降低缸體下平面精銑工加工廢率的有效措施
2017-06-23 13:49:40張海濤
環球市場 2017年15期
張海濤
河南職業技術學院
降低缸體下平面精銑工加工廢率的有效措施
張海濤
河南職業技術學院
現階段NSE缸體生產線大量的使用了高速、大進給量的切削加工技術,是國際上生產效率比較高,比較先進的生產線。但是長期以來,如何降低缸體下平面精銑工加工廢率是面臨的一個困擾,為了提高缸體下面精銑后的表面質量,本文將著重分析探討降低缸體下平面精銑工加工廢率的有效措施,以期能為以后的實際工作起到一定的借鑒作用。
缸體下平面;精銑工加工廢率;措施
1 相關影響因素分析
1.1 末端因素一
(夾緊力不足)檢查夾具(見圖1)的夾緊裝置壓力監控表:壓力顯示值為7.1MPa。符合夾具的夾緊力要求(7±0.5)MPa。結論是非要因。
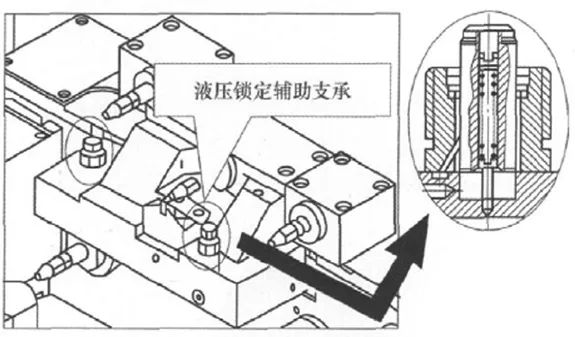
圖1
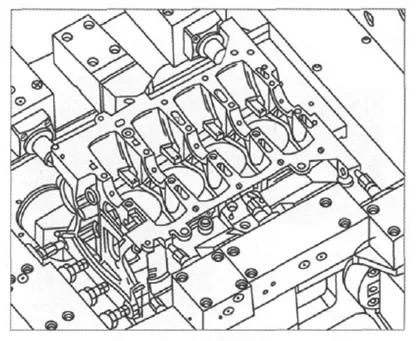
圖2
1.2 末端因素二
(輔助支承失效)1)用紅丹粉涂抹在夾具的輔助支承上(見圖2),再觀察從夾具上卸下的工件,所有輔助支承的支撐點上都留有紅丹粉痕跡,說明輔助支承支撐到位。2)檢查輔助支承的壓力監控表,液壓鎖緊力的顯示值為8.9MPa。符合夾具輔助支承的鎖緊力要求(8.5±0.5)MPa。結論是非要因。
1.3 末端因素三
(主軸跳動量大)用磁力表架、千分表檢測主軸的端面跳動量和徑向圓跳動量,測量結果0.0012~0.002mm。均符合機床主軸跳動量的精度要求(≤0.003mm)。結論是非要因。
1.4 末端因素四
(刀柄夾緊力不足)用測力儀檢測了機床主軸的蝶形彈簧對HSK刀柄的軸向拉緊力,檢測值為36.4kN。符合機床主軸對HSK刀柄的軸向拉緊力要求(≥18kN)。結論是非要因。
1.5 末端因素五
(導軌有爬行現象)用磁力表架和千分表檢測機床的X、Y、Z軸滾珠絲桿的反向間隙,測量結果0.002~0.004mm,均符合滾珠絲桿的反向間隙的精度要求(≤0.006mm)。結論是非要因。
1.6 末端因素六
(材料不合格)的確認過程:用硬度儀抽查了5臺缸體的材料硬度(在每臺缸體的下平面上選擇4個檢測點),檢測結果在HBS213--220之間。均符合材料硬度的技術要求(HBS190--241)。結論是非主要原因。
1.7 末端因素七
(修光刃安裝精度差)的確認過程:在鑄鐵測量平板上用磁力表架和千分表檢測了面鐵刀上的4個修光刃的安裝精度,對稱度在0.001--0.002mm之間;跳動量為0.0018mm。符合面銑刀修光刃的安裝精度要求(對稱度小于等于0.002mm;跳動量小于等于0.002mm)。結論是主要原因。
1.8 末端因素八
(主偏角偏大)的確認過程:拆下原來的主偏角為900的面銑刀,用一只主偏角為450的面銑刀進行刀具試驗,在切削參數不變的情況下連續加工420臺工件,只出現1臺接刀痕工廢(實際Rmax值為26Nm,超過20Nm的技術要求),工廢率為0.23%,小于QC活動前的工廢率。結論是主要原因。
1.9 末端因素九
(進給量偏大)的確認過程:將面鐵刀的進給量由原來的2150mMmin降低為1800mm--min,連續加工420臺工件,只出現1臺接刀痕工廢(實際Rmax值為24am,超出20Nm的技術標準),工廢率為0.23%,小于QC活動前的工廢率。結論是主要原因。
1.10 末端因素十
(走刀路徑不合理)的確認過程。由于缸體下平面的接刀痕的位置都是集中在A區域,而原來的走刀軌跡是面銑刀要在該區域進行兩次900的高速變向,在變向過程中容易出現過切現象,形成接刀痕。所以通過修改面銑刀的加工程序,嘗試了新的走刀路徑:讓面銑刀在A區域能夠有切出、切入工件的過程,提高修光刃的光整效果,達到消除接刀痕的目的。在切削參數不變的情況下,連續加工420臺工件,沒有出現接刀痕工廢。結論是主要原因。
2 降低缸體下平面精銑工加工廢率的措施
根據相關試驗最終確認導致缸體下平面精銑接刀痕質量問題主要有進給路徑不合理、進給量偏大和主偏角偏大引起,針對這些要因,本文提出了一些提高的有效措施。
2.1 為了提高修光刃的光整效果,讓面銑刀在A區域能夠有切出工件和切入工件的過程,修改面銑刀進給路徑的加工程序,系統為SIMENS840D。
2.2 為了提高切削的平穩性,在銑刀盤進給量不變的情況下,面銑刀的刀齒數由24齒改為28齒,每齒進給量由0.15mm/z減少到0.13mm/z。
2.3 為了爭搶刀片的抗振性,面銑刀的徑向切削力下降30%,面銑刀的主偏角由90°修改為45°。
2.4 為了使刀具在刀片單價不變的情況下消耗降低50%,可轉為刀片的形狀由四邊形修改為八邊形,刀片的切削刃數量增加一倍。
[1]周文.發動機缸體高速加工工藝設計與研究[D].燕山大學,2006.
[2]雷鋒杰.汽車發動機缸體加工變形分析與精度控制研究[D].上海交通大學,2012.
[3]房長興,羅和平,高志永,張瑜.發動機缸體加工工藝研究[J].機械設計與制造,2013,03:262-264.