預壓時間對伺服焊鉗焊接質量的影響
2017-06-26 07:48:44陸德利馮林林何柳
裝備制造技術 2017年5期
關鍵詞:質量
陸德利,馮林林,何柳
(上汽通用五菱汽車股份有限公司,廣西柳州545007)
預壓時間對伺服焊鉗焊接質量的影響
陸德利,馮林林,何柳
(上汽通用五菱汽車股份有限公司,廣西柳州545007)
在使用普通氣動焊鉗焊接過程中,預壓時間幾乎占據了焊接時間的一半,伺服焊鉗焊接動作原理與普通氣動焊鉗不一樣,針對采用伺服焊鉗時設置不同的預壓時間對焊接質量的影響進行了分析。實驗對比了相同工況、相同焊接參數、不同預壓時間的條件下焊點熔核的大小與焊接飛濺情況。發現伺服焊鉗采用不同預壓時間對于焊點熔核大小與飛濺情況沒有明顯的影響。
伺服焊鉗;預壓時間;焊接質量
在中國汽車工業持續、快速的發展勢頭下,國內各大汽車主機廠為了加快研發、生產的速度,更快地推出新型汽車,占有細分市場,紛紛引入了更加先進的生產模式與工藝設備,改進生產線的柔性化策略,縮短新產品的研發周期,更加快速的將新產品推向市場。為快速推出新產品搶占市場份額,各大汽車生產廠開始大范圍普及機器人自動化柔性生產線。電阻點焊因具有生產效率高、操作簡便、無需填充材、易于實現自動化等優點,是現代汽車車身焊裝的主要焊接方法[1-2]。電阻點焊作為汽車焊裝工藝中最主要的焊接方法之一,承擔著白車身約70%的工作量。目前國內各大主機廠焊裝區域對電阻點焊焊接質量有影響的焊接時間、電流、壓力都有深入研究,近年來各大主機廠焊裝自動化率越來越高,大量采用機器人伺服焊鉗。因此,機器人伺服焊鉗焊接時焊接參數是否與普通氣動焊鉗一樣,這些參數是否對電阻點焊焊接質量有影響成為各大主機廠研究方向之一。在實際的生產中,通常采用電阻點焊焊鉗(包含氣動焊鉗與伺服焊鉗,下文簡稱焊鉗)來實現電阻點焊焊接功能,焊接各汽車板件,使汽車板件焊接起來形成一個整體車身件。傳統的手工生產線一般采用手工氣動焊鉗焊接,柔性機器人生產線一般采用伺服焊鉗焊接。傳統氣動焊鉗焊接參數中需要設計預壓時間,焊接參數中預壓時間幾乎占據一半的焊接時間,伺服焊鉗焊接動作原理與普通氣動焊鉗不一樣,采用伺服焊鉗焊接設置不同的預壓時間對焊接質量是否存在影響尚不清楚。文章對伺服焊鉗是否采用預壓時間對焊接質量的影響進行了分析。
1 伺服焊鉗工作原理
1.1 伺服焊鉗的構成
氣動焊鉗由變壓器(分體或者一體)、氣缸(壓縮空氣為能量源,控制焊鉗打開或者閉合)和機械機構組成,伺服焊鉗則由變壓器、伺服電機(控制焊鉗打開或者閉合)和機械結構組成,如圖1所示,因此其工作原理不同。其中伺服電機通信電纜連接到機器人控制柜,變壓器連接到焊接控制器,因此電極壓力由機器人控制器設置,焊接參數(電流和時間)由焊接控制器設置[3]。伺服電機驅動焊鉗電極桿運動,喉寬可實現無極變化,從而能夠實現電極對工件的柔性接觸,大大減少電極沖擊造成的焊接壓痕和受力不均造成的焊接飛濺,大大提高焊接效率和產品質量[4]。
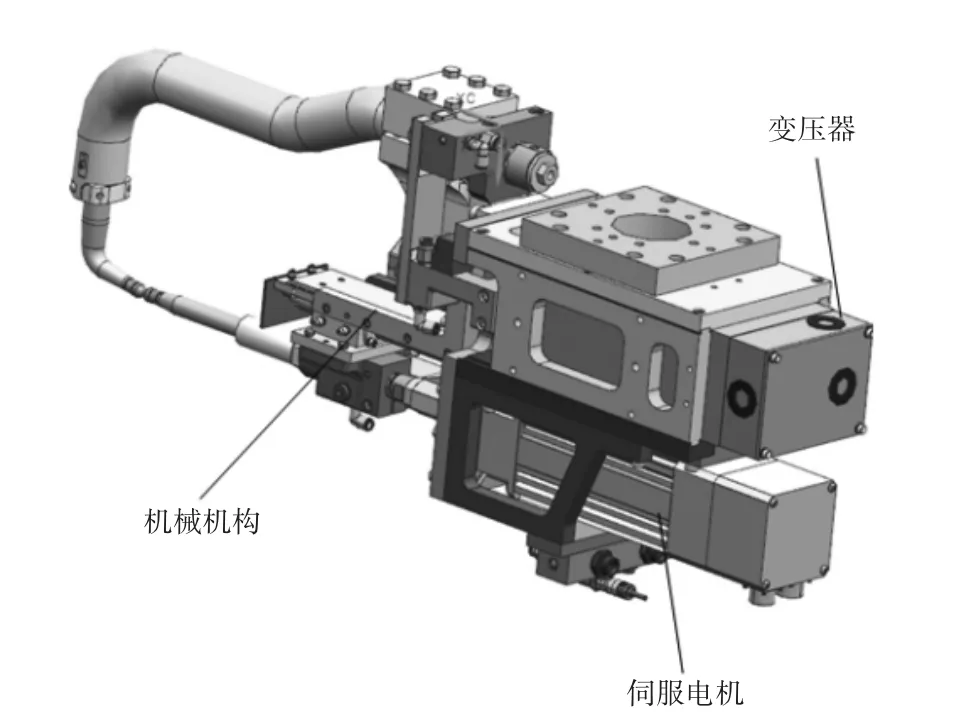
圖1 伺服焊鉗的構成
1.2 伺服焊鉗壓力變化
伺服電機能夠精確控制行程,從而能夠精確控制伺服焊鉗焊接時閉合的行程。伺服焊鉗的輸出壓力根據焊鉗閉合狀態不一樣而改變,而伺服焊鉗閉合狀態可以通過伺服焊鉗精確控制,焊鉗壓力在接觸到鈑金后開始增加,直到設定壓力。焊接時,機器人調用焊接程序,伺服電機根據壓力的設置達到預定壓力,焊鉗達到設定壓力后,機器人調用焊接參數,完成焊接通電工作后,焊鉗打開完成焊接工作;焊接過程中焊接控制器實際不控制焊接壓力的大小,焊接壓力由程序設計伺服電機控制,焊接控制器控制預壓、預熱、焊接、回熱、保持等焊接參數,焊接過程中焊接壓力的變化如圖2所示。
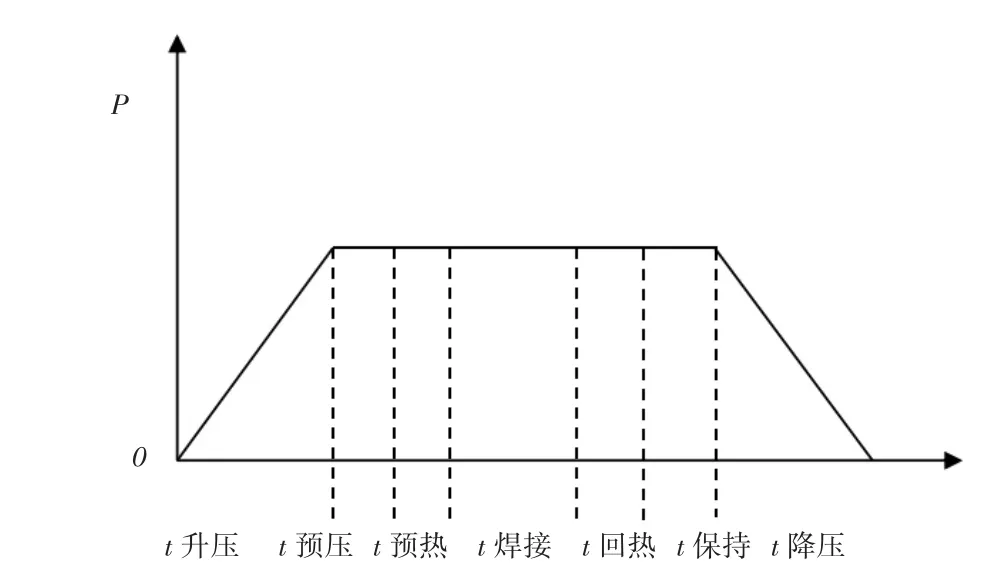
圖2 伺服焊鉗的時間-壓力曲線
2 電阻點焊原理
2.1 電阻點焊成型原理
電阻點焊是電阻焊的一種,是利用工件本身的電阻,通過電流產生的熱源進行焊接,焊接期間產生的熱量可用下面公式表示:Q=I2RT.
其中Q為電阻焊產生的熱量(J);I為焊接電流(A);R為兩電極間的電阻(Ω);T為通過焊接電流的時間(s);Q根據板材的不同需要滿足一定條件,才可融化鈑金形成熔核。
2.2 預壓時間在氣動焊鉗中的作用
預壓階段即是從電極開始加壓到焊接電流開始接通之前的階段。電極壓力的作用是使焊件貼合面有良好的接觸,為焊接電流順利通過做好必要的準備[5]。
氣動焊鉗焊接過程中,發出焊接信號后,焊機收到焊接信號,由電磁閥控制壓縮空氣開關打開,壓縮空氣進入,焊鉗動臂在壓縮空氣的作用下開始閉合;從發出焊接信號到焊鉗閉合需要一定的時間;如果沒有這個時間或者這個時間太小,焊鉗在沒有閉合的時候就通電,導致焊接故障或者焊穿、焊爆電極頭,氣動焊鉗焊接電流與時間的關系見圖3.因此氣動焊鉗必須設置預壓時間,且這個預壓時間必須大于或者等于焊鉗閉合到位時間。
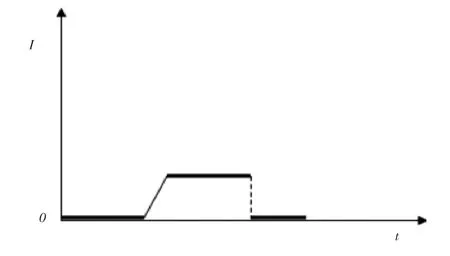
圖3 氣動焊鉗電流與時間的關系
2.3 焊點質量
焊接參數設計其目的是得到滿足質量要求的焊點,并且焊接過程中減少飛濺缺陷的產生。主導板厚在0.65~1.29 mm范圍內,電阻焊點熔核最小尺寸為4.0 mm.影響焊接質量的工藝主要是焊接電流、焊接時間和電極壓力,其中焊接電流是主要因素[6]。焊接中發生飛濺主要是由于焊接參數設定、焊接表面情況、焊接電極的使用及電網波動造成的,綜合焊接參數的關系、明確臨界壓力、保證焊接參數穩定[7]。根據公式Q=I2RT的關系,電流對于焊接質量的影響最大,其次為電阻與焊接時間。電流對于焊接質量的影響非常明顯,電流大焊接時容易產生飛濺、焊穿等焊接缺陷,電流小會出現虛焊、脫焊等焊接缺陷;焊接電阻包含了零件本身電阻與零件間隙之間的電阻,焊接壓力越大零件之間的間隙越小,壓力相對越小,但是壓力太大會在板件上產生壓痕且因為電阻小熱量不夠而出現虛焊、脫焊等焊接缺陷,壓力小板件之間的間隙大導致電阻增大,經常會產生飛濺、焊穿等焊接缺陷;焊接時間不僅跟焊接質量有關系,還對生產線生產節拍有影響。焊接時間長,會增加焊接時間,同樣的焊點數量會用更多的焊接時間,焊接時間長容易產生焊穿等缺陷;焊接時間短時,節拍相對比較快,但是容易出現虛焊、脫焊等焊接缺陷。
3 預壓時間對于伺服焊鉗焊接質量的影響
3.1 實驗條件
選擇側圍焊裝線同一工位的Global機器人攜帶小原的伺服焊鉗選擇兩個不同的焊點做實驗,兩個焊點的主板板厚分別為0.65 mm、1.0 mm(三層焊點);根據公司的焊接參數設計標準,根據主導板厚分別選取焊接參數且均不采用預壓時間;主導板厚0.65 mm焊接電流I=8 000 A,焊接時間(weld)=180 ms,焊接壓力P=2 140 N;主導板厚1.0 mm焊接電流I=8 500 A,焊接時間(weld)=180 ms,焊接壓力P=2 140 N.實驗中保證焊接除焊接參數中的預壓時間外,工裝等其工藝設備及參數均不做任何變動,實驗設備及環境見圖4.

圖4 實驗設備及環境
3.2 預壓時間設置
根據實驗所選擇的焊接參數及設備進行焊接,并在焊接條件及其他參數不變的情況下設置預壓時間100 ms、300 ms、500 ms,觀察不同的預壓時間下焊點熔核及焊接飛濺的情況,實驗結果如表1、表2所示。在焊接控制器中,焊接壓力設置為0,焊接控制器中工藝參數的設計不會影焊接壓力的大小,如圖5所示。在預壓壓力不變的情況下,伺服電機運動到設定壓力將不再運動,增加預壓時間不會引起焊鉗繼續閉合增加壓力,只保持伺服焊鉗現有狀態,不再進一步壓合零件,對于改善零件貼合狀態沒有明顯作用。增加預壓后與增加預壓前工件狀態與其他工藝設備狀態均沒有改變,實際的焊接條件前后都沒有變化。增加或者減少伺服焊鉗的預壓時間對伺服焊鉗焊接的焊點質量沒有明顯的改善作用,伺服焊鉗在預壓時,焊鉗伺服電機沒有動作,因此預壓增加或者取消對于焊接飛濺的改善沒有明顯作用。
圖5焊接控制器中焊接程序
4 結論
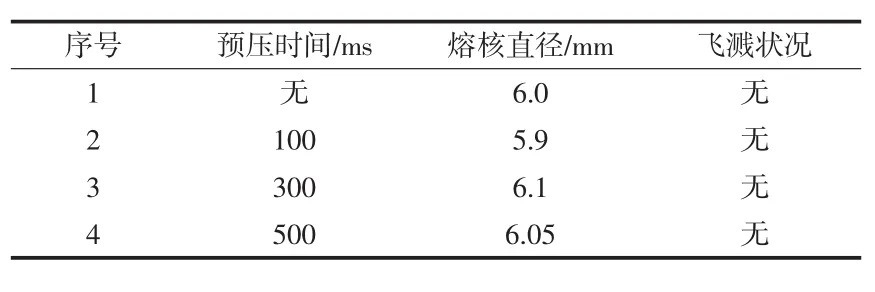
表1 主導板厚0.65 mm實驗結果
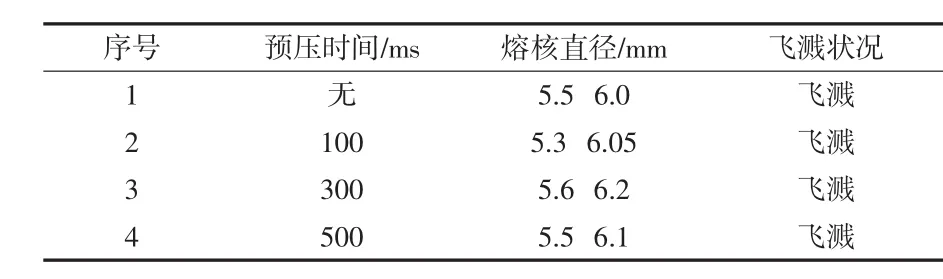
表2 主導板厚1.0 mm實驗結果
通過實驗表明:在相同的焊接電流、焊接時間及焊接壓力的條件下,不設置預壓時間對焊點質量沒有明顯影響,沒有出現因不設置預壓或者預壓不夠而導致焊鉗沒閉合就通電而產生的焊穿、焊爆等焊接質量問題。隨著預壓時間100 ms、200 ms、500 ms增加,沒有對焊點熔核大小有明顯影響,沒有影響焊接飛濺的大小。
伺服焊鉗焊接時,焊鉗與工件接觸后,開始加壓,達到預定壓力后才開始啟動焊接控制器調用其他焊接參數,是否設置預壓時間對于焊鉗閉合沒有影響,預壓時間是通過預壓壓力體現在焊接質量上。
伺服焊鉗焊接時,不設置預壓時間不會影響對焊鉗正常開閉,不會出現因為不設置預壓時間導致焊鉗未閉合就焊接產生焊穿、焊爆等焊接缺陷;使用機器人伺服焊鉗焊接,伺服焊鉗焊接參數中是否設置預壓時間對于焊點榕核大小無明顯影響,預壓時間對于飛濺控制方面沒有特別明顯的貢獻。
[1]譚志恒.電阻點焊參數的研究[J].焊接與切割,2015(22):65-66.
[2]武萬斌,齊慶祝,趙軍.點焊飛濺的控制[J].汽車工程師,2011(4):56-57.
[3]龍偉民,李濤,鐘素娟,等.焊接技術在汽車工業中的應用現狀及前景[J].電焊機,2004,34(6):1-3.
[4]袁少波,童彥剛.點焊技術在汽車工業的應用[J].電焊機,2005,35(2):26-30.
[5]周江奇,覃鑫,覃慶澤,等.基于電極壓力調節的機器人點焊飛濺控制[J].焊接技術,2016(4):59-62.
[6]滑德富,方敏,王玉輝,等.中頻伺服機器人焊鉗的應用[J].現代零部件,2013(5):86-88.
[7]覃鑫,鄭宏良,黃西利.電極壓力對白車身焊點質量的影響[J].電焊機,2014,44(7):34.
The Effect on Welding Quality of Servo Gun Preloading Time
LU De-li,FENG Lin-lin,HE Liu
(SAIC GM Wuling Automobile Limited by Share Co.,Ltd.,Liuzhou Guangxi 545007,China)
During the welding process of pneumatic gun,preloading time almost takes over half of welding time。The action principle of servo gun is really different from general pneumatic gun,this paper is aiming at the quality analysis about setting up different preloading time of servo gun.The text compared the same working condition,welding parameter with different preloading time,it’s influence on the size of welding spot and splashing.The text resulted that diffident preloading time making no influence about welding spot size and splashing.
servo gun;preloading time;welding quality
TG443
A < class="emphasis_bold">文章編號:1
1672-545X(2017)05-0113-03
2017-02-29
陸德利(1988-),男,廣西灌陽人,本科,助理工程師,研究方向:車身工藝設計與焊裝生產線規劃。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
