廢熱回收器管板與換熱管的焊接
2017-07-06 18:33:28郝亞和
山東工業技術 2017年12期
郝亞和
摘 要:本臺產品中管板和換熱管材料均為12Cr2Mo1,針對其較復雜的結構和較差的母材焊接性制定了合理的焊接工藝,成功地完成了管板與換熱管的焊接。
關鍵詞:12Cr2Mo1;預熱溫度;后熱
DOI:10.16640/j.cnki.37-1222/t.2017.12.014
1 結構特點和設計參數
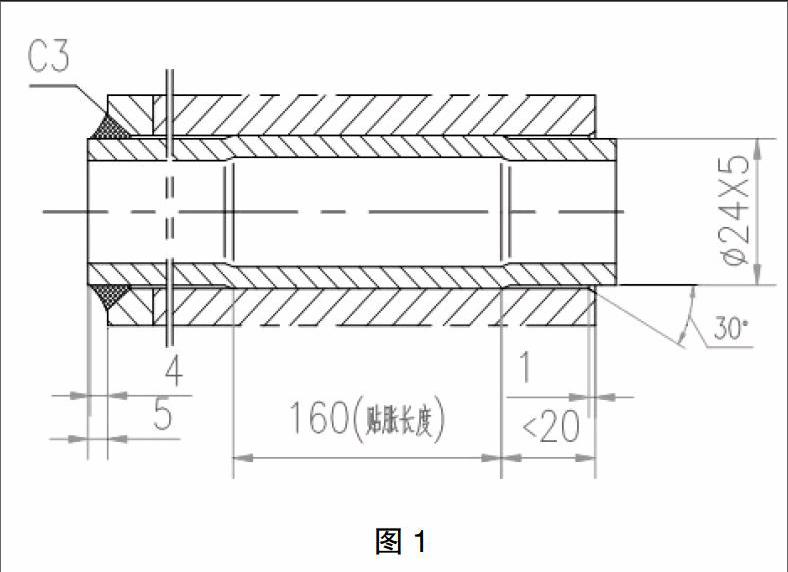
管板厚度200mm,換熱管規格為24×5,其材質都為12Cr2Mo1。管程設計壓力為31.4MPa,設計溫度為400℃。焊接接頭形式如下圖:
2 12Cr2Mo1的焊接工藝
12Cr2Mo1屬于珠光體耐熱鋼,鉻和鉬都會提高鋼的淬硬性,當焊接拘束度大,冷卻速度較快,若又有氫的有害作用,就會導致冷裂紋產生。此外還有再熱裂紋傾向,所以在焊接時要嚴格控制預熱、熱輸入、焊后緩冷和焊后去應力熱處理等。
2.1 焊前預熱
預熱是防止珠光體耐熱鋼焊接冷裂紋和再熱裂紋的有效措施之一。預熱溫度主要依據鋼的化學成分、接頭的拘束度和焊縫金屬的氫含量來決定。應該注意預熱溫度不應高于馬氏體轉變結束點Mf的溫度,否則,當焊件完成最終的焊后熱處理時,會殘留部分未轉變的奧氏體。這部分殘留奧氏體可能轉變成馬氏體組織,從而失去焊后熱處理的基本作用。NB/T47014-2011推薦最低預熱溫度為200℃,結合焊接的結構形式將預熱溫度控制在200~240℃。
2.2 道間溫度
道間溫度對焊接接頭的作用與預熱溫度幾乎相同,對于12Cr2Mo1的焊接,將最大道間溫度控制在300℃是可行的。在實際焊接中,要不斷用測溫槍檢測焊件溫度是否在控制范圍內,若低于200℃,須一邊繼續預熱一邊焊接。
2.3 焊接方法、焊接材料和焊接參數
結合生產實際選焊條電弧焊。焊接材料的選擇原則是保證焊縫化學成分和力學性能與母材相當,選用E6015-B3焊條,直徑3.2mm。焊前進行380℃×1小時的烘干處理,隨烘隨用。焊接參數經過多次試驗和焊接工藝評定確定:焊接電流為110~125A,焊接電壓為22~24V,焊接速度為10-12cm/nin。定位焊和正式焊一樣都應預熱,正式焊接時,應連續施焊,保證層間溫度不低于預熱溫度,如中途中斷焊接,須有保溫緩冷措施。再焊接前應檢查、重新預熱后再焊接。另外要特別注意焊縫的連續性,避免弧坑的出現。
2.4 后熱處理
焊后立即進行消除應力熱處理,可以代替消氫除了,還可以改善接頭組織,提高其力學性能,包括提高接頭的高溫蠕變強度和組織的穩定性,降低焊縫及熱影響取的硬度等。我們根據實際情況選用爐內整體消除應力熱處理,熱處理工藝為690±10℃×1小時。
2.5 焊后檢驗
對焊縫按照JB/Y4730-2005進行100%表面探傷,無缺陷,達到了Ⅰ級要求。對管程進行水壓試驗,試驗壓力為39.3Mpa,無泄漏。
3 結論
經過對12Cr2Mo1剛的焊接性分析,并按照NB/T47014-2011標準進行了焊接工藝評定試驗,選擇了合理的工藝參數,保證了產品的質量。
參考文獻:
[1]陳祝年.焊接工程師手冊[M].北京:機械工業出版社,2004.
[2]NB/T47014-2011承壓設備焊接工藝評定[M].北京新華出版社,2011.
[3]NB/T47015-2011壓力容器焊接規程[M].北京新華出版社,2011.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應用(2014年8期)2014-03-11 17:40:03