碗腳落料拉深沖孔復合模設計
2017-06-26 07:48:30陳鴻飛
裝備制造技術 2017年5期
陳鴻飛
(廣西機電技師學院,廣西柳州545005)
碗腳落料拉深沖孔復合模設計
陳鴻飛
(廣西機電技師學院,廣西柳州545005)
針對碗腳的結構特征進行沖壓工藝分析,采用落料、拉深、沖孔復合模結構并選擇在普通開式壓力機上一次沖壓成形,既保證了制件的尺寸精度要求,又提高了生產率,克服了原來采用落料、拉深、沖孔單工序模生產的制件質量差和生產效率低等缺點,同時為同類制件的模具設計提供了參考。
碗腳;沖壓成形;復合模設計
碗腳零件結構如圖1所示,材料為304不銹鋼或08鋼板,厚度為0.3 mm,碗腳的高度為7 mm.碗腳是日用制品不銹鋼飯碗或搪瓷飯碗的碗底,它與碗體通過碰焊形成一體,因此,碗腳上有6個碰焊熔化點(下稱焊耳)6-R1.5,碗腳的底部有內卷邊等要求。一直以來,碗腳都是采用落料、拉深、沖孔單工序來生產,碗腳的6個焊耳形狀不一,而且不在一個平面上,造成碗腳與碗體碰焊時質量難以達到要求,而改用復合模一次沖壓成形的碗腳之后,上述質量問題都達到了很好的解決。

圖1 碗腳結構
1 制件沖壓工藝分析
首先,碗腳的結構形狀屬于淺圓柱形拉深件,高度7 mm,完全可以在普通開式壓力機上沖壓成形(拉深成型);碗腳需經過落料、拉深、沖孔三道工序來完成,但如果這三道工序,分別按單工序模來生產,就需要制造三套單工序模具,制件的尺寸精度也就難以保證,生產效率很低。通過對碗腳的結構進行沖壓工藝分析,采用復合模結構[1]設計是完全可行的,即將落料、拉深、沖孔三道工序復合在一套模具上,并且分別按落料、后拉深成形、最后沖孔的順序來設計復合模具。
2 模具結構設計
2.1 模具結構圖[2]
模具結構如圖2所示,模具采用后側導柱模架,條料送料方式為從右向左送料,人工送料。落料工序設計成正裝式,即落料凹模在下模,落料工序主要由落料凹模6與落料凸模27來完成;拉深成形工序為倒裝式,拉深成形工序主要由拉深凸模8、拉深凹模27及拉深壓邊圈7來完成;沖孔工序為正裝式,沖孔工序主要由沖孔凹模8和沖孔凸10來完成;凸凹模8既是拉深的凸模又是沖孔的凹模,為了成形碗腳底部的內卷邊,將凸凹模8中作為拉深凸模的工作部分設計成R圓角,作為沖孔凹模的工作部分設計成具有30°的倒角(見圖4),經拉深、沖孔后,碗腳底部的內卷邊就自然形成了。
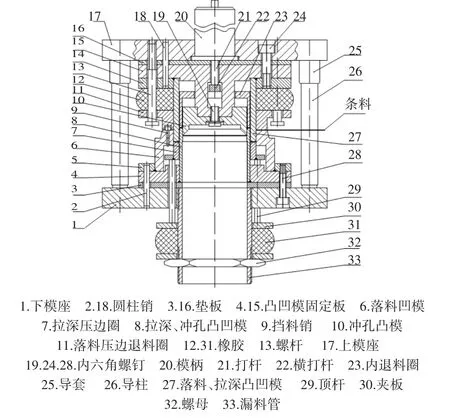
圖2 模具結構
2.2 模具工作過程
將條料沿著導料銷(圖中未畫出)由右向左送至擋料銷9,合模時,壓料圈11壓緊條料,完成落料工序,隨著上模的下行,進入拉深成形階段,此階段彈性橡膠12被壓縮,在拉深壓邊圈7與拉深凹模27將坯料壓緊的同時,拉深凸模8將坯料逐步拉入拉深凹模27中,制件拉深成形后,由沖孔凸模10與沖孔凹模8進行沖孔,沖孔廢料落入沖孔凹模8內并且在隨后的沖壓過程中被沖孔凸模10推入漏料管中而自然落下;至此,落料、拉深成形和沖孔三個沖壓工序全部完成。開模時,上模上行,箍在落料凸模27上的條料在彈性橡膠12的作用下被壓料圈11卸下;當上模將要上升到最高點時,由打料桿21通過橫打料桿22和內退料圈23將制件推出掉落在下模面上,模具便完成一次沖壓過程。若模具安裝在可傾壓機上并使其工作臺面與水平面傾斜約30°,則從上模中落下來的制件會自動滑離下模面,這樣更便于操作,提高生產率。
2.3 關鍵模具零件設計
本模具的關鍵零件主要是凸凹模27、凸凹模8和拉深壓邊圈7等,這幾個模具工作零件的加工和裝配是設計的關鍵,特別是拉深壓邊圈7的設計尤為關鍵,因此,這幾個模具工作零件都采用線切割的加工方法進行加工來保證其加工精度,然后再分別與固定板焊接成組件,這樣才便于模具的裝配。
(1)落料、拉深凸凹模27的設計,如圖3所示,凸凹模27既是落料的凸模又是拉深的凹模。
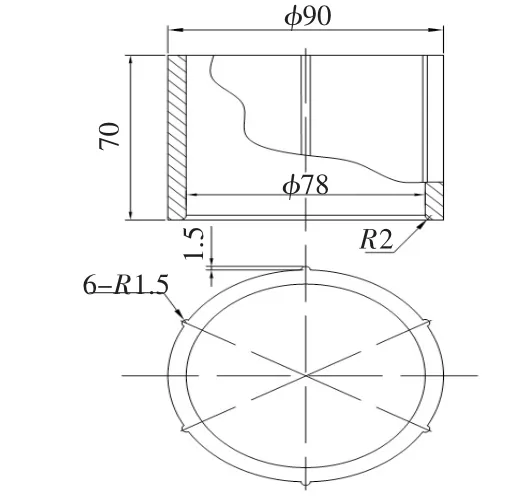
圖3 落料、拉深凸凹模(27)
(2)拉深、沖孔凸凹模8的設計,如圖4所示,凸凹模8既是拉深的凸模又是沖孔的凹模。

(3)拉深壓邊圈7的設計,如圖5所示。
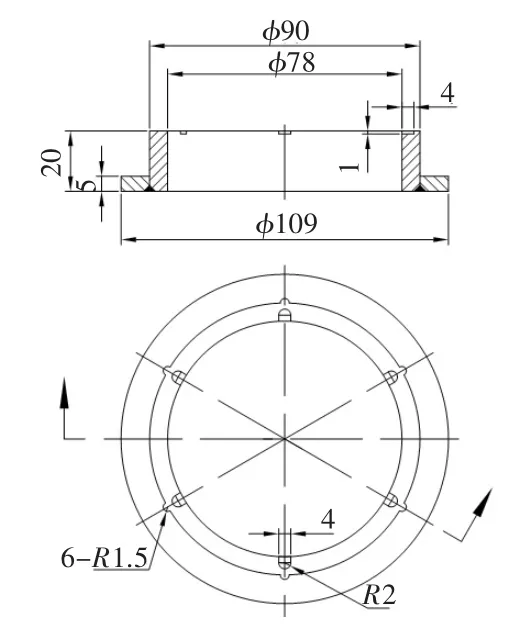
圖5 拉深壓邊圈(7)
最初該拉深壓邊圈的工作平面是沒有6處4 ×4×1 mm的淺凹坑的,在試模時發現制件上的6 -R1.5(焊耳)在拉深成形時被拉長或斷裂,導致6個焊耳的形狀和高度不一致,經過分析,原因是由于在拉深成形末期,制件筒形圓柱部分拉深成形后,6個焊耳仍被壓邊圈7壓住所致,后來在壓邊圈平面上加工出6處4×4×1 mm的凹坑(實際生產時只要保證凹坑深度大于0.1 mm即可),使制件的6個焊耳在拉深成形過程中提前脫離壓邊圈的壓邊,從而使整個制件順利成形,克服了6個焊耳被拉長或斷裂的現象,保證了整個制件的形狀尺寸符合要求。
3 結束語
本文通過對碗腳制件進行沖壓工藝分析及其復合模設計,將制件成形所需的落料、拉深、沖孔三道工序集中在一套模具上一次沖壓成形,保證了制件的尺寸精度要求,還可在一臺普通開式壓力機上進行沖壓,減少沖壓設備的占用和人力的投入,極大地提高了生產率,同時克服了原來采用落料、拉深、沖孔單工序模生產的制件質量差和生產效率低的問題,經實際生產的檢驗證明該復合模設計合理,結構緊湊,操作方便,生產率高,制件質量合格,尺寸精度達到要求,為同類制件的模具設計提供了參考。
[1]李名望.沖壓工藝與模具設計[M].2版.北京:人民郵電出版社,2009:65-68.
[2]鄭大中.模具結構圖冊[M].北京:機械工業出版社,1993:20-26.
Design of Compound Die for Blanking and Piercing of Bowl Foot
CHEN Hong-fei
(Guangxi Institute of Mechanical and Electrical Engineering,Liuzhou Guangxi 545005,China)
Aiming at the structure characteristics of bowl foot stamping process analysis,the blanking drawing punching compound die structure and selection in general open press time stamping,ensure the dimensional accuracy of the workpiece,and increase productivity,provide a reference for the design of similar parts of the mold.
bowl;stamping;die design
TG76
A < class="emphasis_bold">文章編號:1
1672-545X(2017)05-0029-03
2017-02-04
陳鴻飛(1961-),男,廣西容縣人,本科,工程師,主要從事模具設計與制造、機械設備與維修及教學工作。
