優(yōu)化扁鋼線裙板控制參數(shù)設置
2017-07-06 16:21:56馬強
山東工業(yè)技術 2017年12期
馬強

摘 要:扁鋼軋制生產(chǎn)線,在生產(chǎn)過程中出現(xiàn)倍尺“粘”在裙板高位不滑落,在接下一根倍尺時發(fā)生頭尾相撞現(xiàn)象。為減少堆鋼等損失,通過調(diào)整裙板高低位停留時間和來料速度,來解決問題。
關鍵詞:裙板;制動;堆鋼;參數(shù)調(diào)整
DOI:10.16640/j.cnki.37-1222/t.2017.12.262
1 控制裙板升降的控制原理分析
1.1 設備構成簡述
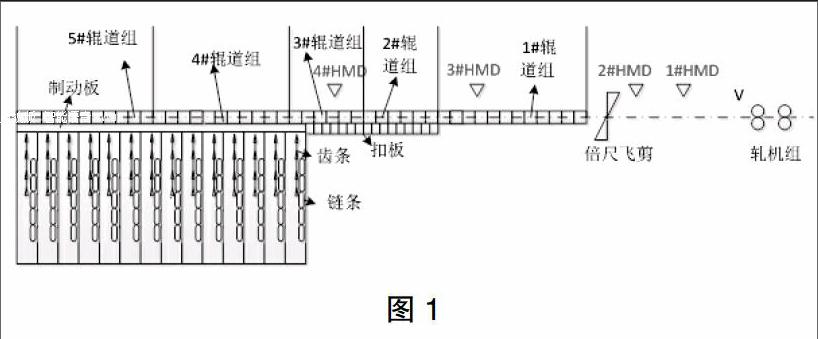
主要機械設備有倍尺飛剪、輸入輥道(5組輥道)、扣板、裙板和齒條等組成;傳動設備有倍尺飛剪電機、輥道電機、裙板電機、齒條電機和其各自變頻器組成;檢測設備為HMD(熱金屬檢測儀)。見圖1。
1.2 控制原理概述
(1)動作順序。
裙板動作順序為高-低-中-高,往而復始。當裙板從高位落到低位時,倍尺鋼就從輥道滑落到裙板上。當裙板從低位開始抬升時,倍尺鋼就開始在裙板上通過摩擦力制動。當裙板到達高位后,鋼從裙板上滑落到齒條上,然后裙板下降到低位接收下一支倍尺鋼。
(2)設備功能介紹。
1) 1#HMD和2#HMD通過軋件頭部信號計算軋件速度。
2)倍尺飛剪。把來料切成定尺(比如6m)的倍數(shù)(例如80m)。
通過1#HMD和2#HMD通過軋件頭部信號計算軋件速度,和PLC內(nèi)部時鐘,積分計算來料的長度,當PLC計算的長度達到設定剪切長度時,倍尺飛剪剪切一次。
3)加速輥道。倍尺飛剪后輥道為加速輥道,分為5組,每組數(shù)量分別為48、24、24、45、45。以最后一組軋機出口速度為基準,設置5組輥道的超速系數(shù),從第一組開始,逐漸加速,這樣使前后兩根倍尺逐漸拉開距離,達到滿足裙板循環(huán)一個周期后再能正常接收下一支倍尺。
4)扣板。扣板會阻止倍尺較早滑落到裙板上。
5) 裙板。 通過滑動摩擦力把來料從高速降到低速或速度為零;接收來料,并且把來料從輥道上及時轉(zhuǎn)移到齒條上。
6)齒條。校直倍尺鋼并向前輸送。
7)3#HMD、4#HMD和倍尺剪剪刃閉合位置。根據(jù)不同速度,選擇三個位置信號中一個,做為啟動裙板動作的基準點。
1.3 計算方法
(1)打開扣板數(shù)量計算公式為NS=(SBR-D4)/LS
1) SBR為在裙板上制動的距離,其計算公式為SBR=Vr2/ 2gK1 。
2)Vr為第三段輥道的速度Vr =V×(1+a)。
V為最后一架軋機出口速度。
a 為第三段輥道速度超前設定值。
3)D4為冷床入口端部與倍尺尾部之間距離的設定值。
4)Ls為單個扣板的長度。
5)g自然系數(shù)。
6) K1為鋼與裙板間的實際摩擦系數(shù)。
(2)計算實際摩擦系數(shù)。
如果倍尺實際速度和摩擦系數(shù)與實際值不符時,倍尺被制動停放位置與理論位置不同(D4)。為糾正該距離,必須測量倍尺尾部位置與冷床入口端部的距離,并且計算理論值與實際值之間的差值Dc,
則K1=Vr2×K/ (Vr2+|D|×2×g×K)
其中K為理論摩擦系數(shù),其它符號意義與上文描述相同。
如果倍尺實際尾部位置在理論位置以后或之前,則Dc值將為正數(shù)或負數(shù)。理論摩擦系數(shù)參照以下數(shù)值:
(3)用糾正后的K1計算制動距離,并再次測量并計算出Dc,直到Dc等于0,這時的K1為實際摩擦系統(tǒng)。
(4) 判斷使用什么信號做為計算距離的觸發(fā)信號。
原則是SBR必須小于任意一個信號到倍尺的尾部的距離。在這里條件為當?shù)谌屋伒浪俣萔r高于12m/s,選擇倍尺剪剪刃閉合位置;Vr低于12m/s且高于8.5m/s,選擇3#HMD;Vr低于8.5m/s,選擇4#HMD。
(5) 計算裙板循環(huán)開始的時間點。
以3#HMD為計算距離的觸發(fā)信號為例。當3#HMD倍尺的尾部信號后,通過積分模塊計算出L3-SBR這段距離減去裙板從高位到低位的時間里倍尺走過的距離,這時PLC系統(tǒng)命令裙板下落。距離計算公式為L3-SBR-Vr×(T2-T1)。
(6)低位、中間位和高位控制。
為使倍尺從加速輥道充分滑落到裙板上, 設置低位停留時間t1;
為使倍尺充分制動,避免倍尺在齒條上仍然有速度,需要設置中位停留時間t2;為使倍尺充從裙板上充分滑落到齒條上,需要設置高位停留時間t3;
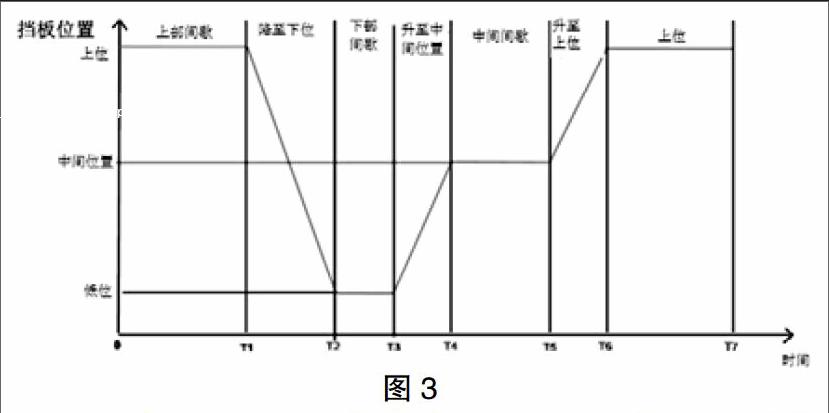
(7)裙板動作時間及動作周期圖
根據(jù)裙板電機的速度和裙板移動的行程,測量裙板每個動作周期的時間。
2 參數(shù)的設定及調(diào)整方法
為解決倍尺“粘”在裙板高位不滑落的現(xiàn)象,需要改變此時倍尺與裙板的摩擦狀態(tài),使靜止摩擦改為滑動摩擦,必須要求倍尺在裙板高位時保留一定向前速度。為此措施如下:
(1)在保障倍尺從加速輥道滑落到裙板所需時間前提下必須減少下部停留時間。減少倍尺在裙板上制動的時間。
(2)取消中間間歇時間。減少倍尺在裙板上制動的時間。
(3)在第三段輥道速度Vr不變的前提下,提高第一、二、四、五段輥道速度,但是第一、二段輥道速度必須小于第三段輥道速度,并且第四、五段輥道速度不能高于第三段輥道5%。相當于增加了倍尺的實際速度,延長制動時間。
(4)實際打開扣板數(shù)量小于計算扣板數(shù)量
延遲倍尺滑落到裙板的時間,相當于減少制動距離。
在此注意兩個數(shù)據(jù)不能相差一個,否則倍尺尾部不能正常滑落到裙板上。
(5)在HMI中PLC計算用的輸入摩擦系數(shù)大于實際摩擦系數(shù)。這樣實際制動距離大于PLC計算制動距離,裙板會提前觸發(fā)循環(huán)動作,導致裙板在循環(huán)結束時,倍尺在下落時仍然在制動過程中。
3 總結
經(jīng)過以上參數(shù)改動,消除了“粘”在裙板高位不滑落的現(xiàn)象,杜絕了類似現(xiàn)象引起的堆鋼現(xiàn)象,減少了大量損失。
文獻參考:
[1]任保平.全國冶金自動化信息網(wǎng)2012年年會論文集[J].
[2]田秀平.冶金設備[J],2013(03).
[3]安百光.冶金設備管理與維修[J],2015(06).
[4]Pomini設計者冷床設備說明書[S].