Gleason—Hurth 150SPH—L珩齒機(jī)預(yù)珩技術(shù)討論
2017-07-10 02:40:32蔡紹達(dá)劉忠
科技風(fēng) 2017年7期
蔡紹達(dá) 劉忠

摘 要:隨著時(shí)代的發(fā)展以及科技的進(jìn)步,普通民眾對于汽車這一消費(fèi)品的要求也越來越高,愈來愈追求高性價(jià)比以及更好的體驗(yàn)。為了滿足消費(fèi)者的需求,齒輪變速箱制造企業(yè)對齒輪傳動(dòng)噪音和降低制造成本的要求也越加急切,傳統(tǒng)的齒輪熱前剃齒和熱后磨齒工藝已難以滿足要求,強(qiáng)力珩齒技術(shù)應(yīng)運(yùn)而生。強(qiáng)力珩齒技術(shù)指的是熱處理后毛坯在機(jī)床上,工件軸與珩輪軸采用交錯(cuò)軸內(nèi)嚙合的方式,去除較多齒面余量的同時(shí),在齒面產(chǎn)生非周期性的齒面紋理,從而降低齒輪傳動(dòng)噪音的一種齒輪精加工工藝。Gleason-Hurth是其中的代表企業(yè),其獨(dú)創(chuàng)的珩磨輪變軸交角修整工藝,更是大幅度降低了齒輪強(qiáng)力珩齒工藝的制造成本。本文主要探討如何在Gleason-Hurth 150SPH-L強(qiáng)力珩齒機(jī)上采用預(yù)珩技術(shù)來加工毛坯狀態(tài)較差的零件,來進(jìn)一步降低制造成本。
關(guān)鍵詞:珩齒技術(shù);加工;預(yù)珩
1 預(yù)珩技術(shù)產(chǎn)生的背景
盡管強(qiáng)力珩齒技術(shù)作為新式的齒輪加工技術(shù),相比于磨齒技術(shù)而言,有齒面粗糙度更好,齒面抗磨損性能和抗疲勞強(qiáng)度更好(齒面有殘余壓應(yīng)力的存在),加工時(shí)節(jié)拍更短(強(qiáng)力珩齒齒面余量約為磨齒的1/2),不會(huì)產(chǎn)生磨削燒傷等一系列優(yōu)點(diǎn)。但是,強(qiáng)力珩齒相對于磨齒也有一個(gè)顯著的缺點(diǎn),那就是強(qiáng)力珩齒加工過程中,工件和刀具之間更復(fù)雜的相對運(yùn)動(dòng),導(dǎo)致珩磨輪加工過程中受力不均就易崩齒破碎。
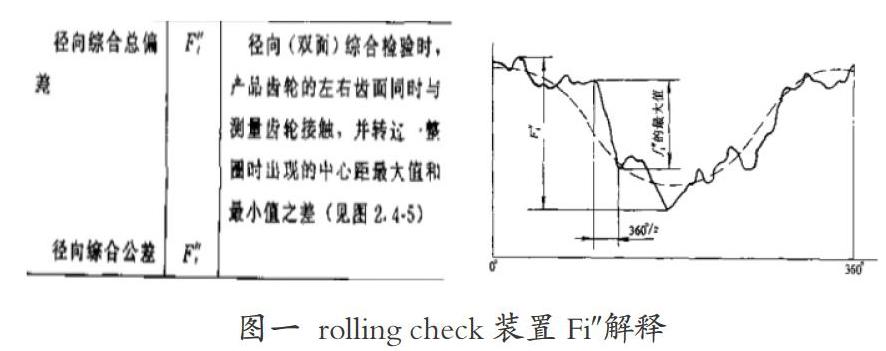
為了避免這種刀具的異常損耗,Gleason-Hurth 150SP-L強(qiáng)力珩齒機(jī)設(shè)備自帶珩前檢查裝置即rolling check裝置。在加工零件前,使用標(biāo)準(zhǔn)齒輪對毛坯采用無側(cè)隙雙邊嚙合檢查,通過設(shè)置合理的M值余量參數(shù)、peak參數(shù)(齒面最大磕碰)、徑向綜合總偏差Fi″(主要反映齒輪的偏心狀態(tài)),篩選出齒坯狀態(tài)合格的零件,從而保證進(jìn)入加工艙的毛坯加工過程中不會(huì)對珩磨輪造成傷害。
從有利的方面講,rolling check裝置可以有效識別出狀態(tài)較差的毛坯,從而保護(hù)珩磨輪;但從不利的方面講,不滿足rolling check 設(shè)定標(biāo)準(zhǔn)值的毛坯,無法進(jìn)行加工,只能報(bào)廢,從而造成了較大的浪費(fèi)。
對于細(xì)長軸零件而言,由于熱處理易變形以及較難校直等原因,導(dǎo)致部分零件偏心,直接影響了rolling check 檢查過程中的Fi″,從而造成珩前毛坯不過的比例也相對較大。如何使這部分不合格毛坯加工成合格零件,成為我們思考的重要問題。本文主要探討通過對不合格零件進(jìn)行預(yù)珩,改善零件的Fi″(即偏心狀態(tài)),從而使其可以被加工成合格零件。
2 預(yù)珩技術(shù)的探索使用
Gleason公司根據(jù)《齒輪手冊》標(biāo)準(zhǔn),通過驗(yàn)證認(rèn)為珩前毛坯齒輪精度為8級時(shí)(對應(yīng)Fi″=0.046mm),既能保證加工效率,又能對珩輪進(jìn)行有效的保護(hù)。
因此機(jī)床對滾檢測設(shè)定Fi″=0.05mm。
預(yù)珩,就是通過留出合適的余量對零件進(jìn)行多次修正式珩齒,來改善零件的毛坯狀態(tài),使其最終可以被加工成合格零件。
本文主要討論某系列變速箱輸入軸二檔齒輪首次rolling check 檢查Fi″ 0.1mm,如何通過兩次預(yù)珩加一次終珩最終加工成合格零件過程。
輸入軸二檔齒輪參數(shù)表:
根據(jù)齒輪參數(shù)表,可以看出理論的珩前M值余量約為0.31mm。
通過齒輪參數(shù)計(jì)算器,換算至齒厚:
珩齒前齒厚:Sn=2.819201
珩齒后齒厚:Sn=2.683427
計(jì)算可得Sn總余量為0.135774mm。
2.1 珩齒余量分配
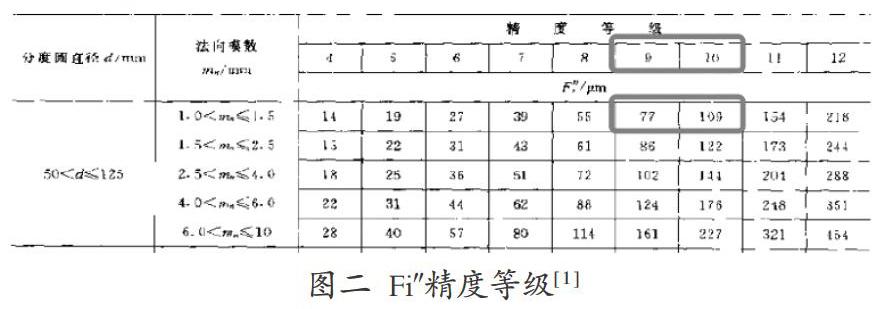
參考《齒輪手冊》當(dāng)50≤da≤125 Fi″=0.1mm,齒輪精度約為9-10級。
查詢手冊9-10級精度齒輪,齒距累積偏差Fp范圍 0.074-0.104mm,即單個(gè)齒距偏差fp最大和最小之間的絕對值為0.074-0.104mm。按照公式齒距P=πm換算:齒厚方向的偏差約為 0.037-0.052mm之間。
根據(jù)以上換算,本文討論的輸入軸二檔零件Fi″=0.1mm的零件,計(jì)劃分三次珩齒加工,即首次預(yù)珩、二次預(yù)珩、終珩。
余量分配見下表:
2.2 首次預(yù)珩
首次珩齒,M值加工至55.352,即M值方向去除0.07mm余量,對應(yīng)的齒厚方向去除約0.031mm。
此次加工完成后,因?yàn)榱慵旧砥妮^嚴(yán)重,會(huì)影響珩前對齒傳感器對零件的判斷,導(dǎo)致首次預(yù)珩左右齒面余量分配不均,偏心嚴(yán)重的齒在齒面上會(huì)出現(xiàn)黑皮。在下次預(yù)珩時(shí)需人為調(diào)整,改變左右齒面珩齒余量,確保出現(xiàn)黑皮的齒面在下次加工時(shí),齒厚方向去除相對多的余量。
2.3 二次預(yù)珩
二次珩齒,M值加工至55.242,M值去除0.11mm余量,對應(yīng)的齒厚方向去除約0.051mm。加工前,需按照首次預(yù)珩齒輪測量結(jié)果,人為調(diào)整左右齒面齒厚方向的余量,以保證左右齒面挖根對稱,再進(jìn)行加工。此次加工過后,基本上修正了齒輪的偏心,使所有齒面均能加工出來,無黑皮,左右齒面挖根接近對稱。
2.4 終珩
經(jīng)過2次預(yù)珩后,齒輪的毛坯狀態(tài)修復(fù)至較為正常狀態(tài),稍微調(diào)整左右齒面挖根狀態(tài),終珩加工至合格零件。
3 結(jié)論與建議
1)通過預(yù)珩技術(shù)可以對毛坯狀態(tài)較差的零件進(jìn)行修正,從而加工出合格零件,減少零件報(bào)廢,降低成本。
2)針對不同齒輪參數(shù)的零件,預(yù)珩的余量分配需重新摸索制定,不可千篇一律。
3)預(yù)珩技術(shù)只是一種事后補(bǔ)救性措施,為減少強(qiáng)力珩齒報(bào)廢比例,應(yīng)從根本上查找零件熱后偏心的原因。
參考文獻(xiàn):
[1] 齒輪手冊.機(jī)械工業(yè)出版社.第二版.2004.
