超行程定子扇形片沖模退料板—線切割加工工藝
2017-06-26 07:47:56巫志華
裝備制造技術(shù) 2017年4期
關(guān)鍵詞:工藝
巫志華
(廣西機電技師學(xué)院,廣西柳州545005)
超行程定子扇形片沖模退料板—線切割加工工藝
巫志華
(廣西機電技師學(xué)院,廣西柳州545005)
針對在線切割加工過程中,出現(xiàn)超行程定子扇形片沖模的退料板,在小型線切割機床上無法加工和保證不了加工精度的一些因素,通過分析并根據(jù)實踐經(jīng)驗提出相關(guān)的工藝方法和技巧,對一些超行程和復(fù)雜形狀大型的線切割零件有一定的技術(shù)指導(dǎo)作用。
定子扇形片;線切割加工;超行程;退料板
電火花線切割加工在模具生產(chǎn)過程中有很高的實用價值,電火花線切割能加工出精密細小、形狀復(fù)雜的工件,且加工后的工件具有切縫寬度小,加工過程中不受宏觀力作用等優(yōu)點,從而可保證較好的加工精度與表面質(zhì)量。扇形片沖模中的凸模退料板和凹模退料板,多數(shù)由電火花線切割機床進行加工,這樣可以保證模具沖裁生產(chǎn)的扇形片整體的質(zhì)量。由于模具生產(chǎn)廠家很少配備大行程線切割機床,而且大型發(fā)電機扇形片沖模的凸模退料板和凹模退料板的整體尺寸大于線切割機床工作行程,受機床臂柱干涉,無法一次性整體切割加工出來。下面介紹如何利用現(xiàn)有型號為DK7732的線切割機床(工作臺行程500x320)完成大型發(fā)電機扇形片沖模的退料板的線切割加工。
1 扇形片沖模退料板圖紙工藝分析
圖1為2 000 kW發(fā)電機定子扇形片沖模的凸模退料板。其特點如下:
⑴加工弦長961.7 mm超過機床x軸拖板的有效行程長度500 mm;
⑵外形側(cè)面邊較長,經(jīng)過銑削加工后,保證不了平面度小于0.03mm,不能作為線切割校正基準;
⑶退料板與凸模配合單邊間隙不大于0.10 mm ~0.20mm;
⑷燕尾槽型齒有19齒,數(shù)量多、形狀復(fù)雜、精度高和加工過程中容易產(chǎn)生變形;
⑸退料板材料為Q235-A,強度不高,具有良好的塑性,厚度18mm.
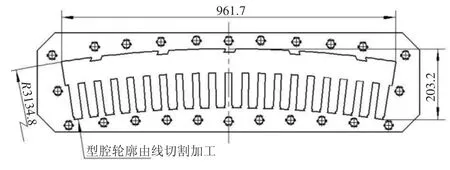
圖1 凸模退料板
2 線切割加工工藝方案
結(jié)合以上加工對象的特點,為了能在DK7732的線切割機床上切割出961.7 mm弦長的退料板,從裝夾、基準校正、移位、接刀方面考慮,制定下面加工工藝方案:
(1)超行程采用分段移位切割,分2次切割(以中心線為基準,先切割左邊型孔,再移位切割右邊型孔);
(2)毛坯校正基準采用2個等徑的工藝孔(在毛坯X坐標方向上,鉆削和鉸削出2個等徑的工藝孔,孔距為490 mm,注意:工藝孔必須與工件的底面垂直);
(3)為防止變形產(chǎn)生的加工誤差,加工路線采取先從燕尾槽型齒部分切割,最后經(jīng)過圓弧切割;
(4)為保證移位后切割的接刀點圓滑,在線切割起割點位置附近,鉆削和鉸削2個工藝孔,其中一個孔為自動找中工藝孔,另一個為線切割起點工藝孔。
3 線切割加工工藝過程
由于采用2次接刀切割,需要2次重新定位,若處理不好會給零件加工帶來積累誤差,造成接刀點錯位,加工后達不到圖紙要求,不能使用。所以在加工過程中,必須保證加工基準重合(即2次切割校正基準都是二個孔距為490 mm的等距工藝孔,加工基準都是同一個自動找中工藝孔)。加工工藝過程如下:
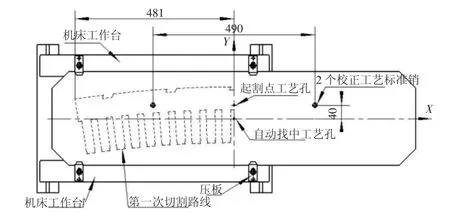
(1)第一次切割:在工件搬上工作臺后,調(diào)節(jié)工件至合理位置,四個方向壓板預(yù)緊,當校正時,準備2根與工藝孔相配合的標準銷,將標準銷插入兩工藝孔內(nèi),用百分表測量頭找正標準銷同一方向的外圓母線,精度保證在0.02 mm以內(nèi),將工件夾緊,編第一次切割程序,穿鉬絲進自動找中工藝孔找中后,跳步到起割點即可進行第一次切割型腔,具體如圖2所示。
(2)第二次切割:當?shù)谝淮吻懈钔瓿珊螅疸f絲松開壓板,移位工件,調(diào)節(jié)工件合理位置,四個方向壓板預(yù)緊,然后繼續(xù)用百分表測量頭找正標準銷母線,精度保證在0.02 mm以內(nèi),將工件夾緊,編第二次切割程序,穿鉬絲進自動找中工藝孔找中后,跳步到起割點即可進行第二次切割型腔,如圖3所示。
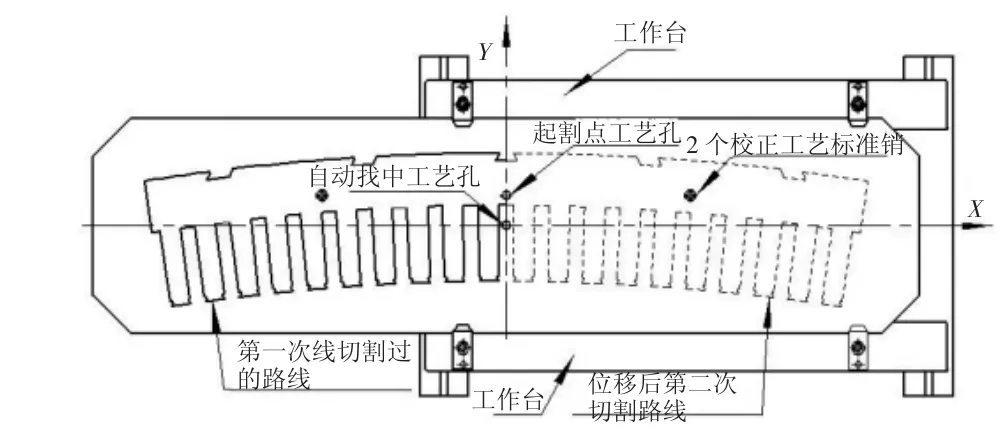
圖3 第二次線切割工藝圖
4 結(jié)束語
按照上述工藝方案和工藝過程進行線切割加工,保證了加工精度,2次切割接刀結(jié)合點圓滑,達到了圖紙的技術(shù)要求。零件加工過程,基準重合,定位精度高,是一種行之有效的加工方法,經(jīng)濟簡便、實用可行,對小行程線切割機床切割超大、超行程和需要多次切割的零件,具有重要意義和指導(dǎo)實用價值。
StripperMachining Process of Over TravelStator Fan Die Stripper
WU Zhi-hua
(Guangxi Electromechanical Technician College,Liuzhou Guangxi545005,China)
Over travel in wire-cutting processing process,appear the stator sector die material return board,on small wire-cut machine will not be able to process and guarantee machining accuracy of some factors,through careful analysis with practice experience some technology methods and techniques,for some super stroke and complex shape,large wire cutting partsmust have technical guidance.
the stator segment;wire-cutting processing;over travel;rejected material plate
TM303.3
A
1672-545X(2017)04-0079-02
2017-01-27
巫志華(1978-),男,廣西賓陽人,本科,專業(yè)方向:模具制造。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
