銑削等溫淬火球墨鑄鐵的切削力及刀具磨損研究
2017-06-26 07:47:54李寶棟易湘斌吳國明
裝備制造技術 2017年4期
李寶棟,易湘斌,吳國明
(1.蘭州工業(yè)學院,甘肅省高校綠色切削加工技術及應用重點實驗室,甘肅蘭州730050;2.四川職業(yè)技術學院機械系,四川遂寧629000)
銑削等溫淬火球墨鑄鐵的切削力及刀具磨損研究
李寶棟1,易湘斌1,吳國明2
(1.蘭州工業(yè)學院,甘肅省高校綠色切削加工技術及應用重點實驗室,甘肅蘭州730050;2.四川職業(yè)技術學院機械系,四川遂寧629000)
對PCBN刀具在干切削狀態(tài)下銑削ADI的切削力和刀具磨損進行了試驗研究。分析了切削速度分別為40、80、120、160、200m/m in條件下的切削力和不同行程下刀具后刀面磨損量的變化規(guī)律。結果表明PCBN切削ADI材料的最佳切削速度在80m/m in~160m/m in之間。
切削力;刀具磨損;等溫淬火球墨鑄鐵
等溫淬火球墨鑄鐵(Austempered Ductile Iron,ADI)是一種高強度、高韌性的鑄造合金,其強度不僅遠超過普通球墨鑄鐵,也超過調(diào)質(zhì)鋼和滲碳鋼。與加工球墨鑄鐵相比,加工ADI的刀具的壽命要降低40%~50%,這極大的影響了ADI材料在更多領域的廣泛應用[1,2]。這種加工難問題在我國更為嚴重,已嚴重制約了我國ADI材料進入擴大應用工業(yè)化生產(chǎn)階段的步伐[3]。
ADI材料的難加工主要歸結于以下特點:和鐵素體相比,奧氏體更容易產(chǎn)生加工硬化[4]。ADI低的熱傳導性導致了切削區(qū)溫度的升高[4-5];ADI的屈服強度大于大多數(shù)鋼,而且楊氏模量要小20%左右,使得切削過程中容易發(fā)生振動,從而會影響到刀具的磨損、表面質(zhì)量和零件的尺寸偏差[6]。這些特點會導致使用硬質(zhì)合金刀具時容易產(chǎn)生積削瘤,使用陶瓷刀具容易崩刃,使用高速鋼刀具時刀具硬度會突然下降。高的加工硬化系數(shù)和低的熱傳導率,使得加工過程中有比較高的切削力和切削溫度,刀具壽命減少,使得ADI為一種典型的難加工材料。
本文對ADI進行銑削試驗,通過分析切削速度分別為40、80、120、160、200 m/min條件下的切削力和不同行程下刀具后刀面磨損量的變化規(guī)律,研究ADI的切削加工性能,豐富ADI的切削理論,為ADI的加工工藝優(yōu)化提供理論依據(jù)。
1 試驗方法
1.1 試驗材料
工件材料由牌號為QT500-7的球墨鑄鐵試樣進行等溫淬火處理,其力學性能為:抗拉強度1 050 MPa,屈服強度700 MPa,無缺口沖擊功60 J,伸長率7%,硬度325 HBW.
刀具為直徑20mm的2齒方肩立銑刀,刀桿型號APMT 1135 PDTR LT30,懸伸量40mm,順銑。刀具CBN含量為50%,前角6°,后角7°,刃傾角6°,刀尖圓弧半徑0.5 mm,刃口半徑0.02 mm.
1.2 試驗方案
切削力試驗:切削速度為40、80、120、160、200 m/min,進給量為0.1mm/r,切削深度為0.1mm.
刀具磨損試驗:切削速度為40、120、200 m/min,進給量為0.1 mm/r,切削深度為0.1 mm,切削行程為500、1 000、1 500、2 000、2 500 m.
采用XKA714數(shù)控銑床進行銑削試驗,由Kistler 9255C測力儀測量切削力,由Smart zoom 5超景深顯微鏡測量后刀面磨損寬度并觀察刀具磨損形貌。圖1為試驗場景。
圖1 試驗場景
2 試驗結果與分析
2.1 切削力
在不同切削速度下,進行PCBN刀具銑削ADI的試驗,試驗過程中采用測力儀監(jiān)測并記錄穩(wěn)態(tài)切削段的橫向切削力Fy、進給力Fx和軸向力Fz,分別對穩(wěn)態(tài)切削段的各分力Fx、Fy、Fz取平均值,得到切削速度與切削力的關系曲線,如圖2所示。從圖中可以看出,F(xiàn)y最大,F(xiàn)x次之,F(xiàn)z最小。Fy和Fx的變化規(guī)律相似,在低速段,隨切削速度的增大切削力減小,而且切削力變化比較緩慢,當切削速度增大到某一臨界值時,切削力急速上升。而Fz隨切削速度的增大緩慢上升。

圖2 切削速度與切削力的關系曲線
切削力的這種變化趨勢,說明不同切削速度下的切削機理產(chǎn)生了差異。低速切削時切屑為塊狀,振動較大,刀尖處存在極不穩(wěn)定且硬度較大的積屑瘤,所以切削力較大。隨著切削速度增大,切削溫度隨之升高,ADI的硬度降低而強度增加,切屑形態(tài)由塊狀崩碎切屑向帶狀切屑轉(zhuǎn)變,切削力逐漸趨于穩(wěn)定。當速度超過一定臨界值時,高溫條件下刀具與工件材料發(fā)生較嚴重的擴散磨損和粘結磨損,使得刀具-切屑接觸面摩擦系數(shù)增大,使得Fy和Fx急劇增大。
2.2 刀具磨損
采用Smart zoom 5超景深顯微鏡測量后刀面最大磨損寬度,得出不同切削速度下后刀面磨損曲線,如圖3所示。可以看出在各種切削速度下刀具磨損量隨著切削行程的增大呈線性增長,這與刀具切削淬硬鋼時的磨損曲線有所不同[7]。
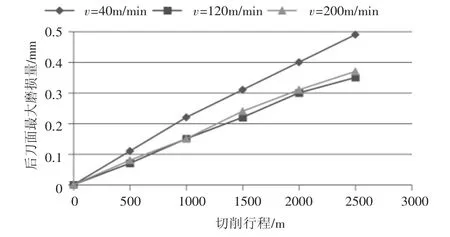
圖3 切削行程與后刀面磨損寬度的關系曲線
當切削速度較低(40 m/min)時,刀具的后刀面磨損較大,當速度達到120 m/min時,后刀面磨損顯著降低,但當速度達到200 m/min時,后刀面的磨損和速度為40 m/min時相比變化不大,而且還有磨損加重的趨勢。這是因為在低速切削與高速切削ADI材料時,PCBN刀具都產(chǎn)生了嚴重的粘結磨損。低速切削,由于ADI材料中存在塑形和韌性較好的奧氏體組織,導致在切削過程中容易發(fā)生冷焊,故而粘結物在刀尖處形成了積屑瘤,而高速切削時粘結物主要集中在刀具的后刀面。
3 結論
(1)在低速段,F(xiàn)y和Fx隨切削速度的增大切削力減小,而且變化緩慢。當切削速度增大到某一臨界值時,切削力急速上升。
(2)當切削速度較低時,刀具的后刀面磨損較大。隨著速度的升高,后刀面磨損顯著降低,但當速度達到一定值后,后刀面的磨損變化不大。
(3)從切削力和刀具磨損來看,PCBN切削ADI材料的最佳切削速度在80 m/min~160 m/min之間。
[1]Yamamoto S,Nakajima H,Miyaji H.Mechanisms of poor machinability of austempered ductile iron[J].The Iron and Steel Institute of Japan,1995,81(7):721-726.
[2]M.Cemal Cakir,Ali Bayram,Yahya Isik,Baris Salar.The efects of sustempering temperature and time onto the machinability of austempered ductile iron[J].Materials Sci ence and Engineering,2005,407(1-2):147-153.
[3]曾藝成,李克銳,吳現(xiàn)龍,等.我國等溫淬火球墨鑄鐵的最新進展[C].第五屆全國等溫淬火球鐵技術研討會,2011:1-8.
[4]S.Dolinsek,Work-hardening in the drilling of austenitic stainless steels[J].Journal of Materials Processing Technology,2003(133):63-70.
[5]Putatunda SK,Kesani S,Tackett R,et al.Development of austenite free ADI(austempered ductile cast iron)[J].Mate rials Science&Engineering A,2006,435-436(11):112-122.
[6]Avishan B,Yazdani S,Vahid D J.The influence of depth of cut on the machinability of an alloyed austempered ductile iron[J].Materials Science&Engineering A,2009,523(1-2):93-98.
[7]曹永泉,張弘弢,董海,等.PCBN刀具切削淬硬鋼GCr15的磨損實驗研究[J].中國機械工程,2006,17(21):2305-2308.
Study on Cutting Force and ToolWear in Milling Austem pered Ductile Iron
Li Bao-dong1,YIXiang-bin1,WU Guoming2
(1.Key Laboratory of Green Cutting Technology and Application in Gansu Province,Lanzhou Institute of Technology,Lanzhou 730050,China;2.Department of Mechanical Engineering,Sichuan Vocational and Technical College,Suining Sichuan 629000,China)
Drymilling austempered ductile Iron test for cutting force and tool wear with PCBN tool have been done. The change regulation of cutting force at cutting speed 40,80,120,160,200 m/min and tool wear at different distance was analyzed.The results show that the optimum cutting speed of PCBN cutting ADImaterial is between 80 m/min to 160m/min.
cutting force;toolwear;austempered ductile iron
TG521
A
1672-545X(2017)04-0070-03
2017-01-27
甘肅省高等學校科研項目(項目編號:2014A-122;2014A-123)
李寶棟(1979-),男,甘肅會寧人,副教授,碩士,研究方向為高效切削。
