汽車縱臂與車架連接扭矩控制方法
2017-07-31 20:40:29李運(yùn)發(fā)
裝備制造技術(shù) 2017年6期
李運(yùn)發(fā)
(1.桂林客車發(fā)展有限責(zé)任公司,廣西桂林541002;2.柳州五菱汽車工業(yè)有限公司,廣西柳州545007)
汽車縱臂與車架連接扭矩控制方法
李運(yùn)發(fā)1,2
(1.桂林客車發(fā)展有限責(zé)任公司,廣西桂林541002;2.柳州五菱汽車工業(yè)有限公司,廣西柳州545007)
以汽車縱臂裝配過程為實(shí)例,介紹了生產(chǎn)過程汽車裝配扭矩質(zhì)量控制流程和關(guān)鍵扭矩監(jiān)控方法,對(duì)汽車縱臂裝配過程中出現(xiàn)的扭矩衰減進(jìn)行了原因分析,闡述了對(duì)于聯(lián)接件接合面有間隙造成的扭矩衰減可以采取二次擰緊的控制方法。
縱臂;扭矩衰減;二次擰緊
緊固件螺紋聯(lián)接作為整車裝配中重要的聯(lián)接方式被廣泛應(yīng)用,螺紋聯(lián)接方式看似簡(jiǎn)單,而其擰緊過程卻頗為復(fù)雜,螺紋聯(lián)接中存在的扭矩衰減則是整車實(shí)際裝配中最常見的問題。一般情況下,采用定扭工具對(duì)螺紋副施加一次擰緊就可以滿足工藝要求,但是由于某些聯(lián)接件結(jié)構(gòu)的特殊性,采用一次擰緊不能遏制扭矩衰減,需采取多次擰緊進(jìn)行控制。本文就是通過解決縱臂與車架多螺栓聯(lián)接扭矩衰減為實(shí)例,介紹生產(chǎn)過程螺栓扭矩監(jiān)控方法,分析研究解決扭矩衰減的方法,為工程技術(shù)人員在處理類似扭矩問題的時(shí)候起到借鑒作用。
1 相關(guān)扭矩概念解釋
(1)扭矩法:是利用扭矩與夾緊力在緊固件彈性區(qū)域內(nèi)的線性關(guān)系而進(jìn)行緊固控制的一種方法,現(xiàn)有絕大多數(shù)的整車裝配工藝采用的均是直接擰緊至工藝設(shè)計(jì)的扭矩法來控制擰緊質(zhì)量[1]。
(2)扭矩衰減:擰緊工作完畢后發(fā)生在緊固件上的扭矩降低現(xiàn)象即為扭矩衰減。衰減后扭矩低于目標(biāo)范圍值,稱之為衰減出現(xiàn)異常[2]。
(3)二次擰緊:就是把裝配過程分二次定扭進(jìn)行,第一次進(jìn)行預(yù)緊,擰到最終扭矩的1/2左右,第二次擰到最終扭矩。
2 整車裝配扭矩質(zhì)量控制流程
整車生產(chǎn)企業(yè)參照合資品牌企業(yè)的扭矩控制方法,經(jīng)過幾年的實(shí)踐,形成了一套完整的裝配扭矩控制辦法,對(duì)關(guān)鍵扭矩進(jìn)行有效的控制,控制流程如表1所列。
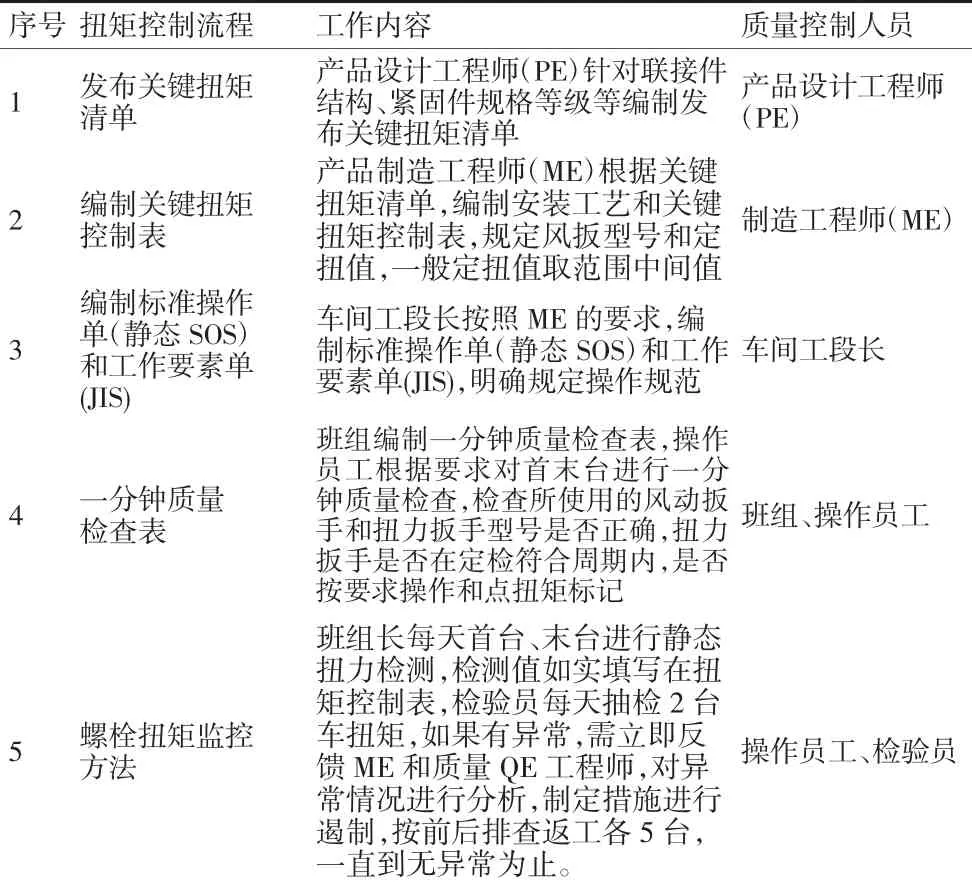
表1 生產(chǎn)過程關(guān)鍵扭矩控制流程
3 監(jiān)控的過程及問題的處理
(1)扭矩監(jiān)控工具。目前采用的扭矩監(jiān)控工具是扭矩控制表,即QCOS(quality check operation sheet),QCOS是對(duì)工序控制操作風(fēng)險(xiǎn)因素評(píng)估的一種方法[3],是工位班組長(zhǎng)用來定期跟蹤關(guān)鍵扭矩測(cè)量結(jié)果的工具,是現(xiàn)場(chǎng)目視化看板,每月一張[4]。控制表由車間ME編制完成,標(biāo)明上控制限MAX線、下控制限MIN線和上下控制限70%線,上、下控制線與70%線組成的區(qū)域稱為A區(qū)。圖1是根據(jù)PE發(fā)布的縱臂與車架聯(lián)接螺栓扭矩設(shè)計(jì)值60~70 N·m編制的扭矩控制表。
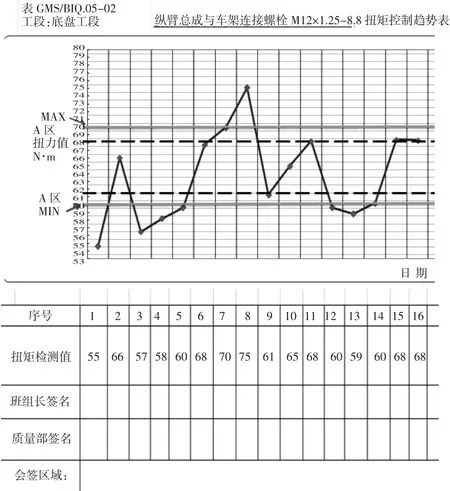
圖1 縱臂與車架連接螺栓扭矩控制表截圖
(2)監(jiān)控頻次。每個(gè)工位班組長(zhǎng)使用表盤式扳手1次/4 h檢測(cè)本工位的關(guān)鍵扭矩值,填寫記錄。質(zhì)量部的扭矩巡檢員1次/4 h隨機(jī)抽查1臺(tái)車的關(guān)鍵扭矩,且每點(diǎn)測(cè)1個(gè)扭矩值,填寫到記錄表中。
(3)異常問題的處理。對(duì)于異常問題的處理方法常有以下幾種:
1)對(duì)扭矩檢測(cè)值達(dá)不到工藝規(guī)定扭矩值的,班組需調(diào)查問題根本原因,檢查氣壓是否異常、動(dòng)力工具是否異常、定值扳手是否異常、聯(lián)接件是否異常,并制定糾正措施。
2)發(fā)現(xiàn)扭矩超標(biāo),往前往回100%檢查直到連續(xù)5輛車扭矩合格,并記錄對(duì)策和車架號(hào)。
3)連續(xù)4點(diǎn)在A區(qū)屬于異常,需分析原因。
4)對(duì)于班組確認(rèn)聯(lián)接件、螺栓、操作工具、操作方法正確,扭矩值仍然出現(xiàn)異常的情況,班組應(yīng)升級(jí)車間工程師分析處理,原因復(fù)雜時(shí),車間工程師應(yīng)組織PE、ME、QE分析解決。
4 縱臂與車架多螺栓聯(lián)接扭矩衰減問題分析、解決實(shí)例
(1)扭矩監(jiān)控出現(xiàn)異常問題描述
按QCOS扭矩控制要求檢測(cè)扭矩值異常情況,工藝要求60~70 N·m,16顆螺栓中有6顆未達(dá)標(biāo),合格率只有62.5%.
(2)原因分析
按照人、機(jī)、料、法、環(huán)五個(gè)方面進(jìn)行分析。
1)人:?jiǎn)T工經(jīng)過培訓(xùn)合格上崗,符合要求。
2)機(jī):使用的風(fēng)動(dòng)扳手型號(hào)RS-F8PD1(60 N·m)、定扭扳手型號(hào)GF-NL-015(65 N·m)正確,定扭65 N·m扳手檢定合格。
3)法:操作員工按如圖2所示規(guī)定操作順序1-4-2-3-5-8-6-7-9-12-10-11-13-16-14-15打扭力,符合要求;檢測(cè)方法采用緊固法在工序完工后30 min內(nèi)檢測(cè)扭矩值,符合要求。
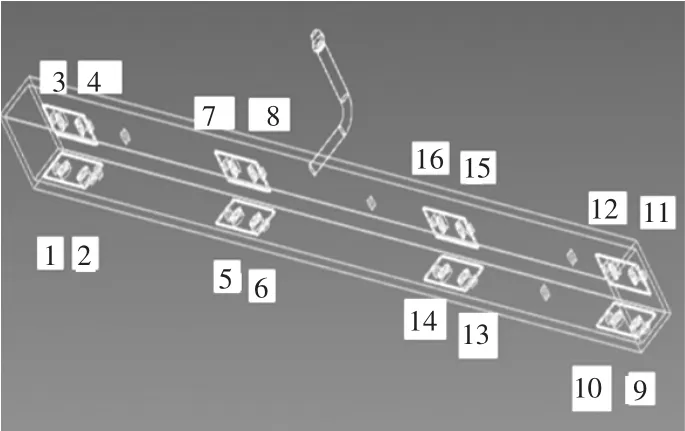
圖2 縱臂螺栓擰緊順序圖
4)環(huán):裝配工裝沒有異常。
5)料:縱臂聯(lián)接方式如圖3所示,由縱臂連接座圖4、車架橫梁六圖5和16個(gè)M12螺栓組成,其中縱臂連接座加工工藝較復(fù)雜,縱臂的連接件連接座由連接板、筋板、側(cè)墊板和下墊板組焊而成,連接面直“L”型,實(shí)際制造過程中,受焊后變形和模具制造精度的影響,很難保證連接座與車身橫梁連接完全貼合,后縱臂連接座側(cè)墊板與下墊板的垂直度圖紙規(guī)定為0.2,實(shí)際檢測(cè)值如表2所列,達(dá)到圖紙要求。
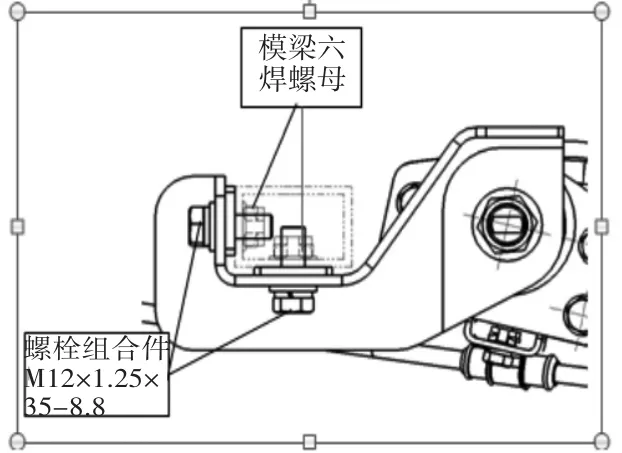
圖3 縱臂與車架的聯(lián)接結(jié)構(gòu)
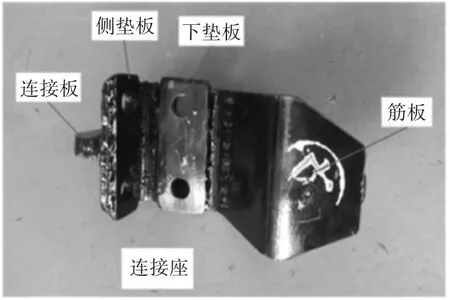
圖4 縱臂連接座結(jié)構(gòu)

圖5 車架橫梁六結(jié)構(gòu)
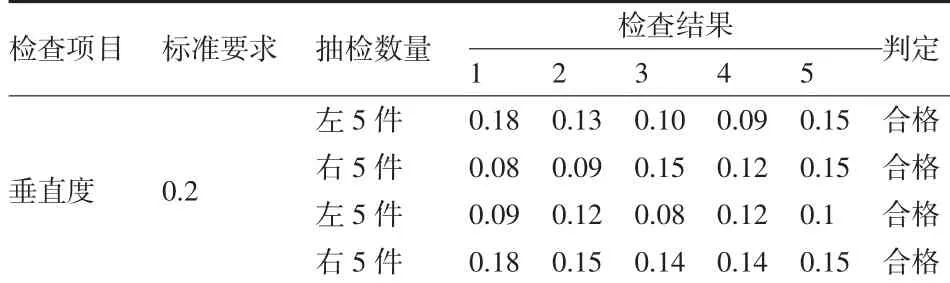
表2 連接座側(cè)墊板與下墊板的垂直度質(zhì)量記錄
進(jìn)一步調(diào)查發(fā)現(xiàn)裝配預(yù)緊時(shí)部分螺栓出現(xiàn)有不貼合的情況,檢測(cè)值如表3,說明連接面的貼合不平導(dǎo)致了扭矩的衰減,受到結(jié)構(gòu)、工藝、成本的限制,提高連接件的制造精度已不可能,只能通過擰緊螺栓工藝方法的改善來消除扭矩的衰減。
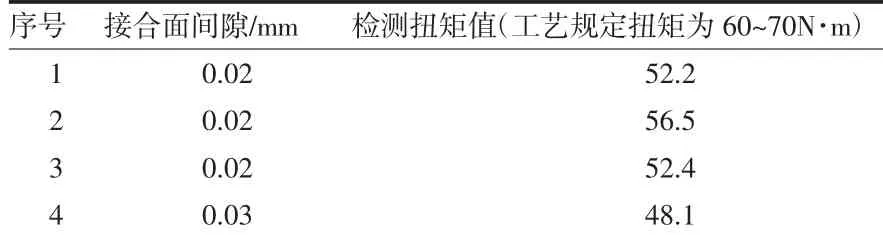
表3 連接面間隙與檢測(cè)扭矩值
(3)縱臂扭矩衰減的解決措施
A螺紋連接理論:根據(jù)螺紋連接的理論,由于連接的零件表面有間隙導(dǎo)致螺栓連接接合不夠緊密而隨著之后表面的相互磨合逐漸互相嵌入的時(shí)候發(fā)生扭矩衰減。較大的需要2個(gè)以上螺栓緊固的零件接合也屬于這種情況。這種情況造成的衰減一般采用二次或多次擰緊的方法進(jìn)行控制[5]。二次擰緊就是把裝配過程分二次定扭進(jìn)行,第一次進(jìn)行預(yù)緊,擰到最終扭矩的1/2左右,停頓一定時(shí)間后,第二次擰到最終扭矩,通過延長(zhǎng)擰緊時(shí)間增加應(yīng)力釋放,減少扭矩的衰減。
B實(shí)施二次擰緊:對(duì)工藝進(jìn)行調(diào)整,在13工位定扭45 N·m預(yù)緊,消除接合面間隙的扭矩衰減,當(dāng)變形達(dá)到一個(gè)穩(wěn)定狀態(tài)之后,由16工位實(shí)施最終定扭值65 N·m,按二次打扭矩后檢測(cè)值如表4,扭矩合格率達(dá)到100%,完全滿足工藝發(fā)布扭矩65±5 N·m要求,扭矩處于受控狀態(tài)。修定縱臂安裝工藝、標(biāo)準(zhǔn)操作單(靜態(tài)SOS)和工作要素單(JIS),問題解決關(guān)閉。
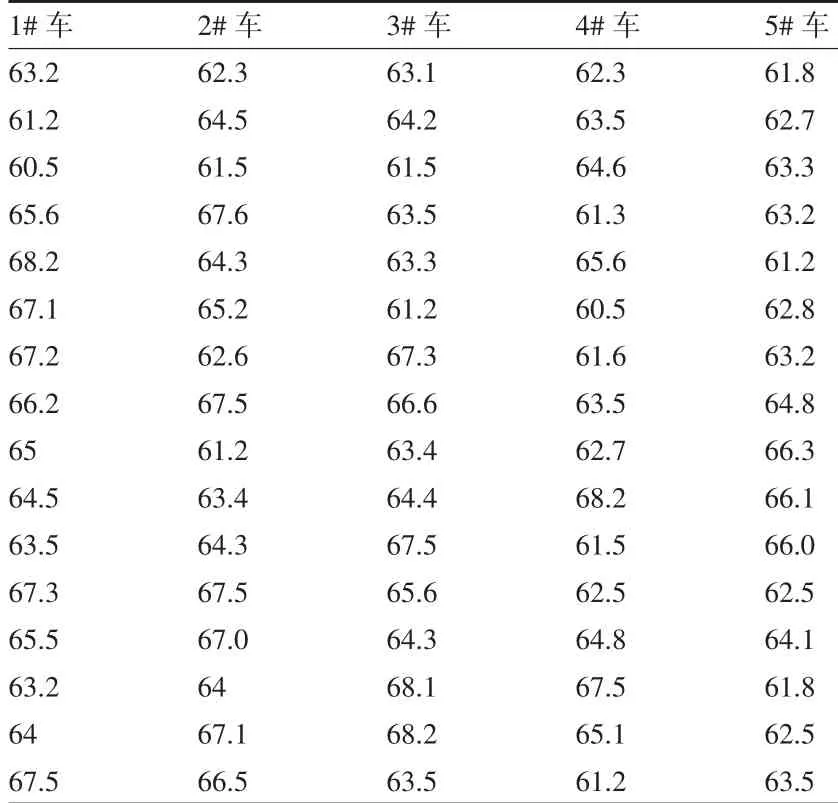
表4 實(shí)施二次擰緊后扭矩檢測(cè)數(shù)據(jù)
5 結(jié)束語
整車廠對(duì)扭矩控制是非常嚴(yán)格的,影響扭矩衰減的因素較多并且復(fù)雜,扭矩控制是汽車裝配中最重要的質(zhì)量保證措施。針對(duì)不同聯(lián)接件的結(jié)構(gòu)特點(diǎn),選用不同的控制策略,可以更好地控制汽車裝配扭矩,滿足設(shè)計(jì)要求,提高整車可靠性。
[1]李斌.發(fā)動(dòng)機(jī)缸蓋螺栓擰緊工藝改進(jìn)與扭矩在線質(zhì)量控制研究[D].長(zhǎng)春:吉林大學(xué),2015.
[2]許承巖.汽車裝配線扭矩控制的研究與改進(jìn)[D].哈爾濱:哈爾濱工業(yè)大學(xué),2011.
[3]傅瑩,簡(jiǎn)談零部件裝配扭矩質(zhì)量控制方法[J].中國質(zhì)量,2011(1):40-43.
[4]李同科,簡(jiǎn)學(xué)利.動(dòng)、靜態(tài)扭矩在汽車裝配扭矩控制中的應(yīng)用[J].汽車工藝與材料,2010(04):1-3.
[5]王靜.生產(chǎn)過程中扭矩衰減的控制方法[J].大眾科技,2011(10):145-147.
Trailing Arm and the Frame Connection Torque Control Method of Automotive
LI Yun-fa
(1.Guilin Bus Development Co.,Ltd.,Guilin Guangxi 541002,China;2.Liuzhou Wuling Automobile lndustry Co.,Ltd.,Liuzhou Guangxi 545007,China)
Take automobile trailing arm assembly as example,introduce the quality control procedure of automobile assembly torque during production and monitor method on key torque,analysis the torque attenuation appear on automobile trailing arm assembly process,explain composition surface space cause the torque attenuation can be controlled by secondary tighten.
trailing arm;torque attenuation;secondary tighten
U469.11
A
1672-545X(2017)06-0130-04
2017-03-20
李運(yùn)發(fā)(1964-),男,廣西臨桂人,本科,工程師,主要研究方向:整車裝配質(zhì)量控制。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
兒童時(shí)代·快樂苗苗(2017年7期)2018-01-24 18:28:45
作文大王·低年級(jí)(2016年4期)2016-04-18 00:24:37
Coco薇(2016年2期)2016-03-22 02:42:52
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長(zhǎng)指南(2015年4期)2015-05-19 14:47:56
決策探索(2014年21期)2014-11-25 12:29:50
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03