數控加工中的在機檢測技術研究
2017-07-31 20:40:35王忠平徐鵬
裝備制造技術 2017年6期
王忠平,徐鵬
(中車青島四方機車車輛股份有限公司,山東青島266111)
數控加工中的在機檢測技術研究
王忠平,徐鵬
(中車青島四方機車車輛股份有限公司,山東青島266111)
在機檢測技術是基于傳統加工的特點而發展起來的。通過高精度的觸發式測頭直接對工件實現加工質量的檢測,達到了加工與檢測功能的集成。本文研究了在機檢測在數控加工中的關鍵技術,并闡述了在機檢測技術的優點。該技術可實現了“加工”—“測量”—“補償加工”閉環控制,已成為企業加強產品質量控制、提高市場競爭力、降低生產成本、提升企業效益的有效途徑。
在機檢測;數控加工;加工系統
傳統的機械加工,產品質量的檢測往往依賴操作者的技能,難以避免人為誤差或人為錯誤,并且難以對自由曲面進行檢測;此外,發現所加工的產品為廢品時,通常加工過程已經完成,造成了加工成本的浪費,而且尋找問題的根源困難重重。
隨著機械加工制造系統的集成度和自動化水平的提高,在機檢測技術OMV(On Machine Verification)正是基于傳統加工的特點而發展起來的[1,2]。使用在機檢測技術對整個加工過程的質量進行檢測及監控,已成為現代化加工制造業的必然要求[3-5]。其優點如下:先進的作業流程改變固有工藝,實現工藝自動化;提高產品質量,多次的工件安裝和夾具找正簡化為單步;制造過程可以通過數控在線質量控制系統全程評估;機床占有時間和產品質量大幅提高,最少人工干預,質量可追溯性強。因此,本文重點研究并闡述了在機檢測的技術原理及其關鍵技術。
1 在機檢測的技術原理
在機檢測的技術原理如圖1所示。首先輸入要檢測的CAD模型,然后由裝載在計算機系統中的測量軟件生成檢測的NC代碼,并將NC代碼通過通信接口傳輸給數控機床,以控制測頭按照測量的程序進行運動,當測頭接觸工件時便發出觸發信號,接收器接收觸發信號,隨后轉換為數控系統可識別的信號,并傳送給數控系統。觸發信號被數控系統接收后,機床停止運動,測點坐標數據通過通信接口返回計算機系統,然后進行下一個測量動作直至所有測量動作完成。測量軟件對返回的測點坐標數據進行分析處理,輸出相應檢測報告。
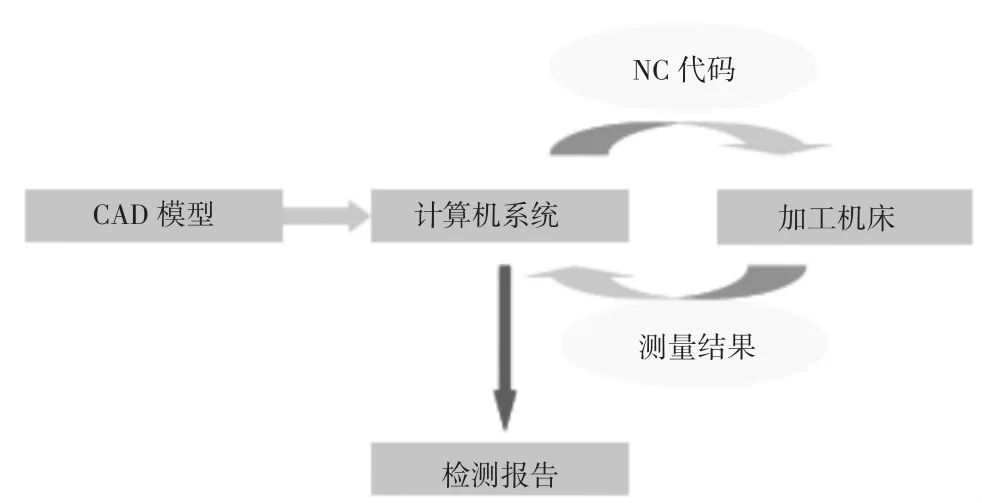
圖1 在機檢測的工作原理示意圖
2 在機檢測的關鍵技術
2.1對測頭進行標定
在機檢測的關鍵技術使對測頭進行標定。測頭標定是指測頭探針接觸測量固定在機床工作臺上直徑已校準的標準球上的不同位置,由各接觸點的坐標值計算出測頭的有效半徑和標準球的球心坐標值,并存儲在數控系統中用于后續測量。測頭的精確標定是保證在機測量精度的前提條件。為保證測頭精確標定,采用25點標定法,如圖2所示。
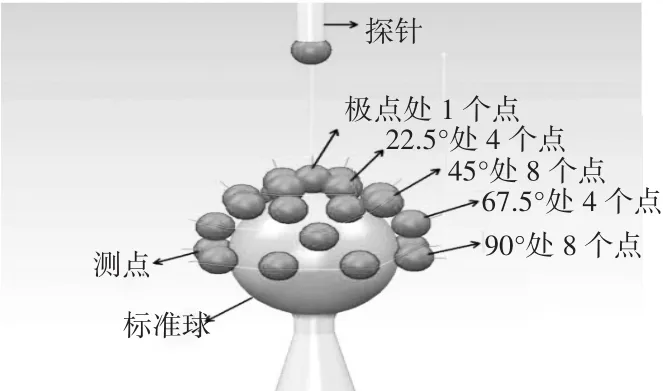
圖2 測頭標定示意圖
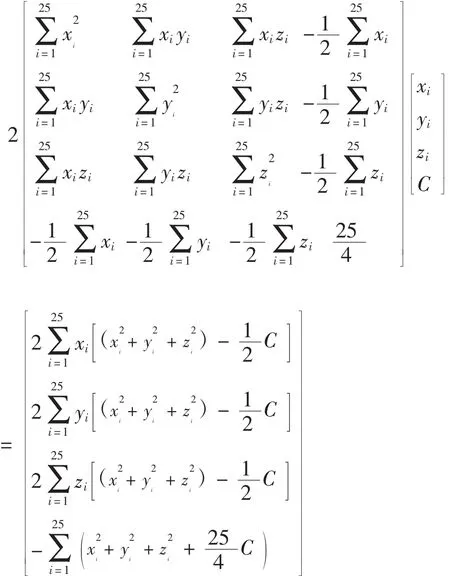
設標準球的球心坐標為(x0,y0,z0),將球面標準方程整理可得:

設hi(xi,yi,zi)為第i個測點的坐標,i∈(1,25),根據最小二乘法原理,可得目標函數

2.2 對檢測路徑進行標定
檢測路徑的標定采用自適應變步長原理,如圖3所示。
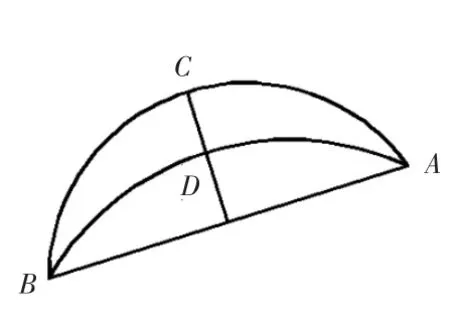
圖3 不同曲率的逼近誤差比較
其原理是:在同一步長條件下,曲率較小的圓弧ADB處所產生的逼近誤差較小,曲率較大的圓弧ACB所產生的誤差較大,因此,比較逼近誤差就可以得知該處的圓弧曲率與上一個插補周期內的圓弧曲率的大小的情況。在滿足精度要求時,依據曲面的各部分的曲率變化,采取相對應的編程步長,從而使編程的每一步長達到最優化。這樣就可以依據組合曲面的各部分的曲率變化實現檢測。
該方法生成測點的基本步驟:設M、N為參數變量(M∈[0,1],N∈[0,1]),把M、N分別從0開始以各自固定步長遞增,則可分別得到M、N向參數線,兩參數線任意交點即為測點。設M向步長取為a,N向步長取為b,則M向第i個點的坐標,N向第j個點的坐標為:基于B樣條基函數定義:
分別計算mi在M向基函數值UM和ni在N向基函數值UN,可以求解得到M、N參數控制點Pi,j的坐標值,即測點的坐標值,
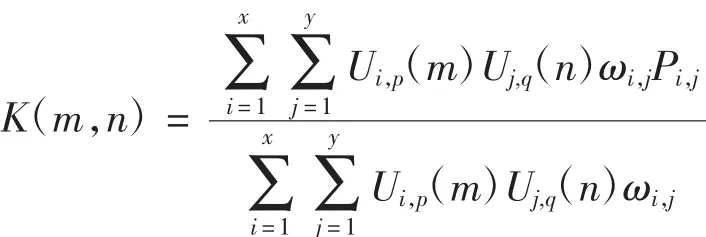
其中ωi,j為控制點Pi,j的權因子。
按照以上測量路徑規劃,即可得到測量路徑,以某一復雜曲面為例,如圖4所示,其測量路徑為黑點部分。
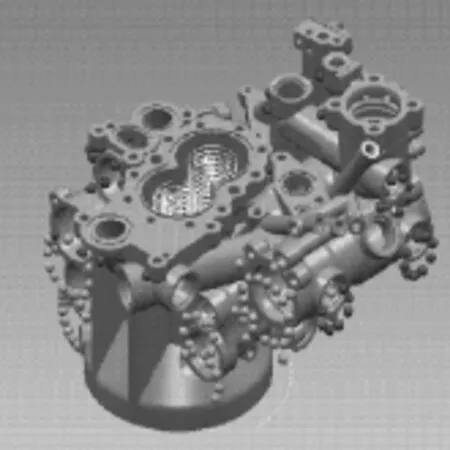
圖4 復雜曲面測量路徑實例
3 在機檢測技術的功能
應用在機檢測可以在加工機床上發現問題和判斷問題,從而節省大量時間和成本,其主要功能有:
(1)能夠讀取各種數據格式的三維CAD模型數據,如圖5所示。保證數據的準確性和完整性,測量數據可以直接和CAD模型產生對比測量結果;可以高速輸入、輸出包括IGES、VDA-FS、STEP、ACIS、Parasolid、Pro/E、CATIA、UG、IDEAS、SolidWorks、SolidEdge、AutoCAD、Rhino 3DM、Delcam DGK和Delcam Parts在內的廣泛格式的三維CAD數學模型,并能很好地保證數據的準確性和完整性。
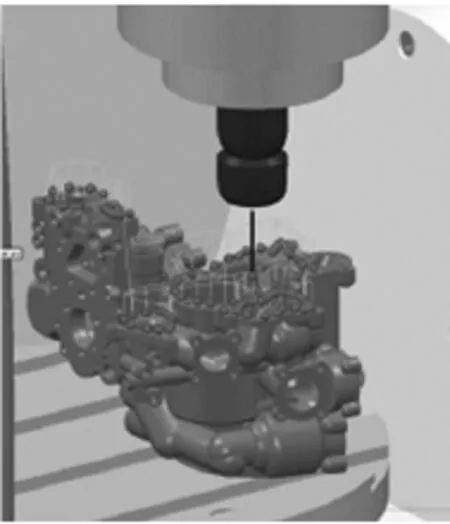
圖5 三維CAD模型數據
(2)具有產生全范圍的幾何元素用于檢測工件上的標準體素特征,還可通過投影和相交這些特征到已有幾何元素而產生抽象特征,如圖6所示。可檢測的幾何元素有:平面、直線、點、特征如圓(孔和凸臺)、槽、長方形、具有指定邊數的規則多邊形、圓柱(孔和凸臺)、圓錐、球和環等。可將檢測數據生成直線、曲線和標準體素,并可將這些數據輸出,用于逆向工程等工作。
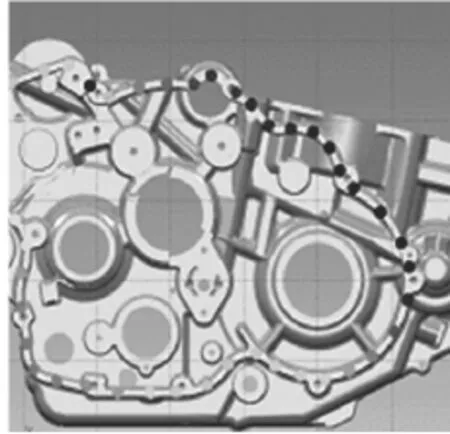
圖6 工件上的體素特征
(3)具有幾何特征檢測、曲面公差檢測等功能,包括:點、線、面、圓度、圓柱度、球度、曲面點等;可對幾何元素進行評價,包括:位置、直徑/半徑、角度、距離等信息;也可對形位公差進行評價,包括:平面度、直線度、圓柱度、圓錐度、球度等等。
(4)實現了多種檢測功能,例如:邊緣檢測,邊緣是CAD曲面的消失處,通過檢測切口的邊緣情況與相應的理論CAD模型邊緣進行對比,從而對其精度進行檢測;截面檢測,通過設置一截面組可對零件的平面截面進行檢測。
(5)測量路徑可在軟件模擬,避免碰撞等干涉現象。如果在實際測量過程中出現非正常觸發,將自動停止機床運轉,并提示操作人員。
(6)可支持多種機床配置,包括:車銑復合中心,立臥轉換模式等。在機檢測執行程序是標準機床代碼,并且完全開放可見,并可在完整加工程序代碼中加入檢測程序,用于過程檢測。檢測結束后,可以方便地輸出檢測報告。需提供了智能化的功能,使檢測報告的輸出既方便又可靠。
4 在機檢測技術的應用實例
以某廠加工某種產品為例,采用Delcam高級多軸銑削和質量實時控制的“PowerMILL+PowerINSPECT”的解決方案。其加工和檢測過程如下:
(1)通過PowerMILL輸出的NC程序進行五軸粗加工,如圖7所示。

圖7 產品粗加工現場
(2)通過PowerINSPECT OMV的檢測NC程序進行五軸檢測,如圖8所示。
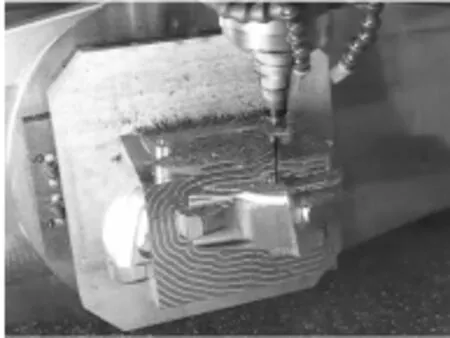
圖8 產品粗加工后的在機檢測
本工序的目的是確認開粗完畢后對工件的余量控制是否精確,工件基準是否加工精確,工件是否有較大的變形。同時能夠及時對工藝進行改善,減少中間過程出現的不良反應,實現“加工過程不留遺憾”。
(3)確認粗加工完全符合要求之后,通過Power-MILL輸出的NC程序進行五軸精加工加工,如圖9所示。

圖9 產品精加工現場
(4)精加工結束后,通過PowerINSPECT OMV的檢測NC程序進行五軸檢測,如圖10所示。
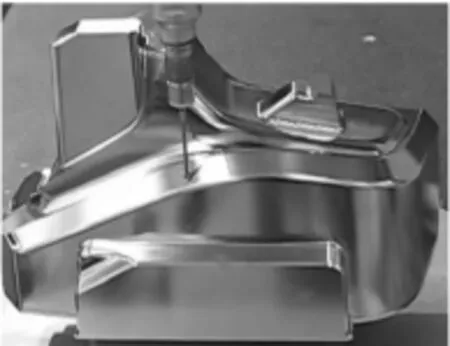
圖10 產品精加工后的在機檢測
(5)最后輸出檢測報告。如圖11所示。
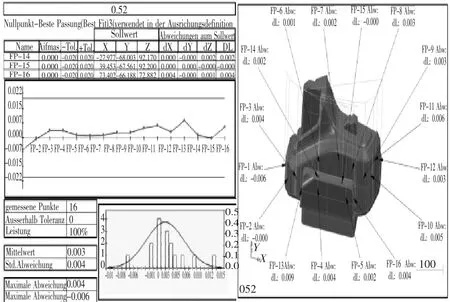
圖11 檢測報告
由檢測結果發現,對產品加工可實現精度控制在μm級范圍,公差范圍控制在μm級范圍,可獲得非常高精度和表面加工質量。
5 結束語
在機測量技術作為一種先進測量技術,將精密數控機床和精密測量設備有效集成,實現了“加工”—“測量”—“補償加工”閉環控制,減少了工件的搬運和裝夾時間,顯著提高了生產效率,從而提高了機床的生產力,節省了公司的人員成本,節省了搬運成本,已經成為保證零件加工質量的重要手段,同時企業也不需要再投入資金購買更多的檢測設備。因此,在機檢測技術已成為企業加強產品質量控制、提高市場競爭力、降低生產成本、提升企業效益的有效途徑。
[1]鄭惠江.在機檢測中曲面拓撲特征重建和檢測點分布關鍵技術研究[D].天津:天津大學,2010.
[2]胡艷娥,諸進才.在機檢測觸發式測頭系統的誤差分析與實驗[J].機電工程技術,2015:44(2):9-13.
[3]王發智,耿蕊,祁曉鈺.電弧爐電極調節PDF自適應控制系統[J].化工自動化及儀表,2011,38(4):364-368.
[4]張麗玲.基于參數自調整模糊PID算法的弧焊過程熔透控制研究[J].熱加工工藝,2011,40(3):123-126.
[5]李盛強,周亞軍,張毅.自適應模糊控制器在電加工間隙控制中的應用[J].機電工程,2008,25(1):96-98.
Research on the Application of OMV in NC Machining
WANG Zhong-ping,XU Peng
(China Qingdao Sifang Locomotive Limited by Share Co.,Ltd.,Qingdao Shangdong 266111,China)
In machine detection technology is based on the characteristics of traditional processing and developed. The machining quality of the workpiece can be directly detected by the high-precision trigger probe,and the integration of machining and testing functions can be achieved.This paper studies the key technologies in machine detection in NC machining,and expounds the advantages of machine detection technology,can realize the“processing”and“measurement”“compensation processing”closed-loop control,has become the enterprise to strengthen quality control,improve the market competitiveness and effective way to reduce production costs,improve enterprise efficiency the.
in machine detection;NC machining;machining system
TH164
A
1672-545X(2017)06-0226-04
2017-03-15
王忠平(1980-),男,山東青島人,本科,高級工程師,研究方向:鋁合金高速加工。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12