熱軋板酸洗機組中的拉矯機故障分析與改進
2017-07-19 12:57:19周華
重型機械 2017年3期
周 華
(攀鋼集團西昌鋼釩公司板材廠, 四川 西昌 615032)
設備改造
熱軋板酸洗機組中的拉矯機故障分析與改進
周 華
(攀鋼集團西昌鋼釩公司板材廠, 四川 西昌 615032)
對熱軋板酸洗機組拉矯機在生產應用中出現的問題,進行了分析并采取改進措施,通過增設博士刀裝置消除帶鋼表面壓印,改變出口轉向輥的安裝位置,減少帶鋼C型彎,改進工作輥裝配、安裝方式,使旋轉接頭及支座頻繁磨損、燒損的幾率大幅下降,改進下彎曲輥零位標定方式,帶鋼的彎曲量更加合理。對提高帶鋼板型質量起到了良好的效果。
拉矯機;熱軋板;酸洗
0 前言
西昌鋼釩公司板材廠熱軋板酸洗機組以熱軋板卷為原料,在酸洗機組上經酸洗去掉帶鋼表面的氧化鐵皮、切邊及涂油等工序處理后得到熱軋酸洗板卷。拉矯機設置在帶鋼酸洗槽前,一方面可以起到機械破鱗的作用從而提高酸洗效率,另一方面可以改善熱軋原料板型,提高成品板型質量。該拉矯機在生產中對酸洗帶鋼表面質量和板型質量具有舉足輕重的作用,但是也出現了一些問題,為適應生產、對其進行了分析并改進,收到了良好的效果。
1 拉矯機組成及技術參數
該拉矯機主要由拉矯機主機(由機架、兩彎一矯3個單元輥系、入出口轉向輥等設備組成)、入出口張力輥組與傳動裝置、液壓系統、氣動與供氣系統等部分組成。
拉矯機技術參數:
帶鋼厚度 1.2~6.0 mm
帶鋼寬度 900~1 680 mm
拉矯機最大張力 500 kN
最大延伸率 3.0%
2 拉矯機生產中出現的問題
(1)帶鋼表面出現的壓印。壓印周期性規律較為明顯,現場測量發現壓印間距約為785 mm,與機架內轉向輥周長吻合。經過觀察、分析,認為壓印形成的原因在于帶鋼經過拉矯機破鱗后、表面脫落的氧化鐵皮或鐵粉粘結在轉向輥表面,帶鋼通過轉向輥時粘結在輥面的鐵皮或鐵粉壓在帶鋼表面形成壓印。
(2)帶鋼經過拉矯機后出現C型彎。帶鋼經過拉矯機拉伸彎曲、消除了一部分浪型,同時帶鋼在大張力作用下反復彎曲變形,也會對板形帶來新的影響,主要是經過最后一套彎曲輥后遺留下來的殘余變形,在大張力作用下帶鋼產生的C形彎曲。帶鋼彎曲沿寬度方向向下,表明有向下的力量使帶鋼彎曲。機架內輥系布置如圖1所示,3套轉向輥對帶鋼均有向下的壓力,矯直輥可消除前面轉向輥及彎曲輥系對帶鋼向下的彎曲變形,機架出口側最后一套轉向輥很可能對帶鋼的C型彎造成了決定性的影響。經過現場觀察、分析后,認為可能是出口側轉向輥對帶鋼壓入過深造成帶鋼在輥子上產生了較大的彎曲,從而產生二次C型彎曲。
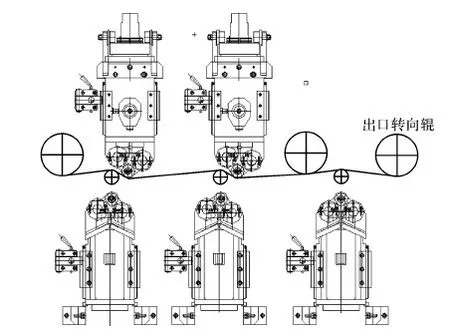
圖1 出口轉向輥
(3)工作輥旋轉接頭及支座頻繁磨損、燒損。由于帶鋼板型等原因,工作輥存在軸向竄動,因此工作輥兩個端頭設計了旋轉接頭及支座、圓形擋座進行軸向定位。旋轉接頭與擋座位置如圖2所示。經過一段時間的運行,旋轉接頭及端部圓形擋座頻繁磨壞或燒損。經過現場觀察、分析,發現故障主要由以下幾個因素造成:旋轉接頭與圓形擋座端面間隙太小,造成接觸摩擦;旋轉接頭與工作輥連接部位螺紋松動退出,旋轉接頭與圓形擋座接觸磨損;工作輥竄動后未恢復初始位置,旋轉接頭與圓形擋座接觸磨損。

圖2 旋轉頭與擋座位置關系示意圖
(4)下工作輥零位標定方式不合理。下彎曲輥零位標定以機架內入口、出口側轉向輥為基準,即下彎曲輥上輥面與轉向輥下輥面在同一高度時,將下彎曲輥此時位置標定為零位。生產中,下彎曲輥與上彎曲輥必須配合使用才能產生改善板型及破鱗的效果。上彎曲輥降至下極限位置后其下輥面與轉向輥下輥面存在18 mm的高度差(上彎曲輥比轉向輥低),下彎曲輥以轉向輥為基準標定零位后,當上彎曲輥還未壓下時、下彎曲輥已經對帶鋼有18 mm的壓入量,這種標定方式造成上下彎曲輥對帶鋼彎曲量過大,帶鋼實際板型達不到預期效果。
3 改進措施
(1)清除轉向輥上粘結的氧化鐵皮或鐵粉。如圖3所示安裝輥面清潔裝置,對轉向輥增設博士刀,博士刀由氣動系統進行控制,生產時刀片貼近輥面、刮掉鐵皮或鐵粉,脫落的鐵皮或鐵粉由除塵系統帶走。
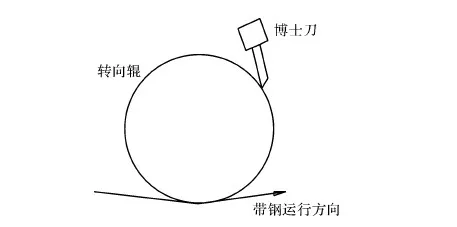
圖3 增設博士刀示意圖
(2)提高出口轉向輥輥面標高,減少出口轉向輥對帶鋼的壓入深度。但由于機架內空間限制、轉向輥重新定位精度不好保證,將出口轉向輥從機架內拆除、重新制作軸承座安裝到機架牌坊外,并通過增加筋板、拉筋對轉向輥固定鋼結構加固,同時適當提高轉向輥輥面標高、減少轉向輥對帶鋼的壓入深度。原設計出口轉向輥與矯直輥中心距310 mm,移到機架牌坊外后中心距增加到995 mm;輥面標高較原設計提高了80 mm,如圖4所示。
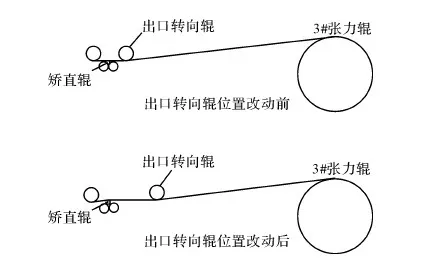
圖4 出口轉向輥位置改動示意圖
(3)減少工作輥旋轉接頭及支座磨損。由于工作輥操作側、傳動側各有一個支座對輥子軸向位置進行限位,傳動側支座帶定位銷、不能調整位置,操作側支座無定位銷可以調整位置,工作輥安裝時,通過調整操作側支座位置保證旋轉接頭與支座留出合適的間隙;同時,對旋轉接頭與工作輥連接部位螺紋采取防松措施,如涂抹螺紋鎖固膠;另外,每次機組開機前對輥盒裝置進行檢查時,確認工作輥是否在輥盒中間位置,若不在中間位置需調整其位置、確保在中間位置。
(4) 改進下彎曲輥零位標定方式。以上彎曲輥降下到極限位置為基準,下彎曲輥上輥面與上彎曲輥下輥面在同一高度時,將下彎曲輥此時位置標定為零位。
4 拉矯機改進效果
(1)通過對轉向輥增設博士刀裝置,帶鋼表面壓印得到了根本消除。
(2)出口轉向輥安裝位置的改動,減少了出口轉向輥對帶鋼的壓入深度,帶鋼C型彎得到了極大改善,提高了帶鋼板型質量。
(3)工作輥裝配、安裝方式改進后,旋轉接頭及支座頻繁磨損、燒損的幾率大幅下降,改進前每個星期都會出現旋轉接頭、支座磨損、燒損的故障,改進后至今未出現類似故障。
(4)下彎曲輥零位標定方式改進后,下彎曲輥在零位時與帶鋼剛好接觸、無壓入量,與上彎曲輥配合使用時更好地反映了帶鋼實際彎曲程度,給生產操作人員判斷、調整帶鋼彎曲量提供了更準確的技術數據。
[1] 黃華清. 軋鋼機械[M].北京:冶金工業出版社, 1980.
[2] 吳云剛,倪秋良. 拉矯機故障分析及改進[J]. 技術改造與改進,2014(05):57-58.
[3] 宋曉峰,張園園. 鋼板矯直機故障分析及改進[J]. 設備管理與維修,2010(07):44-45.
[4] 杜明星. 橫切線矯直機故障分析及解決[J]. 甘肅冶金,2011(01):8-9.
[5] 肖軍,王勤. 橫切線矯直機應用分析與優化設計[J]. 軋鋼,2009(06):40-42.
[6] 劉啟勝. 熱軋廠1號橫切線1號矯直機改造[J]. 武鋼技術,2001(06):13-15.
[7] 文琴,陳智勇. 張力拉矯機張力系統故障分析[J]. 控制工程,2003(01):62-64.
[8] 姚舜. 熱鍍鋅機組拉矯機振動紋缺陷分析[J]. 冶金設備,2014(01):39-42
[9] 毛興. 1550酸軋拉矯機2#張力輥異音分析[J]. 寶鋼技術,2002(增刊):11-13.
[10]曹俊華,陳志豪,李江宇. 拉彎矯直機組張力及延伸率控制系統改進[J].電力及自動化控制,2015(03):53-56.
Fault analysis and improvement of tension leveller for the hot rolled pickling line
ZHOU Hua
(Board Mill,Xichang Steel Vanadium Co., Ltd. of Pangang Group, Xichang 615032,China)
The problems of tension leveller for hot-rolled pickling line in production were analyzed and improvement measures were taken. Strip surface embossing was eliminated by adding the doctor knife, the strip "C" bending deformation were reduced by changing the installation position of the exit deflector roll, the wearing or burning of rotating joint and holder were reduced by improving the way of work roll assembly and installation, the strip bending were more reasonable by improving the way of the below bending roll zero calibration. The improvements got good effects for improving the strip shape quality.
tension leveler; hot-rolled plate; pickling
2017-02-16;
2017-04-09
周華(1978-),男,重慶開縣人,工程師,主要從事冷軋機械設備點檢工作。
TG333
A
1001-196X(2017)03-0087-03
