某型導彈殼體組合車削技術及措施
2017-06-26 07:48:42齊瑞濤
裝備制造技術 2017年5期
齊瑞濤
(中航工業導彈院十三分廠,河南洛陽471003)
某型導彈殼體組合車削技術及措施
齊瑞濤
(中航工業導彈院十三分廠,河南洛陽471003)
結合某型空空導彈殼體組合的結構特點與材料特性,分析了影響其加工精度與加工效率的不利因素;從工藝方案設計、工件剛度、裝夾方式、切削刀具、切削液等方面著手分析,得到了較為有效的解決措施,提高了工件的加工質量與加工效率。
薄壁;變形;振動;剛度;措施
發動機是空空導彈的動力裝置,同時也是彈體的重要組成部分,而殼體組合作為發動機燃燒室,在工作中要承受高溫、高壓和化學氣氛下的各種復雜載荷作用,其工作環境極其惡劣,是發動機的關鍵重要承力部件,它的加工質量對于發動機乃至全彈的安全性能至關重要。
1 工藝性分析
殼體組合(如圖1)是由前端環、筒體、中吊掛及后吊掛經電子束焊接連接后,經精密機械加工形成,其作為發動機燃燒室,內置助推劑藥柱,前接戰斗部筒體,后接噴管艙主體,而吊掛則是導彈連接發射裝置的結構部件,是重要承力部件。為了減輕重量及增加有效載荷,要求殼體組合以盡可能輕的重量,盡可能小的體積,儲存盡可能多的助推劑藥柱,其結構設計為薄壁筒形件;為了保證各接口剛度,殼體組合各零部件的材質選擇強度、韌性都較高的15-5PH馬氏體沉淀硬化不銹鋼。
1.1 零件結構分析
殼體組合結構如圖1所示,長度為L1 mm,外圓直徑為D1 mm,內孔直徑為D2 mm,前端環壁厚0.95 mm,筒體壁厚0.85 mm,屬于典型的薄壁長筒焊接件,具有剛度弱、強度低等特點,在車削過程易產生振動,而前端環內外圓加工要素部位的壁厚薄,僅2.3 mm,加工變形大。另外,受中、后吊掛焊接位置及質量的影響,殼體組合整體質量分布不均衡,質心偏離A -B基準中心線(如圖1),在車削過程,工件離心力大,易出現振動現象,影響其加工精度及表面質量。
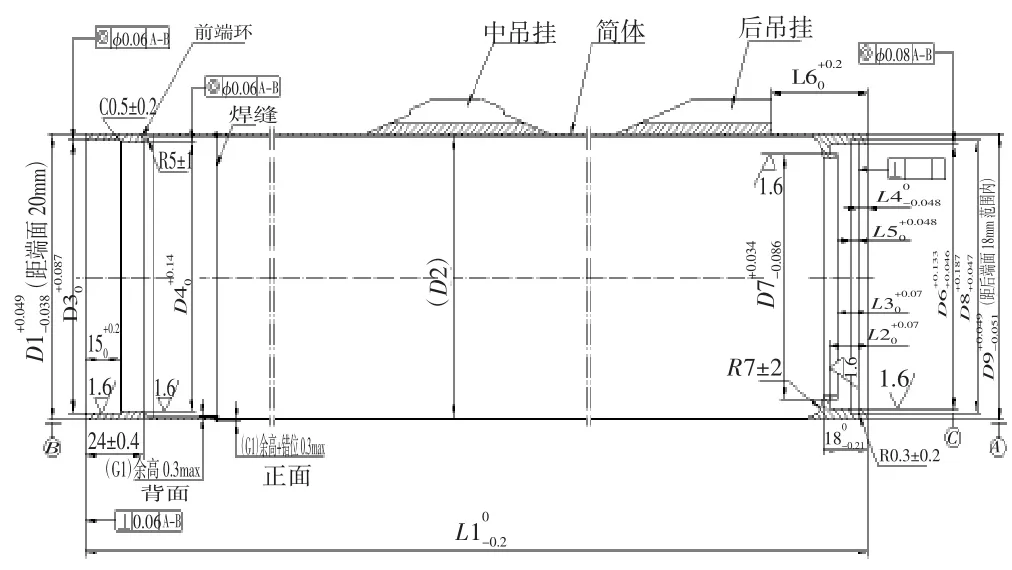
圖1 殼體組合結構圖
1.2 主要尺寸精度及技術指標要求
由前端環、筒體、中吊掛及后吊掛采用電子束焊接連接后,殼體組合車削成型的主要尺寸及技術指標要求總結如下:
(1)殼體組合總長尺寸為L10-0.2,尺寸精度高。
0.
(4)端部前端環的裝配內孔、尾部筒體端面密封槽、擋圈槽及內孔等加工要素的表面質量要求高,為Ra1.6.
1.3 15-5PH材料切削加工性分析
15-5PH鋼,是一種馬氏體沉淀硬化不銹鋼,具有很高的強度和綜合力學性能,良好的耐蝕性和焊接性,并且熱處理工藝簡單,通過改變時效溫度,可在相當寬的范圍內調整機械性能,容易獲得所希望的不同強度與韌性的配合要求,是比較理想的材料,其化學成分如表1所示。15-5PH材料中含有鎳、鉻、鉬、鈮等元素,而在機械加工中,鎳、鉻等元素使切屑不易斷開,刀具散熱不暢,影響表面質量;鉬、鈮等元素使刀具極易磨損、破損,及產生積屑瘤。總之,15-5PH材料的導熱性差,加工硬化嚴重,親和性大,切屑粘附刀具刃口嚴重,刀具磨損快,切削加工性能差。

表115 -5PH材料化學成份
2 影響殼體組合加工精度及效率的不利因素分析
2.1 加工基準精度差
前端環零件焊前長度尺寸僅57 mm,受其結構限制,殼體組合焊接成型后,前端環與旋壓筒體的焊縫位置靠近前端環的定位端面、外圓及內孔,且前端環零件壁厚薄(0.95 mm),受焊接熱變形的影響較大,導致端部定位基準精度差。
2.2 后吊掛后端基準面精度差
受結構限制,殼體組合完成焊接,確定中、后吊掛位置后,后吊掛后端面無法在殼體組合上進行切削,屬于非加工面,因此是殼體組合軸向尺寸加工基準面。受焊接熱變形的影響,后吊掛后端面的基準精度差,影響后吊掛位置尺寸的加工精度。
2.3 裝夾干涉問題
后吊掛焊接后,其基準端面與筒體尾端面之間的距離尺寸要求為L6+00.2,距離過小,且車削過程,工件后吊掛的回轉直徑接近φ120 mm,在采用中心架支撐時,若選用規格為φ60 mm~φ100 mm的中心架,將產生后吊掛與中心架干涉的問題;若選用規格為φ100 mm~φ200 mm的中心架,則中心架支桿懸伸長,支撐剛度差,導致車削過程易產生振動現象。2.4刀位“不足”問題
在精車殼體組合尾部端面密封槽、擋圈槽及內側圓弧R7工序(加工內容簡圖如圖2),為保證其較高的尺寸精度、形位精度及表面質量,以及提高其加工效率,結合分廠的設備資源,選用了CAK50186i精密數控車床。該機床的數控車刀架為6工位立式刀架(如圖3),為消除中心架干涉問題,該刀架只能使用1,3,5或者2,4,6號相間隔的刀位,否則相鄰的刀具在加工時將與中心架碰撞。而受加工要素的限制,該工序需使用4把刀具,分別為內孔刀,端面密封槽刀,擋圈槽刀及背內孔刀(用于加工圓弧R7),存在“刀位”不足問題。
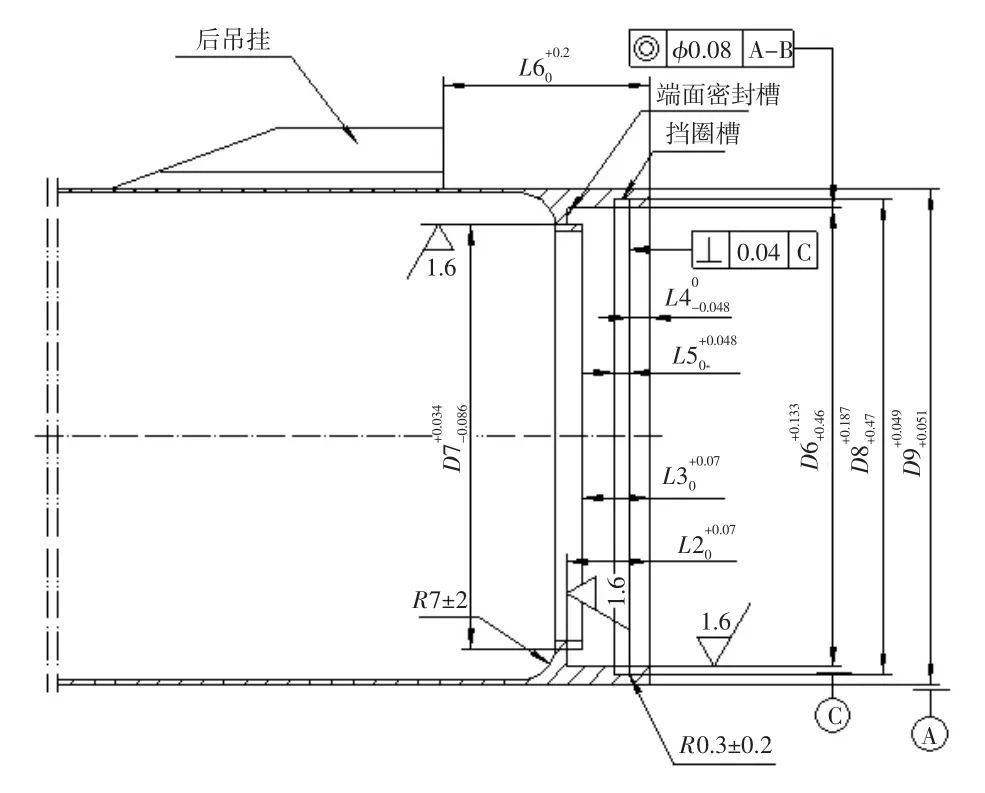
圖240 工序內容圖
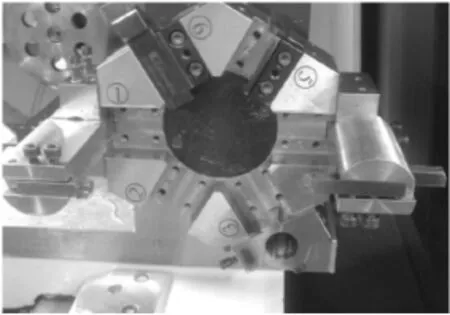
圖3 CAK50186i數控車刀架
2.5 切屑易纏入中心架軸承問題
殼體組合首尾兩端的內孔加工時,因工件端面與中心架支撐部位的距離短,僅10 mm,在車削過程,切屑容易纏入中心架軸承,擠傷已加工外圓表面,影響產品質量。
3 提高殼體組合加工精度及效率的工藝措施
3.1 合理的工藝方案設計
工藝方案設計,在機械加工中起著至關重要的作用,合理的工藝方案,有利于保證零件的加工精度、提高產品加工質量及加工效率。殼體組合屬于焊接件,在前端環、筒體及中、后吊掛單件加工完畢后,經電子束焊接及機械加工成型,焊接后的加工屬于半精加工及精加工。結合殼體組合結構特點及技術要求,在工藝方案設計時,選擇了“先外后內”的工藝方案。另外為了消除焊接熱變形對工件定位基準的影響,在進行精加工之前,增加半精加工工序對外圓與內孔進行基準修復,提高工件的定位基準精度。即殼體組合的工藝路線安排如下:焊接→半精車外圓(修復基準)→半精車內孔(去余量及修復基準)→精車外圓(兩端外圓加工到位,要求圓度0.03max)→精車內孔(內孔、端面密封槽、擋圈槽及內側圓弧等加工要素加工到位)。
3.2 提高工件剛度
殼體組合屬薄壁長筒件,且整體質心偏心,在車削加工過程易產生振動。此問題在薄壁筒形件的加工中常采用填充機械加工法[1]解決。在工件內孔中填充橡膠皮(厚度3~5 mm)貼合內壁(如圖4),當工件回轉時,在離心力的作用下橡膠板可均勻緊貼在內壁上,起到增加壁厚、提高剛度、吸收振動的作用,提高加工精度。
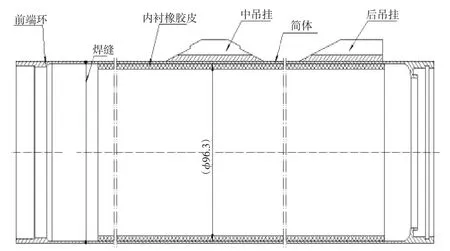
圖4 橡膠皮填充示意圖
3.3 合理選擇工件的裝夾方式
裝夾方式的選擇,對于質心偏心薄壁長筒件的加工至關重要。合理的裝夾方式,可以有效控制裝夾變形,減小加工變形,消除切削振動,提高加工精度。殼體組合焊接成型后的加工屬于半精加工及精加工,是保證工件加工要素的關鍵階段。因此時工件剛度低,為了減小非均勻徑向力[2]對工件的影響,在加工過程,內孔及相關要素的加工采用了一端扇形軟爪夾持,一端中心架支撐的裝夾方式,且在扇形軟爪夾持部位對應臺階內孔處,增配內襯堵頭輔助支撐,提高裝夾剛度;而外圓的加工采用了兩端堵頭頂緊的裝夾方式,增大工件夾持部位的受力面積,使徑向受力均勻,減小裝夾變形。
3.4 合理選擇刀具材料
在切削加工中,合理選擇刀具材料,對減小切削力及加工變形有重要意義。因15-5PH不銹鋼材料具有切屑不易分離、刀刃易產生積屑瘤等特點,要求刀具應具備足夠的強度、韌性和高耐磨性。而工件尺寸精度與表面質量要求較高,且壁薄易變形,要求刀具切削刃具有良好的鋒銳性。在實際加工中,內孔、外圓等要素的加工主要選用硬度、耐磨性、耐熱性和抗氧化性能以及韌性都較好的YW類硬質合金刀具。而密封槽、擋圈槽等要素的加工主要選用導熱性較好的,抗沖擊韌性較高[3]的,既不易于切屑粘結的,又可承受較大切削力的YG類硬質合金刀具。
3.5 合理選擇切削液
殼體組合壁厚薄,熱容量較小,極易在切削熱的作用下產生變形,導致高精度尺寸超差。因此,宜選用冷卻效果好的水基乳化液作為切削液,并連續充分澆注。在實際加工中,選用2號乳化油加水稀釋成乳化液作為切削液。
3.6 其他關鍵技術措施
受焊接熱變形的影響,后吊掛后端基準面的精度差,直接影響著后吊掛位置尺寸的加工精度,另外受裝夾方式限制,在車削筒體尾端面時,后吊掛被中心架擋在刀架的另一面,無法實現機內試切對刀。為提高其加工精度及加工效率,在半精加工修復筒體尾端外圓及端面基準時,要求找正后吊掛后端基準面跳動不大于0.07 mm,且在加工筒體尾端面保證后吊掛位置尺寸時,采用了余量控制法加工。首先在加工前實測后吊掛位置尺寸L,計算余量Z=L-L6+0.1(位置尺寸按中差控制,因此賦值為L6+0.1);然后建立余量試切基準刀,并對加工端面進行試切對刀;最后在機床MDI控制面板上SET/OFS→W.偏移→測量值(Z)輸入加工余量Z,實現快速精確去除余量,保證加工精度。
3.6.2 中心架裝夾問題的解決技術措施
在加工尾端筒體內孔、密封槽、擋圈槽及內側圓弧等加工要素時,受后吊掛位置的影響,采用中心架輔助支撐時存在裝夾問題,若選用規格為φ60~φ100的中心架,則存在中心架與后吊掛干涉的問題;若選用規格為φ100~φ120的中心架,則中心架支桿懸伸長,支撐剛度差,存在車削振動現象嚴重的問題。殼體組合屬薄壁長筒件,自身剛度弱,且屬于偏心件,在車削過程極易產生振動現象,因此裝夾時不宜選用同樣易產生振動的,規格為φ100~φ120的中心架作輔助支撐。在實際加工過程,選用規格為φ60~φ100的中心架進行調整,即在中心架兩肩端面上加墊厚度為8 mm,規格為60×60的墊塊,加高中心架上支撐軸承桿的位置,以此調整后吊掛與中心架之間距離,解決中心架與后吊掛干涉問題。
3.6.3 刀位“不足”的解決技術措施

圖5 刀座示意圖
3.6.4 切屑易纏入中心架軸承問題的解決技術措施
為解決切屑易纏入中心架軸承的問題,設計防屑環如圖6所示。在完成工件裝夾及找正后,在工件中心架支撐處外圓φ101上加套防屑環,并采用M4螺釘通過螺釘緊定孔固定防屑環至工件上,起到防護中心架軸承的作用,解決切屑易纏入中心架軸承的問題。

圖6 防屑環結構圖
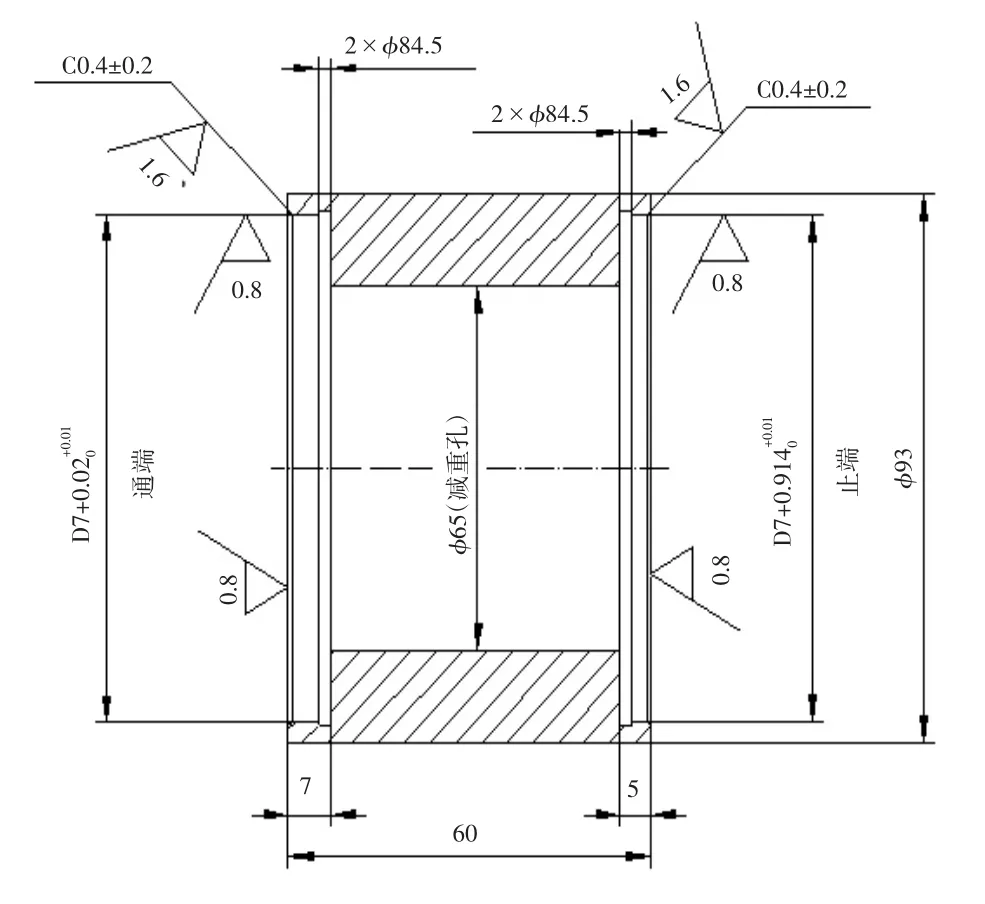
圖7 量規設計圖
4 結束語
首批殼體組合采用此工藝技術進行車削加工,全部零件的尺寸精度、表面質量及技術條件均滿足設計圖樣的要求,合格率100%,直接驗證了此工藝技術的可行性及工藝措施的有效性。通過對殼體組合零件的車削加工及現場情況分析處理,對薄壁偏心焊接件的車削加工有了比較深入的了解,積累了一定的經驗,可以為類似焊接件的車削加工提供借鑒。
參考資料:
[1]衛光偉.薄壁圓筒零件的工藝措施探析[J].裝備制造技術,2011(2):90-92.
[2]裘俊彥,陳衛紅,章磊.鋁合金薄壁筒形零件車削與夾具[J].水利電力機械,2004,26(2):47-48.
[3]黃鶴汀,吳善元.機械制造技術[M].北京:機械工業出版社,1997.
Combined Turning Technology and Measures for a Certain Type of Missile Shell
Qi Rui-tao
(AVIC thirteen Missile Factory,Luoyang Henan 471003,China)
Based on the structural characteristics and material properties of a certain type of missile shell combination,analyzes the negative factors affecting the machining precision and machining efficiency;from the design,process workpiece stiffness,clamping,cutting tools,cutting fluid to analysis,to obtain a more effective measure to solve the problem,improve the processing the quality of workpiece and machining efficiency.
thin wall;deformation;vibration;stiffness;measure
TH162
A < class="emphasis_bold">文章編號:1
1672-545X(2017)05-0100-05
2017-02-03
齊瑞濤(1985-),男,河南洛陽人,本科,工程師,主要研究方向為機械加工工藝技術。
