料進行切割、焊接、表面處理及微加工等的一種新技術(shù)。激光加工具有以下幾個特點:1)非接觸式加工;2)對加工材料的熱影響區(qū)小;3)加工比較靈活;4)可以進行微區(qū)加工;5)可以加工高脆性、高硬度及高熔點的多種金屬、非金屬材料。激光加工技術(shù)的發(fā)展十分迅速,激光的應(yīng)用日趨廣闊,在工業(yè)激光應(yīng)用中,激光切割廣泛應(yīng)用于汽車、機車車輛制造、航空、化工、輕工、電器與電子、石油和冶金等工業(yè)部門,己成為當(dāng)前工業(yè)加工領(lǐng)域應(yīng)用最多的激光加工方法。
1 激光切割原理
激光切割是將激光束聚焦成很小的光斑,在光束焦點處獲得相應(yīng)的功率密度,產(chǎn)生的能量足夠使在焦點處的材料溫度急劇上升,一瞬間達到汽化的溫度,產(chǎn)生蒸發(fā),形成孔洞。激光切割以此作為起點,并根據(jù)被加工材料(工件)的尺寸要求,使激光束與工件按照一定的運行軌跡作相對運動,形成切縫。激光切割示意圖,如圖1所示。
2 表面質(zhì)量的影響因素
在激光切割過程中,可以對影響加工質(zhì)量的相應(yīng)因數(shù)進行有效的控制,使切割效果滿足實際需要。總體來說,就是要讓切縫入口輪廓清晰、切邊平行度好、切邊熱損傷最小、切割縫隙窄及切割表面光潔度高的質(zhì)量。而對激光切割影響較大的因素主要有光束特性、材料特性、切割速度及輔助吹氣等。
1)光束特性
光束特性主要包括光束模式、焦點位置及光束偏振等等,一般來講,激光切割的焦點在待加工材料的表面或材料表面下調(diào)一點點,盡量使切割的縫隙最小,獲得最佳的切割效果,提高加工效率。
2)材料特性
材料特性主要體現(xiàn)在材料的表面反射率、狀態(tài)及厚度等。一般來說,在其它切割參數(shù)一定的情況下,材料的反射率越低,切割的速度就越快。在加工材料不同的厚度時,需要調(diào)節(jié)切割速度、功率等滿足材料的切削要求。
3)激光切削速度
激光切割的基礎(chǔ)依賴于光束模式、有效的光束功率密度及待加工材料的物理特性。材料的切割速度與有效的激光功率密度成正比,與切割厚度和材料密度成反比。
3 實驗方法及分析
該課題選用激光切割非金屬機床,如圖2所示,采用激光波長為10.64μm、50W的CO2激光器(風(fēng)冷模式)。激光束經(jīng)過3個反射鏡和1個聚焦透鏡。實驗板材選用以亞克力板為主要材料,樣件厚度為2mm、3mm、4mm、5mm等,如圖3所示。輔助氣體采用空氣,壓力為0.032MPa。
影響激光切割質(zhì)量的因素有很多,選取不同的參數(shù)進行相關(guān)切削實驗研究。
3.1 焦距的不同對切割質(zhì)量的影響
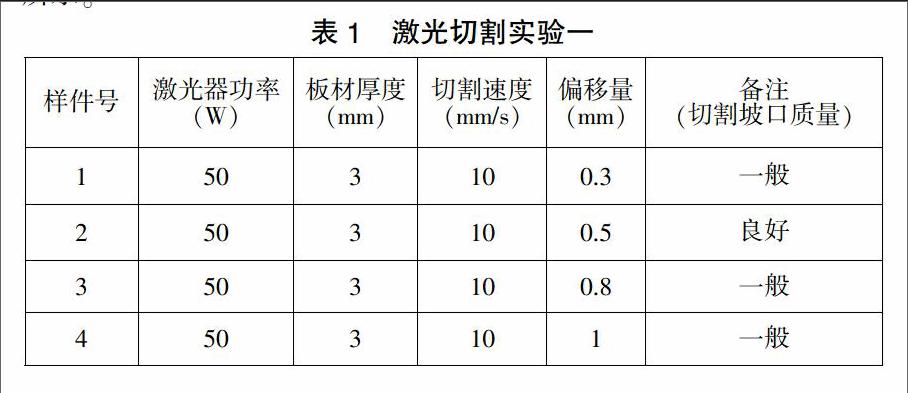
實驗一:改變焦距偏移量,其它參數(shù)如表1所示。樣件切割如圖4 所示。
3.2 切割速度對切割質(zhì)量的影響
實驗二:切削速度,其它參數(shù)如表2所示。樣件切割如圖5所示。
3.3 材料特性對切割質(zhì)量的影響
實驗三:板材厚度,其它參數(shù)如所示表3所示,樣件切割如圖6所示。
綜上實驗,基于低功率的非金屬切割設(shè)備(50W)平臺,對于亞克力板的切割,注重切割速度、焦距、板材厚度等因素。總體來說,在偏移量約0.5mm的位置、切速速度為6~15mm/s的切削效果較好;板材厚度每增加1mm,切削速度可對應(yīng)減少3mm/s。同時,在激光切割功率、切削速度、偏移量等參數(shù)一定時,隨著板材厚度的增加,切割速度適當(dāng)降低,否則可能會出現(xiàn)不完全切割的情況,降低切割質(zhì)量。
4 結(jié)論
在激光切割亞克力板過程中,首先要找到最佳的切削參數(shù),如切削速度、偏移量;其次,根據(jù)板材特性適當(dāng)調(diào)整功率大小,提高切削效率。針對厚度較高的板材,二次切削會增加切縫坡口的傾斜度,影響加工質(zhì)量,因此,要盡量避免二次切削。
【參考文獻】
[1]趙殿甲.激光切割技術(shù)的應(yīng)用與發(fā)展[J].煤礦機械,2006,27(8):5-6.
[2]王斌修,騰杰.激光切割吸種盤的工藝研究[J].機床與液壓,2010,38(10):14-15,42.
[3]佟明,王維,楊光.板材激光切割表面質(zhì)量影響因素的實驗研究[J].機械設(shè)計與制造,2010(10):121-123.
[4]曹鳳國.激光加工[M].北京:化學(xué)工業(yè)出版社,2015.
[責(zé)任編輯:田吉捷]
