電腦橫機新型推針三角控制裝置的設計與改進
2017-07-25 11:20:36福建睿能科技股份有限公司張國利
紡織機械 2017年7期
福建睿能科技股份有限公司 張國利/ 文
技術追蹤 TECHNOLOGY
電腦橫機新型推針三角控制裝置的設計與改進
福建睿能科技股份有限公司 張國利/ 文
本文介紹了一種電腦橫機新型推針三角控制裝置的設計及改進。該控制裝置包括步進電機、齒輪、推針三角連桿以及推針三角導向座。通過對該裝置重新設計,使得每個系統中的新型推針三角能夠實現單獨控制,且電路結構簡單,成本低,同時配合選針算法,得以實現電腦橫機對織物的高效編織。
推針三角 磁鋼驅動機械式推針機構 電機驅動式推針機構
1 引言
近年來電腦橫機市場逐漸擺脫低谷,各大主機企業銷售數量較去年同期都有了顯著增長,分析其原因:其一,2009~2010年間出廠的橫機效率偏低,已不能滿足當前下游用戶的生產需求;其二,國內的電腦橫機制造技術水平和控制系統不斷提高,機頭快速回轉、動態密度,針床橫移零等待、多針距等技術逐漸成熟完善,故眾多用戶對橫機進行更新換代。
在電腦橫機技術改進的各種方向中,通過對電腦橫機零部件以及控制方案進行改進,以縮短編織時間,提高編織效率,成為眾多廠商提高橫機總體性能的首要努力方向。而電腦橫機的編織是基于控制系統及其機械部件的協同工作,編織出針是其中的一個基本動作。其動作過程為:織針經過初選、重選,由推針三角推動選針片帶動彈簧針將其送至初始位置,使彈簧針不受壓迫,并使長針處于工作狀態;由推針三角將長針二段接走,并退往中山三角工作軌跡中,出針至3/4,完成基礎編織動作,再由織針牽拉紗線成圈進行織物的基礎編織。
2 現有推針三角驅動結構及其控制方式
推針三角是電腦橫機實現編織的一個重要三角機構,現有技術中具有多系統的橫機包括多個推針三角,多個推針三角通過一個推針三角連桿連接,推針三角連桿在機構往復運動時在磁鋼導向作用下帶動多個推針三角左右運動。主要缺陷如下:
1)純機械控制,無反饋信號給系統,如發生推針連桿出現故障,系統無法進行故障停機,會造成織物與設備損壞。
2)因推針三角連桿帶動多個推針三角左右運動,無法單獨控制每個系統的推針三角,無法進行效率優化。
現有技術中三角系統的結構如圖1-1和1-2所示:
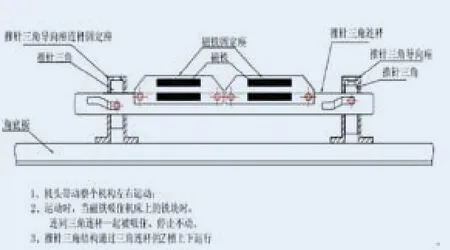
圖1-1 單系統推針三角驅動機構
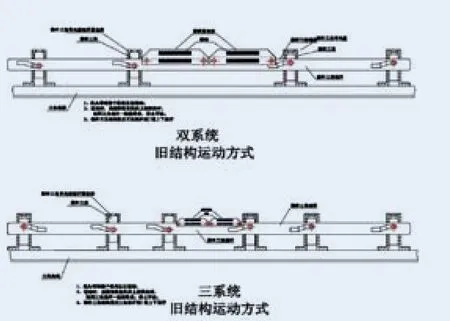
圖1-2 多系統推針三角驅動機構
3 新型(電機式)推針三角控制裝置
為避免以上缺陷,提高推針三角控制的可靠性和靈活性,設計一種電機式推針三角的控制裝置,用于控制推針三角左行突出,右行突出與左右推針三角收起,該控制裝置包括步進電機、齒輪、推針三角連桿以及推針三角導向座。齒輪設置在步進電機上,推針三角連桿設置在齒輪的下方,推針三角連桿與推針三角連接,推針三角導向座用于限定推針三角的移動位置,步進電機和推針三角導向座固定在三角底板上。其三角系統的結構圖以及驅動電路如圖2-1和2-2所示:
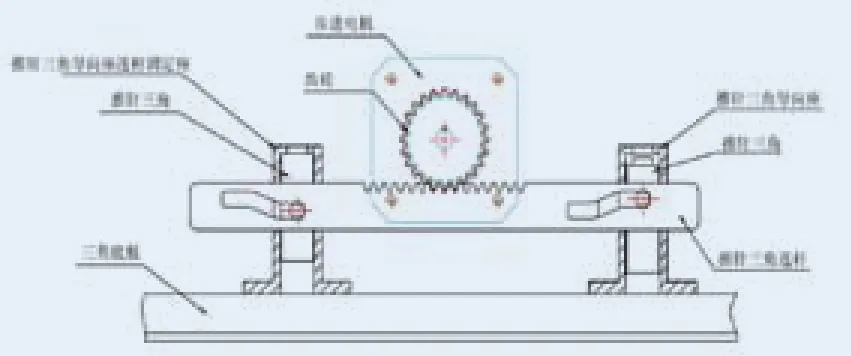
圖2-1 推針三角步進電機驅動機構
圖2-2 步進電機驅動電路
其中,步進電機轉軸上裝配有位置傳感器,控制器可實時采集傳感器型號,通過驅動IC進行可靠的閉環控制,極端情況下機構卡死等異常情況時,均能反饋給控制器做出保護停機,避免損失。
4 現有技術和改進型技術的區別
通過加入步進電機,新型推針三角控制與原有推針三角控制在編織狀態、設備結構與控制方式方面具有以下差異:
1)編織狀態
現有技術方案兩種狀態:左行突出,右行突出。
改進技術方案三種狀態:左行突出,右行突出,左右推針三角收起。
2)結構
現有技術方案:多個推針三角通過一個推針三角連桿連接,推針三角連桿帶動多個推針三角左右運動,無法單獨控制每個系統的推針三角。
改進技術方案:每個系統推針三角無連接裝置,可單獨控制每個系統的推針三角。
3)控制方式
現有技術方案:通過機械磁鋼帶動換向,無到位反饋裝置。
改進技術方案:由步進電機控制,有感應器或編碼器反饋到位狀態。
5 現有技術與改進技術工作原理分析
橫機用于進行編織,如圖3-1所示,現有技術的橫機包括至少兩個系統11和12,以兩個系統11和12為例進行說明。如系統11工作,系統12不工作,在橫機向左進行編織時,系統11的選針器13進行編織,系統12的選針器14用于為橫機的下一次編織的進行預選針,即選針器14用于為橫機向右進行編織時進行預選針。因此橫機編織一次的行程為編織物的長度L1和3/4橫機的機頭長度L2之和,導致現有技術的橫機的編織行程長,編織效率低。
圖3-1 機械控制推針三角機頭行程圖
新型推針三角控制裝置編織,如圖3-2與圖3-3所示,假設橫機包括至少兩個系統和控制器30,其中橫機包括系統1、系統2、……以及系統n,n為大于或等于2的正整數。每個系統包括兩個選針器,即系統1包括選針器1’和選針器2’,系統2包括選針器3’和選針器4’,……,系統n包括選針器2n-1’和選針器2n’。 橫機的控制器30與至少兩個系統分別連接,用于控制至少兩個系統的選針器進行編織、預選針或者避開。
圖3-2 電子控制推針三角機頭行程圖
如圖3-3所示,選用該裝置控制選針包括以下步驟:步驟S21:在至少兩個系統中至少一個系統不工作時,控制器30控制每個工作的系統中的一個選針器進行編織;其中,系統不工作具體為橫機沒有采用該系統對編織物進行編織,工作的系統為橫機采用該系統對編織物進行編織。在橫機進行左行編織時,控制器30控制位于工作的系統的左側的選針器進行編織;在橫機進行右行編織時,控制器30控制位于工作的系統的右側的選針器進行編織。
圖3-3 電子控制推針三角橫機的選針方法的流程圖
當橫機包括系統1和系統2時,系統1不工作,系統2工作;或者系統1工作,系統2不工作。在系統1不工作,系統2工作時,橫機進行左行編織,則控制器30控制位于系統2的左側的選針器進行編織;橫機進行右行編織,則控制器30控制位于系統2的右側的選針器進行編織。
步驟S22:控制器30控制在與編織的選針器相鄰的選針器中的至少一個選針器進行預選針。其中,位于正在編織的選針器兩側的選針器,即該兩側的選針器與編織的選針器相鄰設置,控制器30控制該兩側的選針器中的至少一個選針器進行預選針,以使橫機在進行下一次編織時直接編織。在系統1不工作,系統2工作時,橫機進行左行編織,則控制器30控制位于系統2的右側的選針器進行預選針;橫機進行右行編織,則控制器30控制位于系統2的左側的選針器進行預選針。進一步參見圖3-4和圖3-5,圖3-4是圖3-2中選針器在正常位置的示意圖;圖3-5是圖3-2中選針器在選針位置的示意圖。選針器41為上述實施例所描述的選針器,如圖3-4所示,選針器41在正常位置時,選針器41的選針擺片42壓住選針片43上,選針片43設置在彈簧片44上。如圖3-5所示,選針器41在選針位置,即選針器41在預選針時,選針器41的選針擺片42避開選針片43,以使的選針片43被抬起;在選針器41進行編織時,控制器30控制橫機的推針三角推動被抬起的選針片43。
相對于現有技術的橫機,本改進型方案的選針方法在與編織的選針器相鄰的選針器中的至少一個選針器進行預選針,能夠減少橫機編織時運行的行程,提高橫機編織的效率。
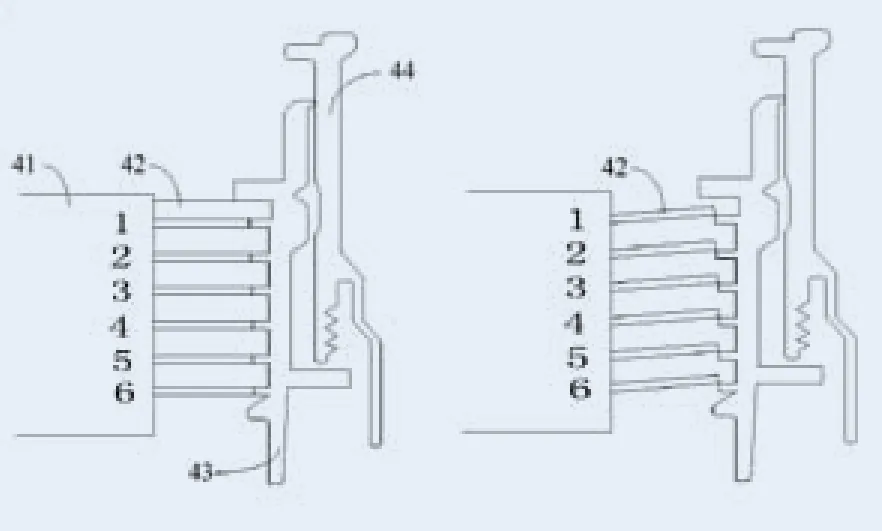
圖3-4 選針器在正常位置的示意圖圖3-5 選針器在選針位置的示意圖
綜上所述,在橫機往復運動實現編織時,機頭有效行程距離得到大大縮短,預計可節省25%的編織時間,大大提高了橫機的編織效率。
6 結束語
隨著電腦橫機機械機構的不斷改造、升級,對應的核心技術控制系統也在不斷地創新,通過橫機控制系統以及機頭三角推針機構的機電一體化的協同開發工作,結合我公司的F4000PLUS電腦針織橫機控制系統(產品),滿足了橫機高效編織的需求,該技術推廣到國內眾多橫機制造廠家,得到了用戶的認可,提高了生產效率,創造了可觀的經濟效益,證實了F4000PLUS電腦針織橫機控制系統的先進性、可靠性與實用性,推動了橫機控制技術的發展。
猜你喜歡
作文周刊·小學一年級版(2025年8期)2025-04-08 00:00:00
環球時報(2022-11-03)2022-11-03 05:18:49
工業設計(2022年8期)2022-09-09 07:43:20
少兒科學周刊·兒童版(2022年10期)2022-06-27 16:36:06
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
少兒美術(快樂歷史地理)(2019年6期)2019-10-12 08:21:30
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45