自動(dòng)扶梯導(dǎo)軌系統(tǒng)裝配夾具設(shè)計(jì)
2017-07-31 20:40:35薛煥樟
裝備制造技術(shù) 2017年6期
薛煥樟
(肇慶市技師學(xué)院,廣東肇慶526060)
自動(dòng)扶梯導(dǎo)軌系統(tǒng)裝配夾具設(shè)計(jì)
薛煥樟
(肇慶市技師學(xué)院,廣東肇慶526060)
通過(guò)對(duì)現(xiàn)有導(dǎo)軌系統(tǒng)裝配工位的工藝路線與實(shí)際操作進(jìn)行研究,找出裝配過(guò)程中的不足之處,提煉提出扶梯梯級(jí)運(yùn)行導(dǎo)軌系統(tǒng)的裝配夾具的需求,對(duì)在產(chǎn)的扶梯導(dǎo)軌系統(tǒng)裝配工藝進(jìn)行詳細(xì)分析,確定可行的設(shè)計(jì)方案。在夾具設(shè)計(jì)過(guò)程中考慮扶梯產(chǎn)品系列化的需求,對(duì)該裝配夾具的適用性提出要求,滿足產(chǎn)品變化、中小批量生產(chǎn)的需要。該夾具定位精度高,夾緊可靠;結(jié)構(gòu)剛性好;操作方便、靈活,減低裝配操作過(guò)程中重復(fù)出現(xiàn)的定位、測(cè)量操作,降低操作工時(shí),提高效率,改善了裝配工作;適用性好,可根據(jù)扶梯傾斜角度不同變化進(jìn)行調(diào)整,滿足產(chǎn)品變化時(shí)的需求。
裝配夾具;自動(dòng)扶梯裝配;導(dǎo)軌系統(tǒng)
1 設(shè)計(jì)需求
裝配夾具是在裝配過(guò)程中使用的、用于給裝配件準(zhǔn)確定位、可靠地夾緊工件的輔助工裝工具。為適應(yīng)市場(chǎng)的激烈競(jìng)爭(zhēng),現(xiàn)代制造行業(yè)需要不斷地提升生產(chǎn)效率,降低成本,并且要保證產(chǎn)品質(zhì)量。這就要求裝配夾具能夠在工序范圍內(nèi)保證裝配的精度要求和裝配質(zhì)量;縮短裝配輔助時(shí)間的基礎(chǔ)上提升裝配效率,降低工時(shí)成本,且減低操作工人的勞動(dòng)強(qiáng)度,改善工作條件。因此,合理地設(shè)計(jì)并運(yùn)用裝配夾具,能夠有效地改善生產(chǎn),有利于提升企業(yè)的競(jìng)爭(zhēng)力。
自動(dòng)扶梯是一種依靠移動(dòng)的梯級(jí)與移動(dòng)的扶手帶來(lái)輸送人流的交通工具。自動(dòng)扶梯機(jī)械結(jié)構(gòu)復(fù)雜,組成零件有3000多個(gè);導(dǎo)軌系統(tǒng)是自動(dòng)扶梯中執(zhí)行部件梯級(jí)的運(yùn)行部件,梯級(jí)在導(dǎo)軌系統(tǒng)中運(yùn)行,形成一個(gè)運(yùn)動(dòng)的、循環(huán)的梯級(jí)系統(tǒng)[1]。扶梯導(dǎo)軌結(jié)構(gòu)如圖1所示。
目前中大型扶梯廠商年產(chǎn)量在4 000臺(tái)左右,多屬于中批量的生產(chǎn),并且所接的訂單標(biāo)準(zhǔn)化程度不高,客戶個(gè)性化定制要求也較多,推行自動(dòng)化裝配經(jīng)濟(jì)效益不高,使用專用的、適用性較高的裝配夾具是較為經(jīng)濟(jì)可行的選擇。某公司原來(lái)僅靠操作工人反復(fù)操作、調(diào)整和測(cè)量來(lái)保證裝配精度,導(dǎo)致裝配精度較低,操作調(diào)整的輔助時(shí)間較長(zhǎng),使得工時(shí)成本大,為了解決生產(chǎn)中存在的這個(gè)問(wèn)題,迫切需要有一套高效、高精度、低成本裝配夾具。
2 裝配工藝分析
2.1 導(dǎo)軌系統(tǒng)分析
以上平層導(dǎo)軌系統(tǒng)為例進(jìn)行分析,如圖2所示,導(dǎo)軌系統(tǒng)按照功能進(jìn)行劃分,主要由三部分組成:(1)運(yùn)行導(dǎo)軌,此部分是梯級(jí)及梯級(jí)鏈的運(yùn)行軌跡,要求嚴(yán)格保證裝配精度在0.5 mm以內(nèi);(2)壓軌以及防跳軌,用于防止梯級(jí)運(yùn)行過(guò)程中跳動(dòng);(3)支撐部分,用于連接導(dǎo)軌與扶梯的桁架。
如圖3和4所示,要想將導(dǎo)軌在三維空間上定位,需要在X、Y、Z三維方向給予約束。根據(jù)幾何原理,X、Y方向的定位可以通過(guò)確定導(dǎo)軌相對(duì)于平層基準(zhǔn)面的距離a以及導(dǎo)軌相對(duì)于傾斜段基準(zhǔn)面的距離b來(lái)確定;Z方向的定位可以通過(guò)確定導(dǎo)軌相對(duì)中心基準(zhǔn)面的距離c來(lái)確定。對(duì)于扶梯產(chǎn)品而言,不同半徑、不同位置的導(dǎo)軌相對(duì)于平層基準(zhǔn)面的距離a值與相對(duì)于傾斜段基準(zhǔn)面的距離b值是不同的;不同梯級(jí)寬度條件下的導(dǎo)軌相對(duì)于中心基準(zhǔn)面的距離c值不同,梯級(jí)寬度有600、800、100 0這三種規(guī)格[2]。在實(shí)際裝配操作過(guò)程中,工人就是通過(guò)確定每一根導(dǎo)軌相對(duì)于三個(gè)基準(zhǔn)面的距離a,b,c的值來(lái)給導(dǎo)軌定位的。為保證扶梯運(yùn)行平穩(wěn)可靠,導(dǎo)軌系統(tǒng)的裝配精度很高,手工操作定位的方法難以嚴(yán)格保證裝配的質(zhì)量,顯然定位操作將消耗大量的操作工時(shí)。
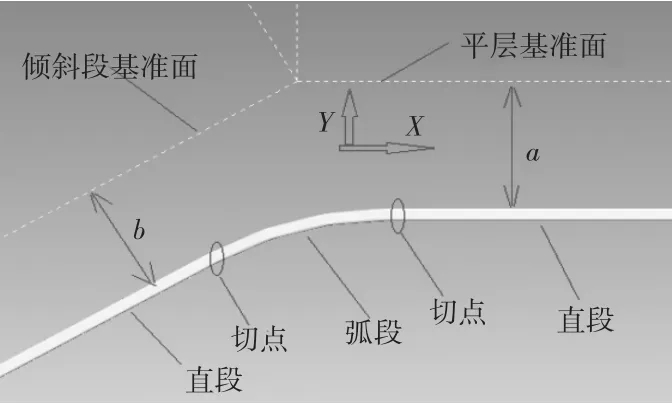
圖3 導(dǎo)軌在X、Y坐標(biāo)方向的定位

圖4 導(dǎo)軌在Z坐標(biāo)方向的定位
2.2 無(wú)夾具的裝配工藝
在沒(méi)有使用裝配夾具情況下,導(dǎo)軌系統(tǒng)裝配通過(guò)拉線的定位的方式進(jìn)行。其工藝路線如下:桁架預(yù)裝→畫工作點(diǎn)(定基準(zhǔn)點(diǎn))→拉定位線、拉中線→預(yù)裝導(dǎo)軌支架→導(dǎo)軌支架定位→裝導(dǎo)軌→確定并測(cè)量每根導(dǎo)軌相對(duì)三個(gè)基準(zhǔn)面的距離/調(diào)整→緊固。在這種裝配工藝中,為保證每根導(dǎo)軌的裝配精度,經(jīng)常需要多次的測(cè)量和調(diào)整操作。
3 裝配工藝的改進(jìn)方案
為改善裝配效率,降低定位操作工時(shí),考慮引入裝配夾具來(lái)輔助裝配操作。使用裝配夾具條件下導(dǎo)軌系統(tǒng)裝配擬定的工藝方案如下:桁架預(yù)裝→畫工作點(diǎn)(定基準(zhǔn)點(diǎn))→上裝配夾具→定位導(dǎo)軌→裝支架并緊固。在新的裝配工藝方案下,首先取消基準(zhǔn)線,減少了拉線操作工時(shí)。裝配開始前,只需確定基準(zhǔn)點(diǎn),并以基準(zhǔn)點(diǎn)為準(zhǔn),將裝配夾具調(diào)整、裝好,然后用夾具來(lái)給各導(dǎo)軌定位、夾緊;只要將裝配夾具裝好,導(dǎo)軌就可以用夾具定好位,減少了裝配導(dǎo)軌時(shí)多次的定位、測(cè)量、調(diào)整操作。另一方面,與之前的先裝導(dǎo)軌支架后裝導(dǎo)軌的方式不同,新的裝配工藝方案是先用夾具來(lái)給導(dǎo)軌定好位,并且?jiàn)A緊固定,再來(lái)連接緊固導(dǎo)軌、導(dǎo)軌支架、桁架這三個(gè)部件,將導(dǎo)軌支架當(dāng)成是緊固件來(lái)安裝,這樣可以減少定位的操作,也避免因?qū)к壷Ъ茉叽缟虾脱b配后的誤差造成的導(dǎo)軌裝配后的誤差。
4 裝配夾具總體設(shè)計(jì)方案[3-7]
方案采用空間三坐標(biāo)移動(dòng)功能來(lái)實(shí)現(xiàn)。由于夾具部件僅在調(diào)整階段移動(dòng),不需要頻繁運(yùn)動(dòng),夾具部件要求在空間三個(gè)坐標(biāo)方向?qū)崿F(xiàn)移動(dòng),因此考慮采用簡(jiǎn)單的滑動(dòng)移動(dòng)運(yùn)動(dòng)副實(shí)現(xiàn),如圖5所示。
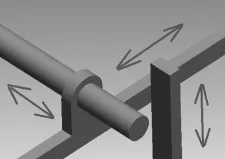
圖5 運(yùn)動(dòng)副實(shí)現(xiàn)空間三坐標(biāo)方向移動(dòng)
(1)定位方式:X、Y方向的定位由于不同導(dǎo)軌的位置不同,考慮采用定位件來(lái)確定導(dǎo)軌位置。Z方向的定位,由于梯級(jí)寬度上的規(guī)格只有600、800、100 0三種,考慮將Z方向的定位設(shè)計(jì)成能快速調(diào)整的結(jié)構(gòu),Z方向上左右各三個(gè)刻度,對(duì)應(yīng)有一個(gè)簡(jiǎn)單的固定機(jī)構(gòu),裝配不同梯級(jí)寬度導(dǎo)軌系統(tǒng)時(shí)根據(jù)需要快速移動(dòng)到相應(yīng)位置,并且可以左右移動(dòng),例如先移動(dòng)到左邊對(duì)導(dǎo)軌進(jìn)行定位,裝好左側(cè)導(dǎo)軌,然后再移動(dòng)到右邊裝右側(cè)的導(dǎo)軌,這樣可以既簡(jiǎn)單快捷,也簡(jiǎn)化夾具的結(jié)構(gòu)。X、Y坐標(biāo)方向定位如圖6所示。
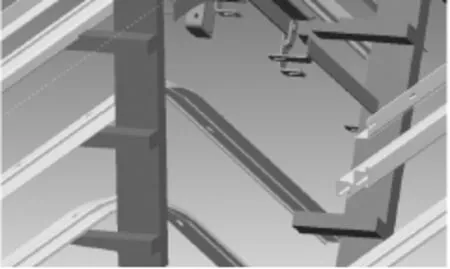
圖6 X、Y坐標(biāo)方向定位
(2)夾具安裝的支撐方式:夾具用四個(gè)點(diǎn)支撐,安裝在桁架上。四個(gè)支撐點(diǎn)能進(jìn)行高低的調(diào)整。夾具安裝在桁架上如圖7所示。
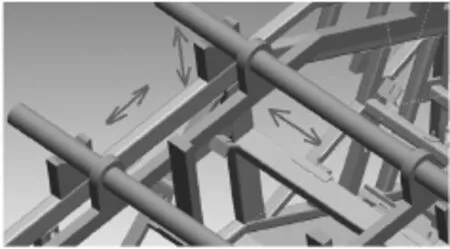
圖7 夾具安裝在桁架上
(3)夾緊方式與夾緊結(jié)構(gòu):夾緊方式選用肘節(jié)式快速夾緊裝置,這類夾緊裝置結(jié)構(gòu)簡(jiǎn)單、安裝簡(jiǎn)便、被夾緊工件裝卸快捷、操作方便、快捷高效,并且這種夾緊裝置商品化程度高,可以很容易在市場(chǎng)上買到。夾緊支撐根據(jù)導(dǎo)軌形狀進(jìn)行特殊設(shè)計(jì)。肘節(jié)式快速夾緊裝置和夾緊支撐機(jī)構(gòu)如圖8所示。
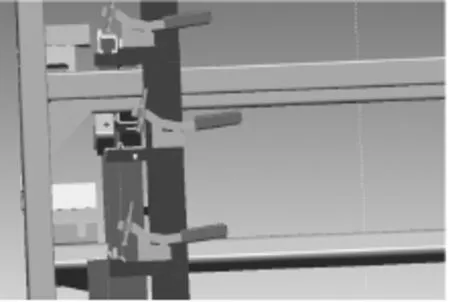
圖8 肘節(jié)式快速夾緊裝置和夾緊支撐機(jī)構(gòu)
(4)總體結(jié)構(gòu)布局。如圖9所示,裝配夾具通過(guò)四個(gè)支撐安裝在桁架上,橫梁沿Z軸方向左右移動(dòng),導(dǎo)軌的定位通過(guò)平層位置上的夾具部分和傾斜段部分的夾具來(lái)實(shí)現(xiàn)。
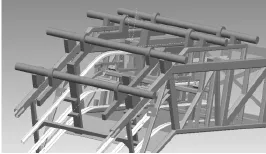
圖9 總體結(jié)構(gòu)布局
最終完成的導(dǎo)軌系統(tǒng)夾具如圖10所示。夾具分成兩部分:平層位置定位部分和傾斜段位置定位部分。裝配時(shí),按照所定位導(dǎo)軌在平層位置以及斜段位置上相對(duì)于基準(zhǔn)面的距離,調(diào)整好定位夾緊機(jī)構(gòu);在畫好工作基準(zhǔn)點(diǎn)之后,分別將夾具的兩部分安裝在桁架上,以工作基準(zhǔn)點(diǎn)為準(zhǔn),調(diào)整好,然后將需要安裝的導(dǎo)軌放到夾具上定好位、夾緊,即可完成導(dǎo)軌的定位,圖10中1為平層位置定位部分;2為傾斜段位置定位部分。
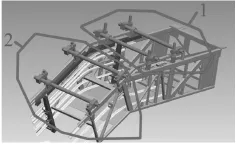
圖10 導(dǎo)軌系統(tǒng)裝配夾具
5 結(jié)束語(yǔ)
本文設(shè)計(jì)了一種自動(dòng)扶梯導(dǎo)軌系統(tǒng)裝配夾具,完成后的裝配夾具,在裝配車間進(jìn)行了試用。根據(jù)修改后的裝配工藝方案執(zhí)行,并且使用了該裝配夾具進(jìn)行輔助裝配。試裝后的導(dǎo)軌都能滿足裝配精度要求,導(dǎo)軌系統(tǒng)的裝配工時(shí)由原來(lái)的41 h的工時(shí)減少為25 h,導(dǎo)軌系統(tǒng)裝配站的節(jié)拍時(shí)間由原來(lái)的6.5 h減少為3 h,效率有明顯的提高,但還存在夾具調(diào)整的時(shí)間比較多的問(wèn)題。該裝配夾具對(duì)非標(biāo)量比較大、不經(jīng)常做的公交型扶梯效果比較很明顯。夾具具有的其它優(yōu)勢(shì)有:
(1)能實(shí)現(xiàn)導(dǎo)軌在空間三維坐標(biāo)方向的定位,并且定位件能夠符合要求,在三個(gè)坐標(biāo)方向移動(dòng)。
(2)定位準(zhǔn)確,定位精度足夠高,保證導(dǎo)軌系統(tǒng)整體裝配后的精度。
(3)夾緊可靠,能快捷地夾緊導(dǎo)軌。夾緊方式合適,夾緊力適中,由于有兩個(gè)軌跡線上的導(dǎo)軌厚度為3 mm的扁軌,剛性較差,夾具也能保證夾緊導(dǎo)軌不產(chǎn)生變形。
(4)夾具能保證在承受導(dǎo)軌重量情況下,變形符合精度要求。
(5)夾具零件容易加工、制造成本低。
(6)夾具的重量輕,便于裝配現(xiàn)場(chǎng)操作。
(7)適用性好,能夠滿足各種傾斜角度、導(dǎo)軌半徑、梯級(jí)寬度條件下導(dǎo)軌系統(tǒng)的定位,要求裝配夾具在裝配對(duì)象規(guī)格發(fā)生變化時(shí),不需要或者只需經(jīng)過(guò)簡(jiǎn)單調(diào)整,即可滿足需求。
[1]張?jiān)?電梯與自動(dòng)扶梯的安裝維修[M].北京:中國(guó)電力出版社,2006.
[2]中華人民共和國(guó)國(guó)家質(zhì)量監(jiān)督檢驗(yàn)檢疫總局,中國(guó)國(guó)家標(biāo)準(zhǔn)化管理委員會(huì).GB16899-2011自動(dòng)扶梯和自動(dòng)人行道安裝安全規(guī)范[S].北京:中國(guó)標(biāo)準(zhǔn)出版社,2011.
[3]謝旭華,張洪濤.機(jī)械制造工藝及工裝[M].北京:科學(xué)出版社,2008.
[4]朱耀祥,浦林祥.現(xiàn)代夾具設(shè)計(jì)手冊(cè)[M].北京:機(jī)械工業(yè)出版社,2009.
[5]成大先.機(jī)械設(shè)計(jì)手冊(cè)[M].北京:化學(xué)工業(yè)出版社,2008.
[6]王西來(lái),陳燎原,艾子建.裝配夾具的設(shè)計(jì)與應(yīng)用[J].工具技術(shù),2008,42(12):64-65.
[7]鮑習(xí)銀,汪張翼.自動(dòng)扶梯托滾輪定位分析及裝配夾具設(shè)計(jì)[J].機(jī)械工程師,2012(6):194-195.
Design of Assembly Fixture for Escalator Guide Rail System
XUE Huan-zhang
(Zhaoqing Technician Institute,Zhaoqing Guangdong 526060,China)
Through the research on the existent process route and the actual operation of the rail assembly position,the paper points out the defects in the assembly process and improves the requirements of the assembly fixture for the escalator cascade operation guide system.According to the existent detail of the assembly process of the escalator rail system,a feasible design scheme has been yielded.In the process of fixture design,in the requirements of the product seriating of the escalator,the applicability of the assembly fixture is put forward to meet the needs of product change,small and medium batch production.The fixture has high performances in positioning accuracy,reliable clamping,structural rigidity,operation convenient,flexible to reduce the position and measurement operation in the process of assembly operation.And also the fixture can reduce the operation hours,improve the efficiency and quality of the assembly work.Eventually the fixture has the applicability in the adjustability.It can be easily adjust to meet the needs of different tilt angle of the escalator.
assembly fixture;escalator assembly;guide rail system
TG754
A
1672-545X(2017)06-0081-03
2017-03-08
薛煥樟(1984-),男,廣東潮州人,講師,碩士,研究方向:機(jī)電自動(dòng)控制和汽車動(dòng)力傳動(dòng)研究。
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
計(jì)算機(jī)應(yīng)用(2022年2期)2022-03-01 12:33:42
計(jì)算機(jī)應(yīng)用(2022年1期)2022-02-26 06:57:42
計(jì)算機(jī)應(yīng)用(2021年4期)2021-04-20 14:06:36
計(jì)算機(jī)應(yīng)用(2021年3期)2021-03-18 13:44:48
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
計(jì)算機(jī)應(yīng)用(2021年1期)2021-01-21 03:22:38
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國(guó)洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34