一種數控車床的開發
2017-07-31 20:40:33張金軍王天宇楊迪
裝備制造技術 2017年6期
張金軍,王天宇,楊迪
(沈陽機床股份有限公司,遼寧沈陽110142)
一種數控車床的開發
張金軍,王天宇,楊迪
(沈陽機床股份有限公司,遼寧沈陽110142)
本文介紹了一款智能數控機床,平床身結構,采用直線導軌,Z軸與尾臺共軌設計,配備C軸、動力刀架和立式伺服刀架,采用改進的尾臺設計,并介紹了其開發過程。
智能車床;共用導軌;伺服刀架
在上個世紀,普車CA6140可謂是一代經典車床,任何機械廠都有它的身影,是機械零件主要的修配工具。隨著數控技術的飛速發展,普車已經逐漸淡出市場[1],數控車床的應用范圍在不斷擴大并不斷發展以適應生產加工的需要[2]。數控車床種類繁多,本文將介紹一款智能數控車床,它基于市場和用戶的需求,專為各類機械企業修配零件量身打造。
1 機床定位
本機床定位為通用數控車床,適合各類中小零件的車削、銑削、鉆削、內外螺紋加工,加工范圍廣、適應能力強,既可實現單一零件批量高效加工,也可實現各類零件的修配加工,操作簡單,方便維護,適應各類工廠、車間的加工和修配作業。
本機床的定義源于用戶需求,機械零件加工和裝配企業都有設備維修維護部門,因此需要一種操作簡單、易于維護、能夠實現多種加工工藝的機床,機床應具備以下條件:
(1)操作簡單,易上手,操作工只需簡單培訓即可使用。
(2)加工范圍廣,可實現車削、銑削、鉆削、內外螺紋加工等多種加工工藝。
(3)精度、穩定性和可靠性好[3],易維護。
(4)價格低。
2 機床結構及特點
(1)本車床由電氣系統、機械系統、冷卻系統、潤滑系統、液壓系統等組成,采用平床身機構,如圖1所示。Z軸伺服電機通過絲杠驅動床鞍在床身上左右移動做Z向運動,X軸伺服電機通過絲杠驅動滑板在床鞍上前后移動做X向運動,立式伺服刀架和動力頭通過螺栓固定在滑板上,主軸箱固定在床身上,主伺服電機嵌入到床身中,通過V型皮帶驅動主軸旋轉,尾臺與床鞍共用Z軸直線導軌,通過滑塊與床身連接。
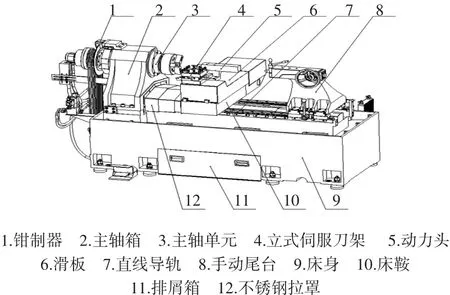
圖1 數控車床結構圖(去掉外防護)
(2)如圖2所示,床身采用先進的工藝方法進行精鑄,大大提高了剛性和穩定性,整體尺寸誤差為1 ~3 mm,最大程度保證鑄造與設計尺寸一致性;采用極簡原則進行設計,便于加工和裝配,床身底部呈漏斗狀,方便排水排屑。床身結構簡單,優化了主軸箱安裝面、電機座安裝面、Z軸導軌安裝面等主要加工面,大大降低了加工難度,并更容易保證加工精度。
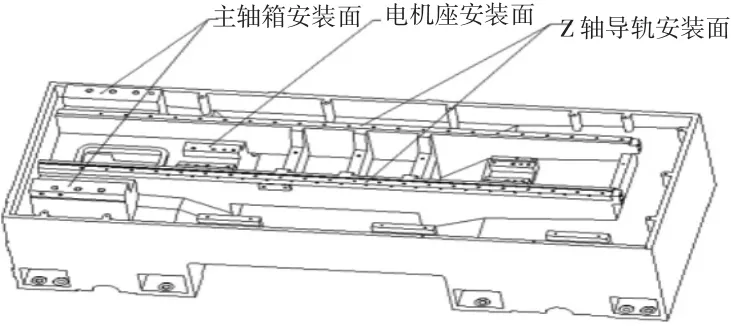
圖2 床身外觀圖
(3)經濟型平床身數控車床X、Z軸通常采用滑動導軌,易磨損劃傷,修復困難。本機床做了重大改進,X、Z軸采用進口直線導軌,保證整機定位精度及重復定位精度,響應速度快,易維護。
(4)本機床的另一項重大改進是床鞍與尾臺共用Z軸直線導軌,如圖1所示,定制8滑塊雙導軌,從根本上解決了Z軸與尾臺的平行度問題,大大降低了加工成本和裝配難度,提高了機床的穩定性。
(5)尾臺與床鞍共用線軌帶來的一個難題就是尾臺的鎖緊問題,本機床在尾臺滑塊之間安裝改進的手動鉗制器,通過夾持Z軸導軌,實現尾臺的鎖緊,鎖緊力達40 000 N.
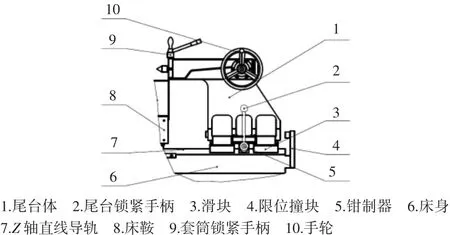
圖3 尾臺
(6)滑板上集成立式四工位伺服刀架、動力頭,如圖1所示,可實現車削、銑削、鉆削、內外螺紋加工等多種加工工藝;動力頭可快速拆卸,選配排刀板,如圖4所示,針對小型零件,最多可實現7把刀加工,適應性強。
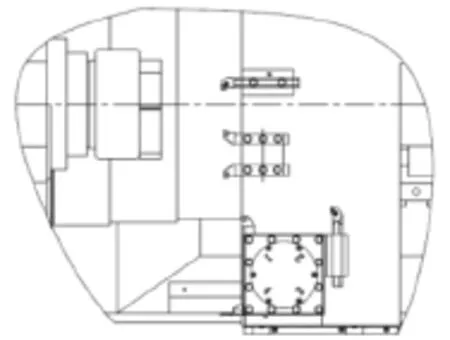
圖4 刀架布局圖
(7)主軸帶C軸功能,配合動力頭實現法蘭鉆孔、剛性攻絲、鍵槽等多種加工工藝,進口主軸單元,可實現4 000轉高速高精加工。
(8)改進的尾臺設計[4],尾臺整體鑄造,前置手輪,如圖1所示,具有高剛性和穩定性,操作更加便捷等優點。
(9)采用模塊化設計[5],實現C軸功能、尾臺、液壓站、動力刀架、排刀板、全防護和半防護的選配。
(10)采用智能數控系統,可實現智能編程、智能故障診斷,大大降低操作難度,與互聯網無縫連接,實現遠程監控、基于云平臺的互聯網制造等功能,實現加工的智能化、網絡化。
3 主要參數
本機床的主要設計參數如表1所示。
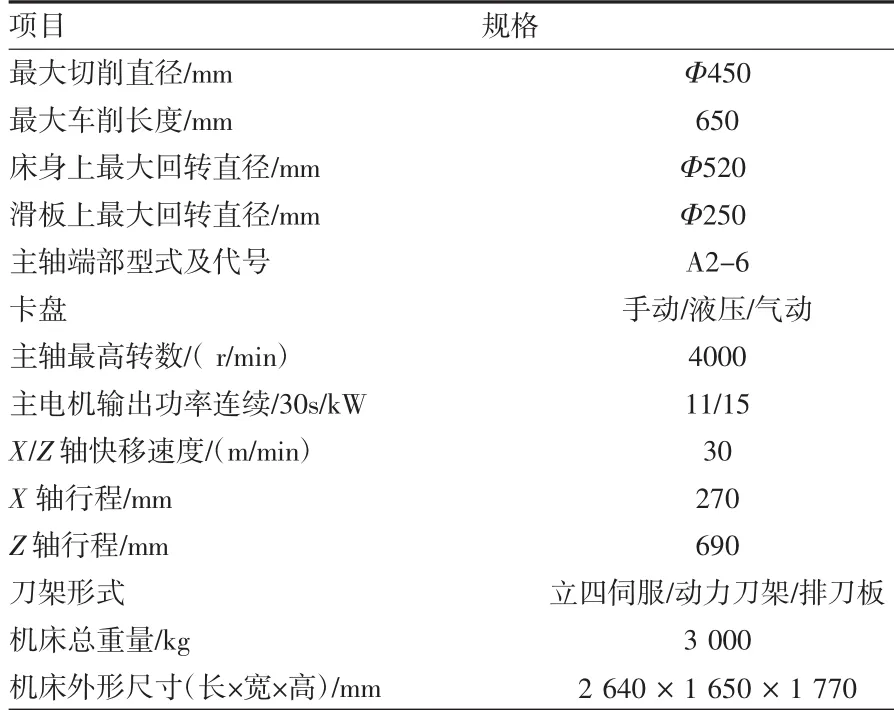
表1 機床主要設計參數
4 樣機測試
對樣機進行了多項測試,由于篇幅所限,在此摘取部分數據,進行說明。
(1)動剛度測試
采用相對激振的方法,首先使用力錘對機床主軸單個方向依次進行激勵,同時使用加速度傳感器在激勵點進行響應測量,測得頻率響應函數。機床刀架、尾臺使用同樣方法測試。機床動柔度測試如圖5所示。
圖4機床動柔度測試
主軸的測試是使卡盤夾緊一段工件,在工件遠離卡盤端部按機床X、Y、Z三方向分別激勵,同時在激勵點激勵方向測量響應。
刀架的測試是在刀架上無刀的狀態下激勵刀架夾刀塊的三方向;響應尾臺的測試是在激勵尾臺頂尖固定處的三方向,表2為機床動柔度測試結果,表中數據可以看出三軸各方向的動柔度都比較小,也就是說動剛度都比較大沒有明顯的薄弱環節。
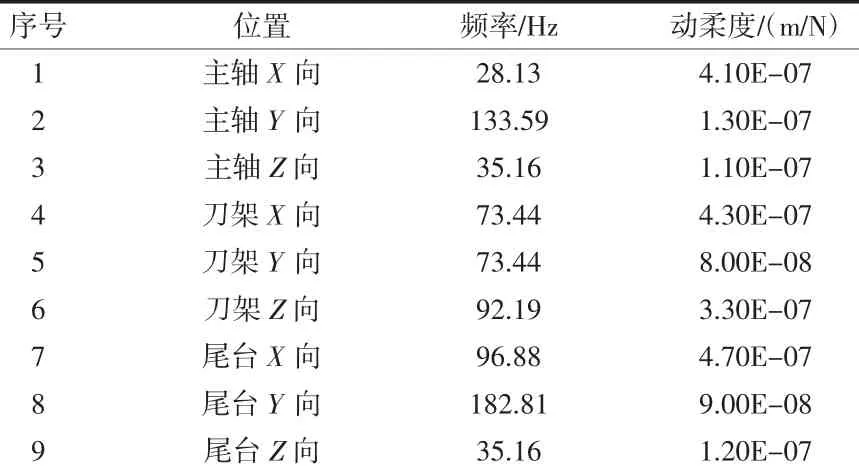
表2 機床動柔度測試結果
(2)切削振動測試
本次測量兩臺車床主軸、刀架及床身在切削外圓時的振動情況,主要考察機床振動性能。
測試時采用主軸轉速分別為500 rpm、1 000 rpm、1 200 rpm以及1 500 rpm,同時切深由1 mm逐步增加到4 mm,進給量為0.3 mm/n.
通過表3測試數據分析,無論主軸轉速如何,當切深達到2.5 mm時刀架的振動數值急劇上升,而在大切深時主軸和床身的振動數值卻沒有明顯增加,這說明刀架的剛度是制約車床進行大切深工作的瓶頸,與之相比,主軸和床身的剛度要遠遠好于刀架。
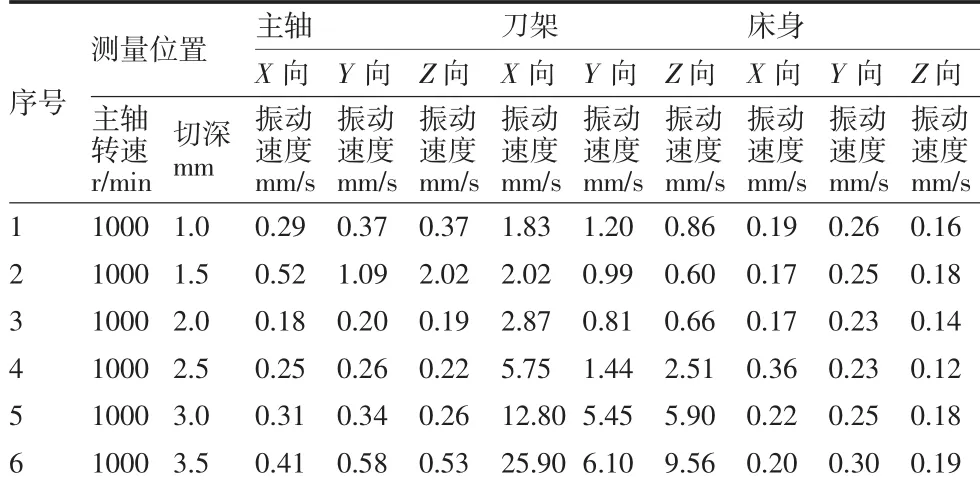
表3 車床外圓切削振動速度
(3)其它測試
樣機還進行了細長軸切削測試、重切功率測試、鉆孔功率測試等多項測試,由于篇幅所限,在此不一一例舉,通過以上各項測試,各項性能均達到設計要求,說明機床結構合理,床鞍和尾臺共用導軌、尾臺使用鉗制器鎖緊穩定可靠。刀架是整個機床剛性的薄弱環節,是后期機床改進的重要環節。
5 結束語
本文針對用戶的需求,介紹了一種數控車床的開發,并通過結構的改進,有效地控制了成本,結構簡單,制造成本低,通過樣機的試制和測試,達到了預期的效果,現已開始批量生產,已產生了一定的經濟效益。
[1]唐銳.普通機床數控化改造研究[J].煤礦機械,2008,29(2):147-149.
[2]王福印.我國數控車床技術發展的現狀與思考[J].西部大開發(中旬刊),2011(2):37-43.
[3]趙仲琪.關于高檔數控機床關鍵功能部件可靠性技術研究的探討[J].數控機床市場,2009(10):22-25.
[4]耿華,王亮,張金軍,等.一種直線導軌用車床尾座的設計[J].機床與液壓,2016,44(10):6-8.
[5]崔江紅,裴有珍,陳衛星,等.數控重型臥式車床的模塊化設計研究[J].機床與液壓,2011,39(18):9-11.
The Definition and Desin of NC Lathe
ZHANG Jin-jun,WANG Tian-yu,YANG Di
(Shenyang Machine Tool Co.,Ltd.,Shenyang Liaoning 110142,China)
This paper introduces an intelligent CNC machine,flat bed structure,adopts the linear guide rail,Z axis and end rail design,equipped with the C axis,and the vertical power tool servo turret,with improved tail design.And its development process is introduced.
intelligent lathe;share guide;servo turret
TG659TG502
A
1672-545X(2017)06-0152-03
2017-03-25
張金軍(1980-),男,河北張家口人,碩士研究生,工程師,主要從事機床設計工作。
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
制造技術與機床(2019年12期)2020-01-06 03:17:48
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
制造技術與機床(2017年4期)2017-06-22 11:18:05
Coco薇(2017年5期)2017-06-05 08:53:16
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
機械職業教育(2014年9期)2014-02-28 02:09:18