高樹脂含量預浸料工程應用研究
2017-07-03 14:40:55武彬彬閆恩瑋
粘接 2017年6期
武彬彬,閆恩瑋,王 瑩
(中航工業西飛,陜西 西安 710089)
高樹脂含量預浸料工程應用研究
武彬彬,閆恩瑋,王 瑩
(中航工業西飛,陜西 西安 710089)
以雙馬樹脂碳纖維織物預浸料為對象,通過制作試驗件,對比分析不同吸膠材料及其工藝組合的吸膠能力,在保證產品性能的前提下,制訂了可剝保護層和干玻璃布吸膠的工藝方法,并將此方法應用于典型零件的制造,在質量控制方面取得了明顯效果。
高樹脂含量預浸料;吸膠;質量控制
復合材料具有良好的比強度、比模量高、質量輕、耐腐蝕性能,近年來,在航空、航天等領域得到了廣泛應用。復合材料的使用量已經成為衡量飛機性能先進與否的重要標志之一。
用在飛機上的復合材料是由預浸料鋪貼而成的,預浸料又是由纖維和樹脂組成。復合材料由預浸料鋪貼完成后,進入熱壓罐進行高溫高壓化學反應,形成復合材料零件,這樣的制造工藝叫做熱壓罐工藝,而對于熱壓罐制造工藝來說,預浸料自身性能對產品物理特性有重要影響。而復合材料應用的一個最主要的目的就是減重,若預浸料的樹脂含量過高,制成零件后會增加復合材料零件的質量,減弱復合材料質量輕等優勢,無法滿足設計要求。因此,在使用高樹脂含量的預浸料時,需要采用吸膠的工藝措施,調節產品的質量和厚度,實現減重目的。
熱壓罐工藝主要的2種結構為層壓制件(即制件均由預浸料組成)和蜂窩夾層結構(即層壓制件中間加了一層蜂窩芯)。本研究通過制作層壓制件和蜂窩夾層結構試板,分析對比2種吸膠材料和6種工藝組合的實際吸膠能力,確定一套適宜的工藝方法,并將此方法應用于典型零件的制造,在質量控制方面取得了明顯成效。
1 實驗部分
1.1 主要材料
雙馬樹脂碳纖維織物預浸料QY8911/CF3031(樹脂質量分數43(空格)%),中航復材;膠膜J188,黑龍江石化院;蜂窩芯NH-1-2.7-48,中航復材;可剝保護層材料BLEEDER LEASE B,AIRTECH公司;干玻璃布EW290(0.29 mm厚),上海耀華。
1.2 儀器及設備
熱壓罐,SCH-4 m×10 m,德國肖茨公司;電子試驗機,instron4467,美國;體視顯微鏡,Leica M125,德國。
1.3 試驗件類型
本試驗共制作層壓制件、蜂窩夾層制件2種不同類型的試板。試板具體結構如下:
1)層壓制件試板,鋪層共10層,角度全0°。
2)夾層制件試板,鋪層共7層(含蜂窩芯),角度全0°。
1.4 工藝組合
本試驗探討了6種不同的吸膠工藝組合對制件厚度、質量的影響。各工藝組合之間除了吸膠材料不同外,主材料及其他輔助材料完全相同。
吸膠工藝組合的示意圖及編號如圖1所示:
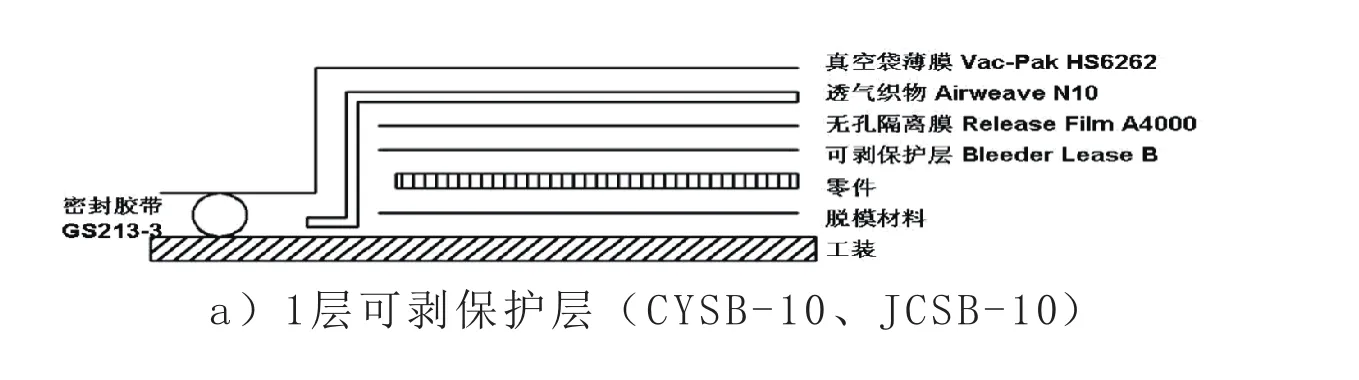

圖1 制袋示意圖Fig.1 Schemetic of bag-making
預吸膠是指通過2次吸膠來控制產品的厚度、質量的過程。這2次吸膠所采用的工藝組合均為1層可剝保護層+1層干玻璃布。
為明確各種工藝方法對產品厚度、質量的影響,層壓制件和蜂窩夾層制件均制作了空白對照組如圖1(f)組所示,用以作為參考標準。
1.5 性能測試
彎曲強度:按照ASTM D790進行制造及測試;
層間剪切:按照ASTM D 2344進行制造和測試;
孔隙率:按照GB/T 3365—1982進行制造和測試。
2 結果與討論
2.1 層壓試板的厚度、質量
表2為層壓件試板的測量數據。由表2可以看出,通過變換吸膠材料的層數及次數均可以在較大范圍內調節產品的厚度和質量。
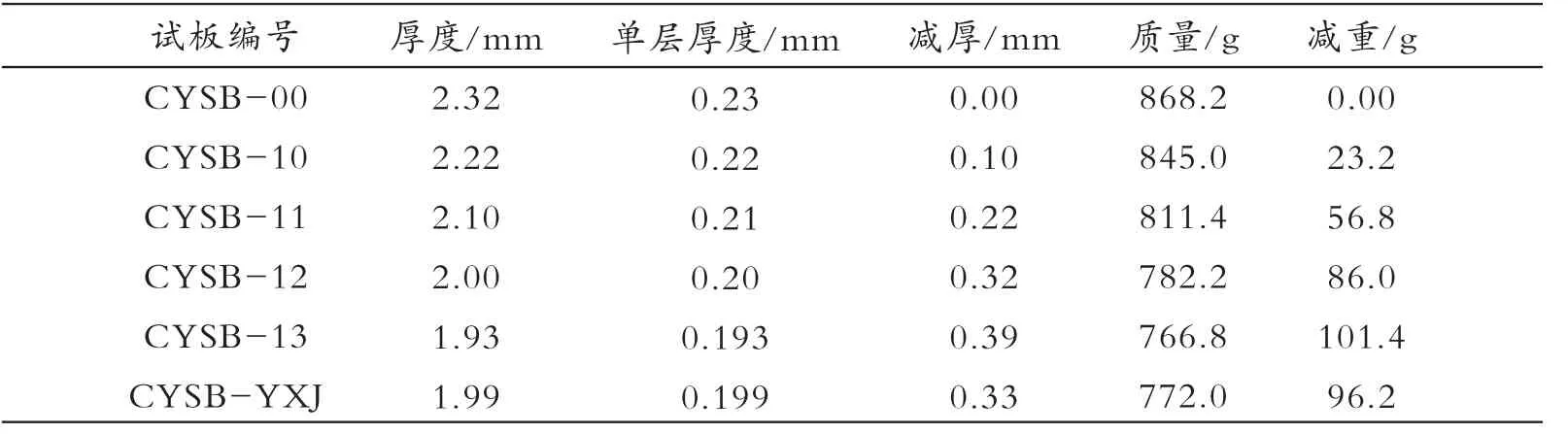
表2 層壓試件測量數據Tab.2 Test results of laminate specimens
按照材料標準信息,預浸料固化后的理論單層厚度為(0.21±0.02)mm,理論體密度為(1.53±0.04)g/cm3。根據實測厚度、實測質量與材料的理論厚度、理論質量相比,得到試板的實際厚度與理論厚度比值、實際質量與理論質量比值信息,如圖2、圖3所示。
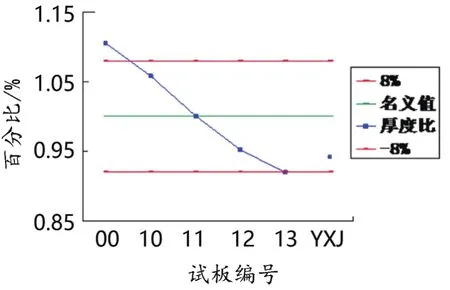
圖2 試板厚度百分比圖Fig.2 Thickness percentage of specimen panels
由圖2及圖3可以看出,為了保證復合材料制件的厚度、質量公差±8%,對于層壓制件而言,1層可剝保護層+1層干玻璃布的吸膠措施是最適宜的工藝措施。
2.2 各材料的吸膠能力
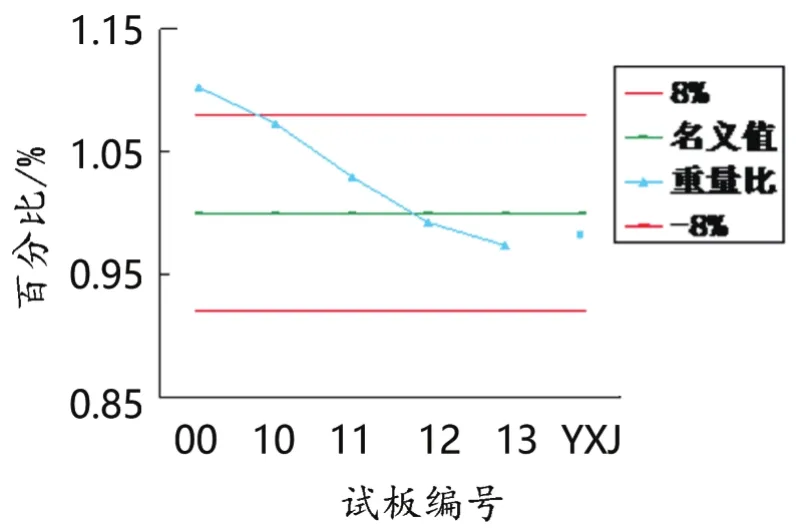
圖3 試板質量百分比圖Fig.3 Weight percentage of specimen panels
本次試驗使用了可剝保護層、干玻璃布這2種吸膠材料。將每一塊試板上用到的吸膠材料撕下并進行稱重測量,將所有吸出的樹脂質量計算平均值,可以得到本次試驗用到的2種吸膠材料的吸膠能力,見表3。

表3 不同材料吸膠能力Tab.3 Capability of absorbing resin for different materials
2.3 蜂窩芯夾層試板的厚度、質量
表4是蜂窩夾層試板的測量數據,可以看出,相比于未采取任何吸膠措施的空白對照組,相比于層壓試板,不論是增多吸膠材料的層數或是增加吸膠次數,都無法對試板的厚度和質量產生顯著影響。各種吸膠材料及其工藝組合僅吸附了非常有限的樹脂,這和蜂窩夾層零件的結構特殊性有關。

表4 夾層試件測量數據Tab.4 Measurement data of sandwich specimens
從結構而言,蜂窩夾層零件的預浸料分為芯上鋪層和芯下鋪層2部分。結合蜂窩夾層制件的結構特點,制定了如下工藝方法來調節產品的厚度和質量:首先鋪貼芯下鋪層,在芯下鋪層表面放置1層可剝保護層+1層或多層干玻璃布進行預吸膠;然后鋪貼蜂窩芯和后續的芯上鋪層;最后在制件表面放置1層可剝保護層,進行固化。
這種工藝方法針對蜂窩芯夾層制件的結構特點,將其傳統的鋪貼過程分為2個相互獨立的環節,一個是鋪貼芯下鋪層,另一個是鋪貼蜂窩芯和芯上鋪層,通過這種方法,有效地調節了蜂窩夾層制件的質量。
2.4 力學性能
將按照選擇好的吸膠方案制造的試板進行力學測試,結果見圖4~6。
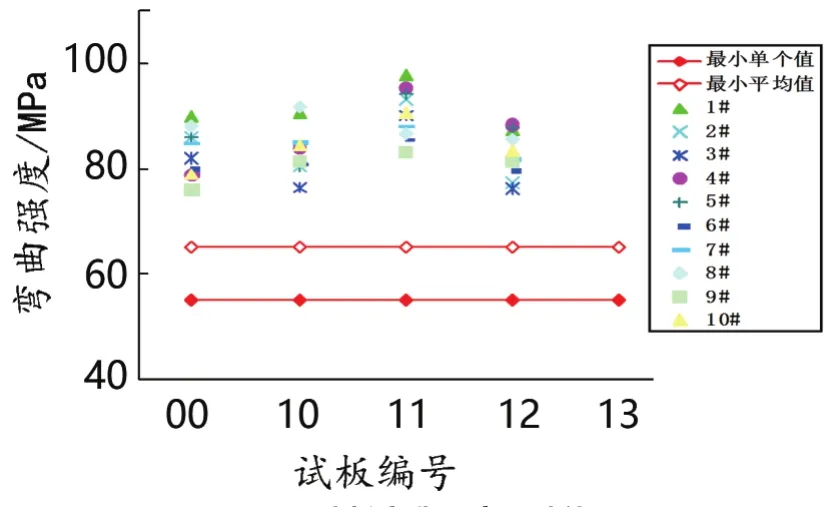
圖4 試板彎曲強度測試值Fig.4 Measurement results of bending strength of specimen panels
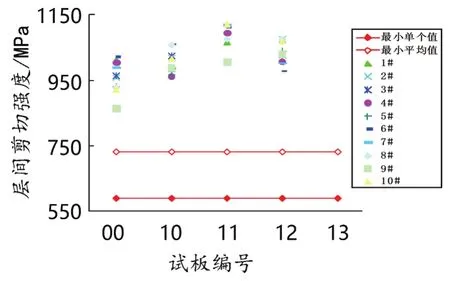
圖5 試板層間剪切強度測試值Fig.5 Measurement results of shearing strength of specimen panels
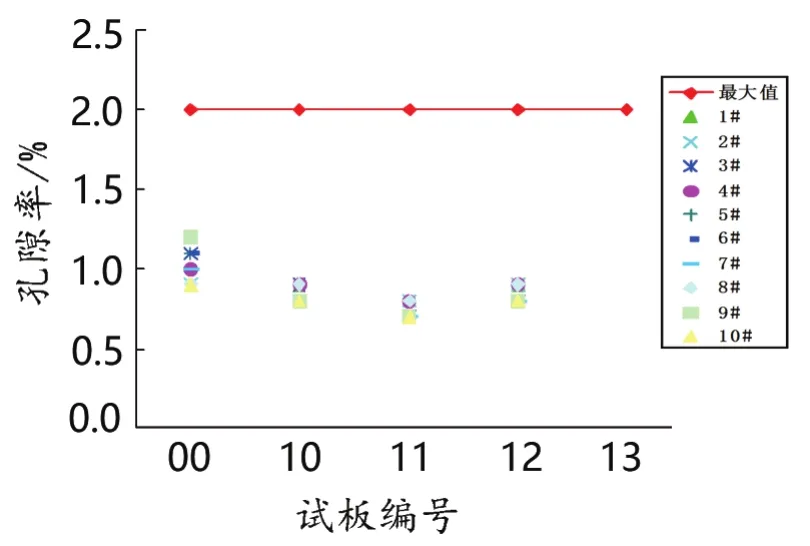
圖6 試板孔隙率測試值Fig.6 Results of porosity test of the panels
由圖4~6可以看出,經過吸膠處理的試板,無論是力學性能彎曲強度、層間剪切強度還是代表內部質量的孔隙率均高于ASTM相關標準要求。
由此可見,在保證產品力學性能的情況下,采取吸膠措施可以在較大范圍內調整試板的厚度、質量,以達到復合材料零件減重的目的。
3 典型件驗證
將上述研究成果應用于典型件制造,以驗證此種工藝方法在實際生產中的使用效果。
圖7橫坐標為批次號,縱坐標為實際質量與理論質量百分比,圖示為連續4個批次的質量統計曲線。批次1未采取任何吸膠措施,批次2至批次4均采用了上述試驗中選擇的最優方案,即1層可剝保護層+1層干玻璃布的吸膠措施。圖8是4個蜂窩夾層零件連續5個批次的質量統計。批次1和批次2未采取任何吸膠措施,批次3至批次5均采用了針對于蜂窩夾層零件的預吸膠措施。由圖可以看出,不采用任何吸膠措施質量超出設計8%的范圍要求,而采用吸膠措施的質量分布情況均在設計要求公差8%范圍內。
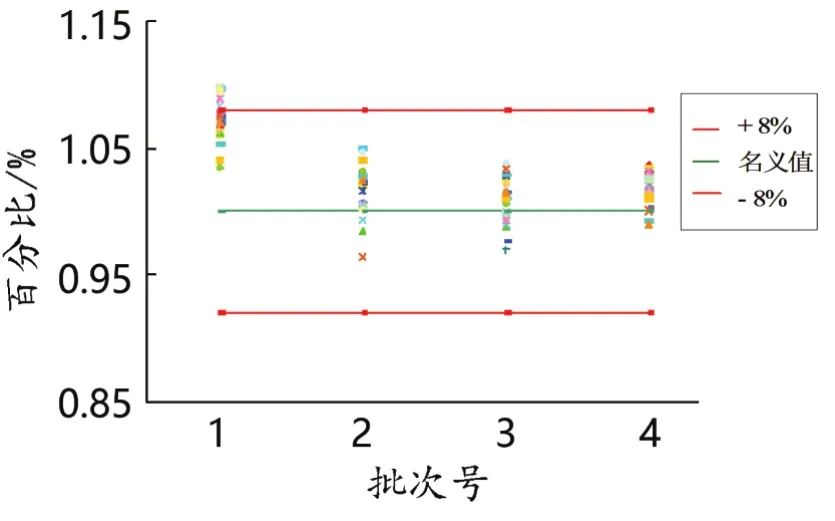
圖7 典型層壓零件質量統計Fig.7 Weights statistics of typical laminated parts
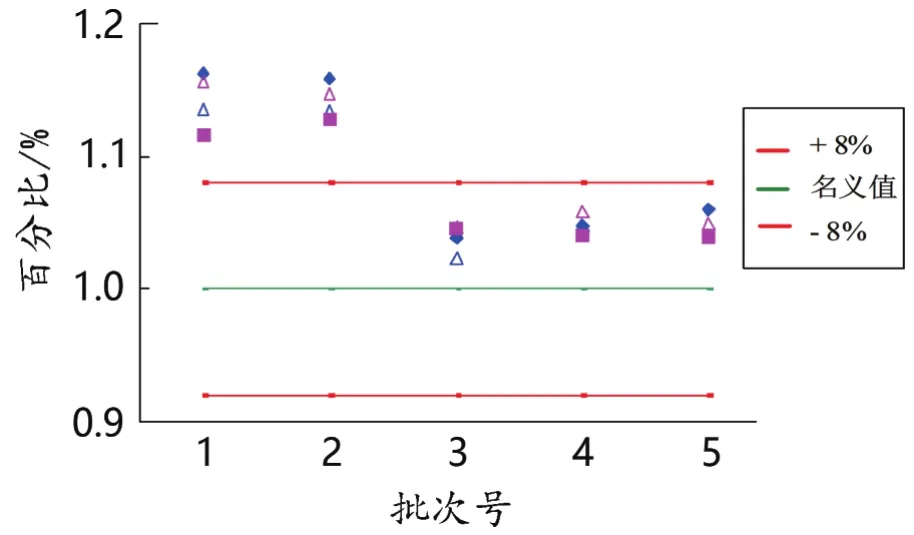
圖8 典型蜂窩夾層零件質量統計Fig.8 Weights statistics of typical honeycomb sandwich parts
4 結語
1)針對高樹脂含量的預浸料在熱壓罐工藝中的應用,確定了采用可剝保護層和干玻璃布吸膠的工藝方法來控制復合材料零件的質量及厚度,以滿足復合材料使用的必要性(質量輕)及設計裝配要求。
2)該工藝方法具有良好的工藝穩定性和可靠性,不會對復合材料制件的力學性能及其內部質量產生不利的影響。
3)對后續吸膠工藝提供了一套思路,對于不同結構的復合材料制件,應當針對性地設計吸膠工藝方案,才能更好地實現調節產品厚度和質量的目標。
Abstract:In this paper, the bismaleimide-resin carbon fiber fabric prepreg was taken as the study object, and the capability of absorbing resin for different resin-impregnating materials and different process combinations was discussed by making the test specimens. Under ensuring the product performance, the resin-impregnating process of strippable protective layer and dry glass cloth was formulated. Moreover, this process was used to manufacture the typical parts and the obvious improvement was achieved in the field of quality control.
Study on application of high resin content prepreg
WU Bin-bin, YAN En-wei, WANG Ying
(AVIC Aircraft Co., Xi'an, Shanxi 710089, China)
high resin content prepreg; absorbing resin; quality control
TQ050.4+3
A
1001-5922(2017)06-0040-05
2017-02-23
武彬彬(1983-),男,工程師。目前主要從事復合材料制件的制造工作。E-mail:17623981@qq.com。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39
應用化工(2014年10期)2014-08-16 13:11:29