雙S曲線軟牽伸紡紗技術
2017-07-21 05:01:24程隆棣吉宜軍鄧萬勝
紡織學報 2017年7期
羅 婷,紀 峰,程隆棣,吉宜軍,鄧萬勝
(1. 東華大學 紡織面料技術教育部重點實驗室,上海 201620;2. 南通雙弘紡織有限公司,江蘇 南通 226661;3. 張家港廣眾紡機科技有限公司,江蘇 張家港 215000)
?
雙S曲線軟牽伸紡紗技術
羅 婷1,紀 峰1,程隆棣1,吉宜軍2,鄧萬勝3
(1. 東華大學 紡織面料技術教育部重點實驗室,上海 201620;2. 南通雙弘紡織有限公司,江蘇 南通 226661;3. 張家港廣眾紡機科技有限公司,江蘇 張家港 215000)
從裝置結構方面闡述雙S曲線軟牽伸紡紗技術(簡稱雙S軟牽紡)改善紗線質量的原理,對比環錠紡和雙S軟牽紡紡制同規格紗線的測試數據,分析雙S軟牽紡的成紗質量特點,并分析原因。傳統環錠紡在牽伸區由于上下膠圈表面線速度差造成摩擦和靜電,影響成紗質量。雙S軟牽紡去掉了上下膠圈及上下銷,通過S形曲線板、曲線管和網格圈實現對纖維須條的控制。分別用雙S軟牽紡和環錠紡紡制精梳棉/滌綸(60/40)混紡的18.4 tex紗線,測試其條干、紗疵等指標,用單因素方差分析法對數據進行分析。結果表明,雙S軟牽紡因可優化牽伸區摩擦力界的分布,縮短浮游區長度,因此控制浮游纖維更為有效,可較顯著地改善成紗條干,降低千米棉結、千米細節、千米粗節等常發性紗疵的數量,其中粗節(+35%)紗疵改善尤其顯著。
雙S曲線軟牽伸;環錠紡紗;成紗質量;紗線條干均勻度
傳統環錠紡的牽伸機構大都為三羅拉長短膠圈牽伸機構。該牽伸機構由彈簧擺動銷控制,彈簧擺動銷在上銷中部設置彈簧片,使上銷可在一定范圍內自由擺動,構成彈性鉗口[1-2]。該彈性鉗口可緩沖牽伸時鉗口的壓力波動,有利于紗線條干的改善。由于上下膠圈的摩擦驅動力及摩擦阻力有所區別,上下膠圈的速度始終存在差異[3],隨著使用時間和細紗機速度的增加,上下膠圈間易產生摩擦,從而易產生靜電,導致飛花,增加有害毛羽,影響成紗質量[4]。為改善上述情況,倪士敏[5]、周秀玲[6]建議上下膠圈新舊搭配使用,使膠圈有間歇的緩沖期以延長其使用壽命。此外,程登木[7]提出一種聚纖紡牽伸形式,去掉了上下膠圈,以期擺脫由上下膠圈的速度差所導致的成紗條干不勻的情況。本文提出一種新型雙S曲線軟牽伸紡紗技術(簡稱雙S軟牽紡)[8],采用由S曲線板、曲線管和網格圈構成的牽伸機構替代雙膠圈牽伸機構,不但可解決雙膠圈摩擦帶來的問題,還可在一定程度上改善紗線質量。
1 雙S軟牽紡牽伸機構工作原理
1.1 雙S軟牽紡牽伸機構
雙S軟牽伸紡紗技術的牽伸裝置如圖1所示。其中,皮輥9的中心軸上套裝有錦綸支架11,支架前部為S曲線板13,其橫截面下端面為S型曲面,具有與S曲線板13相對應的曲面結構的曲線管12位于中羅拉6和前羅拉5之間。在S曲線板13兩側分別設置隔距塊。曲線管12是由頂裝在其下端面的多組直線彈簧14支撐,每組直線彈簧14安裝于與其對應的張力座15、張力架16組合形成的直線導槽17內。S曲線板、曲線管均為表面經硬質陽極氧化處理的鋁合金。張力架16的下端兩側向下突出形成軸安裝結構19,張力座滾針20的兩側支撐于對應位置對應側的安裝結構內,網格圈2套裝在相對應的張力座滾針20、中羅拉6、曲線管12所形成的外周面上,網格圈由錦綸制成,經防靜電碳處理,尺寸為23.5 mm×165 mm,直徑為109 μm。

注:1—紗線;2—網格圈;3—清潔毛刷桿;4—清潔毛刷;5—前羅拉;6—中羅拉;7—后羅拉;8—前皮輥;9—中皮輥;10—后皮輥;11—錦綸支架;12—曲線管;13—S曲線板;14—直線彈簧;15—張力座;16—張力架;17—直線導槽;18—導向孔;19—軸安裝結構;20—張力座滾針。圖1 雙S軟牽伸工作示意圖Fig.1 Operation schematic diagram of double S curve soft drafting
1.2 牽伸機構工作原理
圖2示出雙S軟牽伸裝置的示意圖。紡紗時,纖維須條從后牽伸區出來,被喂入主牽伸區,經牽伸后被喂入S曲線板和曲線管所形成的固定曲面空間中,通過網格圈對纖維須條的承載和控制,再加上S曲線板前端伸入前鉗口所形成的附加摩擦力界,纖維浮游區長度縮短,浮游區中未被控制的短纖維數量減少,從而使主牽伸區摩擦力界分布的薄弱區域縮小,對浮游纖維的控制加強。在這種附加摩擦力界控制作用下,可使纖維變速點分布盡可能地向前鉗口靠近且集中、穩定,以滿足紗線條干質量的改善和成紗質量的提高。
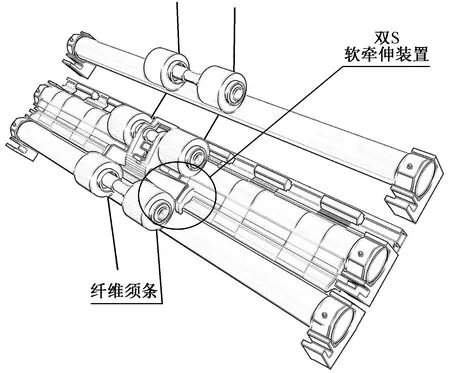
圖2 雙S軟牽伸裝置示意圖Fig.2 Schematic diagram of double S soft drafting
圖3示出環錠紡和雙S軟牽紡主牽伸區結構對比圖。從圖中可看到,環錠紡主牽伸區為平面牽伸,雙S軟牽紡主牽伸區為曲面牽伸。曲面牽伸中由于隔距塊作用,使牽伸時須條位于圖3(b)中所示的曲面空間中,曲面空間由網格圈、S曲線板下凸面和曲線管下凹面組成,曲面空間的大小由根據紡紗品種設置的隔距塊決定。由于網格圈較皮圈有更好的柔性,當S曲線板下凸面壓向網格圈時,網格圈可完全根據S曲線板下凸面的曲率而變化。依靠網格圈張力,網格圈與S曲線板下凸面緊密接觸,使位于網格圈與S曲線板之間的須條獲得更合理的握持和滑動,不會產生失控和死控,均勻排列且穩定變速,直至輸入前鉗口,經加捻短纖維被包裹在紗線內部,以實現成紗條干的提升。

表2 不同牽伸形式成紗質量水平對比(管紗)Tab.2 Comparison of yarn quality between different drafting forms (cop)
2 紡紗實驗及分析
2.1 紡紗實驗設計
生產品種:精梳棉/滌綸(60/40),紗線線密度為18.4 tex。紡紗實驗采用雙S軟牽伸紡紗技術進行,為進行對比,采用環錠紡(普通牽伸)紡制相同線密度的紗線。具體紡紗工藝參數如表1所示。
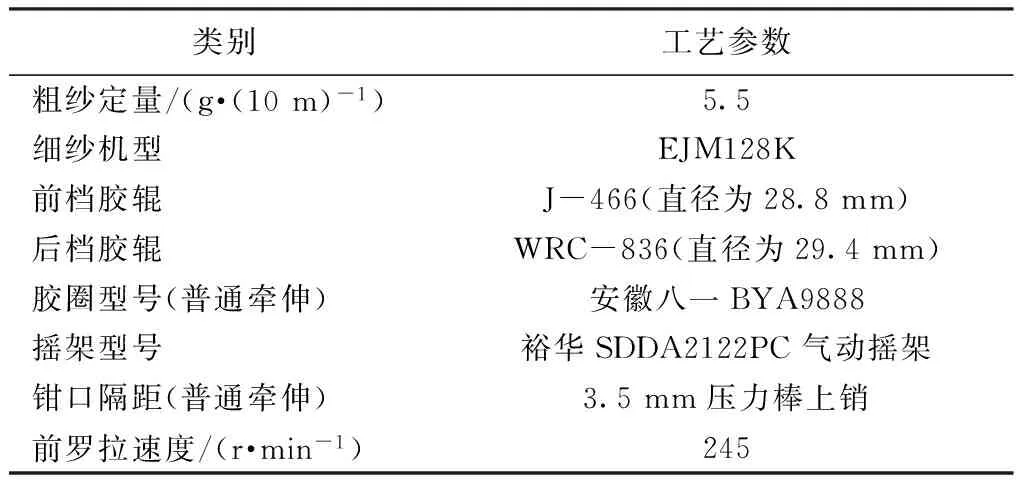
表1 紡紗工藝參數Tab.1 Spinning parameters
不同的生產品種可選取不同的隔距塊,根據本文實驗生產品種,選取隔距為1.95 mm的隔距塊。采用Uster ME-100測試對比紗線的條干均勻度、千米棉結、千米細節、千米粗節等指標,紗樣隨機采取管紗、筒紗。
2.2 紗線質量測試結果與分析
隨機選取由2種牽伸形式分別紡制的18.4 tex紗線,每種紗樣取管紗3管,再在絡筒機選取3只筒紗試樣,測試其各自的質量指標,對比結果如表2、3所示。
從表2、3可看出,無論是管紗還是筒紗,雙S軟牽伸紡紗技術紡出紗線的條干均勻度均優于普通牽伸。表2中,雙S軟牽伸紡紗技術紡出紗線的千米棉結、千米細節、千米粗節等常發性紗疵明顯少于普通牽伸,其中粗節(+35%)紗疵減少尤其明顯。從表3可得出與表2一致的結論,筒紗中,雙S軟牽伸紡紗技術成紗千米棉結、千米細節、千米粗節等常發性紗疵明顯優于普通牽伸,成紗質量改善明顯。
2.3 紗線質量差異的顯著性分析
為探究雙S軟牽伸紡紗技術是否顯著改善了紗線條干,降低了常發性紗疵的數量,本文采用單因素方差分析(ANOVA)[9-10]的方法對表2、3中的各指標所對應的2種牽伸形式數據間的差異進行顯著性分析,結果見表4、5。

表3 不同牽伸形式成紗質量水平對比(筒紗)Tab.3 Comparison of yarn quality between different drafting forms(cheese)
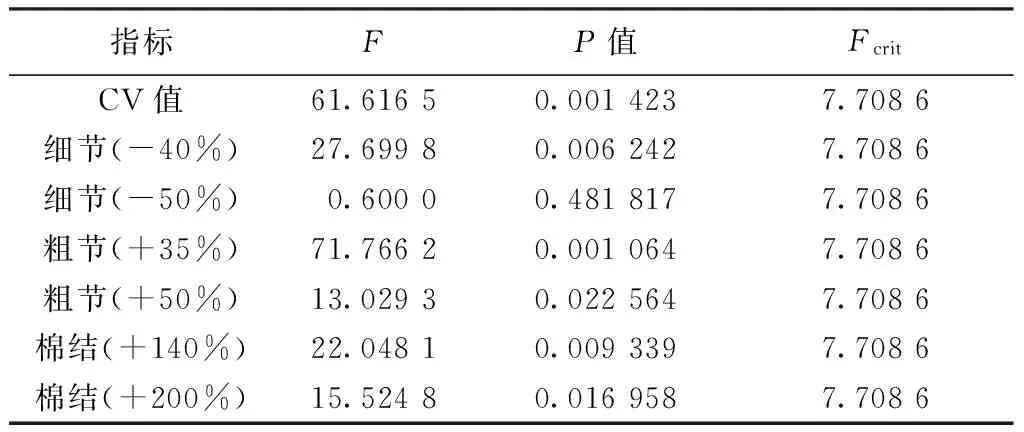
表4 不同指標方差分析結果(管紗)Tab.4 ANOVA results of different indicators(cop)
注:F為方差分析統計量;P值為相應F值下的概率值;Fcrit為α=0.05顯著性水平下的F臨界值。表5同此。
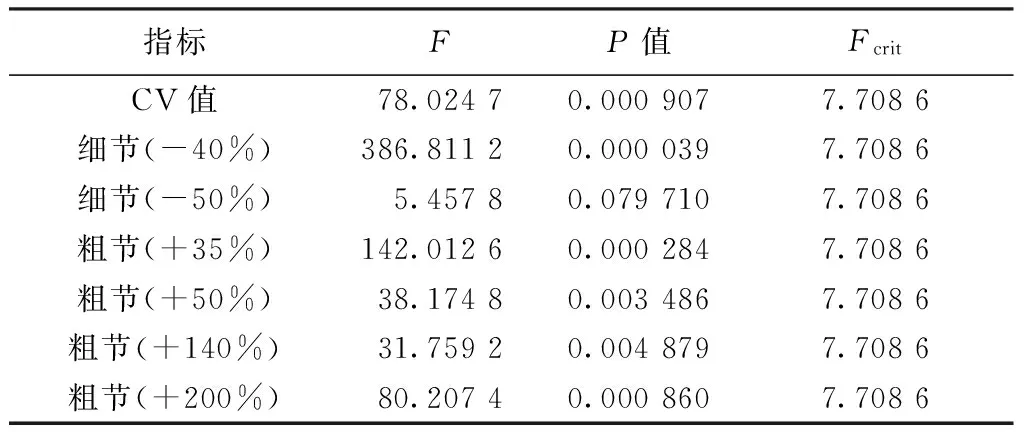
表5 不同指標方差分析結果(筒紗)Tab.5 ANOVA results of different indicators(cheese)
由表4、5可見:管紗、筒紗的細節(-50%)紗疵方差分析所得P值大于顯著性水平α=0.05,說明2種牽伸形式紡出紗線的細節(-50%)紗疵間不存在顯著性差異。除細節(-50%)紗疵外,管紗、筒紗的標準差不勻率CV值和其他常見性紗疵(細節(-40%)、粗節(+35%)、粗節(+50%)、粗節(+140%)、粗節(+200%))方差分析所得P值均小于顯著性水平α=0.05,因此可認為,雙S軟牽伸和普通牽伸紡出紗線的標準差不勻率CV、常見性紗疵(細節(-40%)、粗節(+35%)、粗節(+50%)、粗節(+140%)、粗節(+200%))間存在著顯著性差異。其中,筒紗的細節(-40%)、粗節(+35%)紗疵方差分析所得P值遠小于顯著性水平α=0.01,表明2種牽伸形式紡出紗線(筒紗)細節(-40%)、粗節(+35%)紗疵間的差異極大。
單因素方差分析(ANOVA)結果表明,雙S軟牽紡顯著改善了紗線的條干均勻度,減少了粗細節的數量,提高了成紗質量。其中,筒紗的細節(-40%)、粗節(+35%)紗疵改善尤其顯著。
2.4 成紗質量特點分析
雙S軟牽伸紡出紗線的千米粗節、千米細節、千米棉結、條干均勻度較傳統環錠紡改善明顯,這是由雙S軟牽伸裝置的牽伸結構和牽伸原理所決定的。
當纖維須條被中羅拉輸送到S曲線板、曲線管和網格圈所形成的固定曲面空間時,隨著中羅拉的轉動,網格圈運轉帶動纖維須條向前羅拉移動,在此過程中,由于S曲線板前端伸入前鉗口所形成的附加摩擦力控制了大部分浮游纖維,加上該牽伸裝置形成的曲面空間對纖維須條的柔性控制,被牽伸的纖維須條不會發散、擴散,對自然彎曲的棉纖維有一定的拉伸作用,纖維排列整齊,短纖維易被均勻地抱合在紗線中,對改善成紗條干起著關鍵性作用。
此外,由于雙S軟牽伸機構對纖維須條沒有強握持和揉搓作用,網格圈的平滑握持也不易產生棉結,故紡出的紗線條干均勻度、粗細節、棉結等質量均能得到良好的改善。
3 結 論
1)通過分析雙S軟牽伸紡紗技術牽伸機構的特點及可改善成紗質量的工作原理,得到結論為該裝置可改進主牽伸區的摩擦力界分布,縮短浮游區長度,從而增強對纖維的控制。
2)分別采用環錠紡和雙S軟牽紡紡制精梳棉/滌綸(60/40)18.4 tex紗線,紗線質量測試結果表明,雙S軟牽伸可改善紗線的條干均勻度,降低常發性紗疵的數量,其中粗節(+35%)紗疵的數量減少尤其明顯。統計分析結果表明,雙S曲線軟牽伸紡紗技術顯著提高了成紗質量。
FZXB
[1] 史志陶,陳錫勇.棉紡織工程[M].北京:中國紡織出版社,2007:263. SHI Zhitao, CHEN Xiyong. Cotton Textile Engi-neering[M].Beijing: China Textile & Apparel Press,2007:263.
[2] 楊鎖廷,郁崇文,馬會英,等.紡紗學[M].北京:中國紡織出版社,2004:204-211. YANG Suoting, YU Chongwen, MA Huiying, et al. Spinning Science[M]. Beijing: China Textile & Apparel Press,2004:204-211.
[3] 程登木,羅錳. 新型集聚紡技術探討[J]. 棉紡織技術,2009(9):15-18. CHENG Dengmu, LUO Meng. Discussion of new compact spinning[J]. Cotton Textile Technology, 2009(9):15-18.
[4] 李晶,王璐.細紗膠圈結構對成紗質量的影響[J]. 紡織器材,2012(1):12-14. LI Jing, WANG Lu. Effect of spinning aprons′ structure on yarn quality[J]. Textile Accessories, 2012(1):12-14.
[5] 倪士敏.紡紗牽伸膠圈工藝性能分析與WRA型膠圈的應用[J].紡織器材,2009(3):48-51. NI Shimin. Process performance analysis of drawing aprons used in spinning and application of WRA aprons[J].Textile Accessories,2009(3):48-51.
[6] 周秀玲.膠輥膠圈的合理選擇與使用[J]. 棉紡織技術,2012(3):1-4. ZHOU Xiuling. Rational selection and application of rubber-covered roll and apron[J].Cotton Textile Technology,2012(3):1-4.
[7] 程登木.聚纖紡牽伸形式的技術性能分析[J].棉紡織技術,2012(4):15-18. CHENG Dengmu. Technology property analyses of condensed spinning draft form[J]. Cotton Textile Technology,2012(4):15-18.
[8] 鄧萬勝,萬連義,董勁松.一種雙S曲線軟牽伸裝置:中國,204151500U[P].2015-02-11. DENG Wansheng, WAN Lianyi, DONG Jinsong. A double S curves soft drafting device:China,204151500U[P].2015-02-11.
[9] 王文健,許荔,錢海挺,等.試驗數據分析處理與軟件應用[M].北京:電子工業出版社,2008:42-50. WANG Wenjian, XU Li, QIAN Haiting, et al. Analysis of Experimental Data and Software Application[M].Beijing: Publishing House of Electronics Industry, 2008:42-50.
[10] 趙選民.試驗設計方法[M].北京:科學出版社,2006:10-23. ZHAO Xuanmin. Design of Experiment[M]. Beijing: Science Press,2006:10-23.
Double S curves soft drafting technology
LUO Ting1, JI Feng1, CHENG Longdi1, JI Yijun2, DENG Wansheng3
(1.KeyLaboratoryofTextileScience&Technology,MinistryofEducation,DonghuaUniversity,Shanghai201620,China;2.NantongDoubleGreatTextileCo.,Ltd.,Nantong,Jiangsu226661,China;3.ZhangjiagangGuangzhongTextileMachineryCo.,Ltd.,Zhangjiagang,Jiangsu215000,China)
The principles of yarn quality improvement of the double S curves soft drafting techno-logy (doubles S soft drafting) were analyzed from the perspective of devices. The same types of yarns were produced by ring spinning and double S soft drafting, respectively, and the yarn samples were measured and compared. Then the characteristics of yarns produced by soft drafting were summarized and the reasons were discussed. In conventional ring spinning, the surface speed difference between the upper and lower aprons caused friction and static electricity, which resulted in decrease of yarn quality. However, in the double S soft drafting system, the upper and lower aprons and bins were removed, and the yarn body was well controlled and drafted by the S-shaped plates, curve pipes and lattice aprons. By using the ring spinning and doubles soft drafting technology respectively, the yarn of combed cotton/polyester(60/40)with fineness of 18.4 tex was produced, and yarn evenness and defaults were tested. The data were analyzed using single factor variance analysis. The results show that double S soft drafting technology can clearly improve yarn evenness, and reduce the occurrence probability of neps, thin places and thick places per kilometer. Double S soft drafting is especially useful for reduction of thickness (+35%) defaults index. The reason is considered to lie in the facts that double S soft drafting technology can optimize the distribution of drafting area friction and shorten the length of floating zone, and thus performing more effective control on floating fibers.
double S curves soft drafting; ring spinning; yarn quality; yarn evenness
10.13475/j.fzxb.20160602105
2016-06-12
2017-01-19
紡織面料技術教育部重點實驗室開放課題基金項目(KLTST201609)
羅婷(1993—),女,碩士生。主要研究方向為新型紡紗技術。紀峰,通信作者,E-mail:jifeng@dhu.edu.cn。
TS 114.7
A
