紗線張力自動控制與檢測試驗平臺
2017-06-22 14:48:48邱海飛
絲綢 2017年6期
關鍵詞:檢測
邱 海 飛
(西京學院 機械工程學院,西安 710123)
紗線張力自動控制與檢測試驗平臺
邱 海 飛
(西京學院 機械工程學院,西安 710123)
針對實際紗線張力測試過程的難度及復雜性,以織機系統紗線張力成因為導引,分析了送經-卷取機構的組成和運動機理。借助數字化樣機和3D打印技術,設計了一種送經-開口-卷取機構簡化模型。通過壓力傳感器、單片機及C語言編程設計開發了紗線張力閉環反饋控制模塊,利用PWM波脈寬調制方式對送經-卷取電機進行驅動和調速,使紗線張力在允許范圍內保持動態穩定。搭建形成了一套可實現動態紗線張力模擬、檢測與控制的試驗平臺,通過紗線張力數據采集與實時調節,驗證了傳動機構和控制系統的可行性。為紗線張力測試技術的改進與創新提供了支持。
織機;紗線張力;PWM波;3D打印;檢測;調速;控制
紗線張力是影響織造效率和織物質量的重要因素。織機運行時,隨著開口機構的往復運動,紗線張力也隨之發生周期性變化[1]。為了保持織機系統的穩定運行,需要對紗線張力進行測試,并根據測試結果對其進行實時控制與調節。傳統的紗線張力測試須以實際織機為平臺,測試過程復雜、難度大且成本高[2],不利于張力數據的提取與分析。
實際織造過程中,影響紗線張力的因素復雜多樣,準確檢測和控制紗線張力是保證織造系統穩定運行的重要基礎。本文開發建立了一種針對動態紗線張力模擬、控制與檢測的試驗平臺,為紗線張力測試技術的改進與實際應用提供了新的思路。
1 動態紗線張力
織機運行過程中,由于打緯、開口運動及其他因素的影響,紗線張力處于不停的波動狀態,這種具有周期性變化規律的紗線張力即為動態張力。相對于上機張力(靜態張力),動態紗線張力更為復雜。如圖1所示,當綜框以速度v1、v2上下運動時,由于受到打緯﹑開口﹑送經﹑卷取及后梁擺動等過程的綜合作用,使得織軸上引出點到織口的紗線長度發生改變[3],并使紗線產生一定的形變和張力(F1、F2、F3、F4),再加之機件變形、摩擦阻力及各運動機構的動力影響[4],使得實際當中動態紗線張力的變化相當復雜。

圖1 紗線張力分解Fig.1 Decomposition of yarn tension
梭口形成過程中,如果紗線張力過大,會導致紗線疲勞斷頭,影響織造效率[5];而張力不足又會造成梭口不清,易使布面形成疵點,影響織物質量。因此,為了保證織造效率,提高織物質量和織機系統穩定性,實際工況下,需要對不斷變化的動態紗線張力進行實時檢測與精確控制。
2 送經-卷取機構
2.1 傳動系統組成
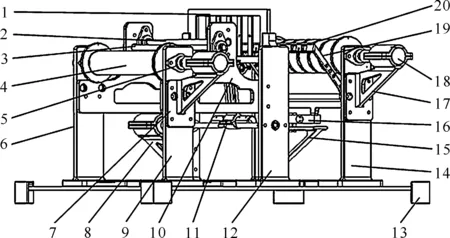
電子式送經-卷取機構是實際當中常見的一類紗線輸送系統。圖2所示為某型噴氣織機送經-卷取機構傳動系統,主要由織軸、卷布輥、驅動電機、減速齒輪、蝸輪蝸桿等構成[2]。織機啟動運行時,送經電機和卷取電機在控制系統作用下同步運行,并通過一系列減速環節將動力傳遞至織軸與卷布輥。
1-送經電機;2、3、4、5-送經減速齒輪;6、7-送經蝸桿、蝸輪;8、9-邊盤傳動齒輪;10-織軸;11-邊盤;12-活動后梁;13、14-綜框;15-紗線;16-胸梁;17-摩擦輥;18、19-導布輥;20-卷布輥;21、22、23、24-卷取傳動齒輪;25、26-卷取蝸輪、蝸桿;27、28-卷取減速齒輪;29-卷取電機圖2 電子式送經-卷取機構Fig.2 Electronic mechanism of let-off and take-up
織機運行過程中,紗線張力大小與織軸和卷布輥的運動密切相關[6]。為了避免紗線張力波動過大,需要對送經電機和卷取電機進行實時調速,將紗線張力變化控制在恒定范圍內,以使織造生產正常運行。
2.2 運動原理分析
為了減小紗線張力波動,要求送經運動與卷取運動保持高度協調配合。織造進行時,織軸與卷布輥運動緩慢,驅動電機通過減速裝置將動力傳遞至織軸和卷布輥,控制系統根據緯密、織造工藝及外部干擾等因素實時調節電機轉速[7],并使每一緯的送經量和卷取量保持協調,以此來實現紗線張力的調節。
隨著織造過程的進行,織軸直徑將逐漸縮小,送經機構電機以一定轉速驅動織軸運動,使經紗以一定線速度從織軸上退繞而下[2]。根據織造產品工藝要求,織軸送經量與織物緯密及成布率存在一定關系,且經紗每緯送出長度L的計算方法如下式所示。
(1)
式中:K為綜框運動引起的經紗收縮率,%;Sw為織物緯密度,根/10cm;Rs為織軸半徑,mm;θs為送經電機每一緯轉動弧度,rad。
隨著織軸直徑的減小,其運動轉速會逐漸增大。假設送經電機與織軸減速比為is,織機主軸轉速為nz,則送經電機轉速ns可按下式進行計算。
(2)
分析式(2)可知,送經電機轉速ns與織物緯密Sw和織軸半徑Rs的乘積成反比,而與織機主軸轉速nz成正比。
按照不同布料織造工藝要求,卷取機構要以穩定速度將織好的織物牽引離開織口,且牽引過程中應保證緯密不變[7-8]。為使經紗張力波動范圍小,可認為紗線在每緯的送出量與卷入量近似相等,即Rsθs=Rjθj,其中Rj為卷布輥半徑,θj為卷取電機每一緯轉動弧度。假設卷取電機與卷布輥的減速比為ij,則有如下式所示的卷取電機轉速nj。
(3)
同樣可知,卷取電機轉速nj與織物緯密Sw和卷布輥半徑Rj的乘積成反比,而與織機主軸轉速nz成正比。
為了避免織造過程中紗線張力波動較大,可由式(1)(2)(3)計算相關參數,并根據織造工藝和緯密要求對紗線張力進行實時控制,使送經運動與卷取運動的電機轉速保持高度協調配合,從而有效減少紗線斷頭和布面疵點等不利影響。
3 軟硬件設計開發
3.1 數字樣機
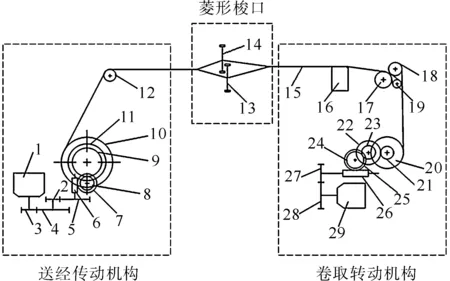
為了便于紗線張力模擬與檢測,對圖2所示電子式送經-卷取機構進行簡化。圖3所示為試驗用紗線張力控制與檢測裝置結構圖,利用12 V直流電機直接驅動曲軸、卷布輥和織軸,并通過壓力傳感器采集動態紗線張力數據。整個裝置共包括50多個零部件,其中軸承、軸承支座、聯軸器及緊固件等均采用標準件,其余零部件根據裝置結構及功能要求進行設計。
1-綜框;2-胸梁;3-導布輥;4-卷布輥;5-軸承座;7、8、17-電機支架;6、9、12、14-支架;10-輥子支架;11-曲軸;13-調平座;15-傳感器支座;16-壓力傳感器;18-直流電機;19-壓紗架;20-織軸圖3 樣機結構組成Fig.3 Composition of prototype structure
在CREO 3.0平臺上設計圖3所示結構的數字樣機模型。根據結構尺寸建立各零部件三維模型,并對所有零部件進行虛擬裝配設計,最終建立如圖4所示的數字樣機總裝模型。在三維數字樣機設計過程中,需要進行大量模型分析與驗證工作,如相位設定、材料加載、約束定義、自由度分析及運動仿真等[9],同時還要綜合考慮各零部件之間的裝配尺寸和運動配合關系,避免出現干涉、碰撞等問題。
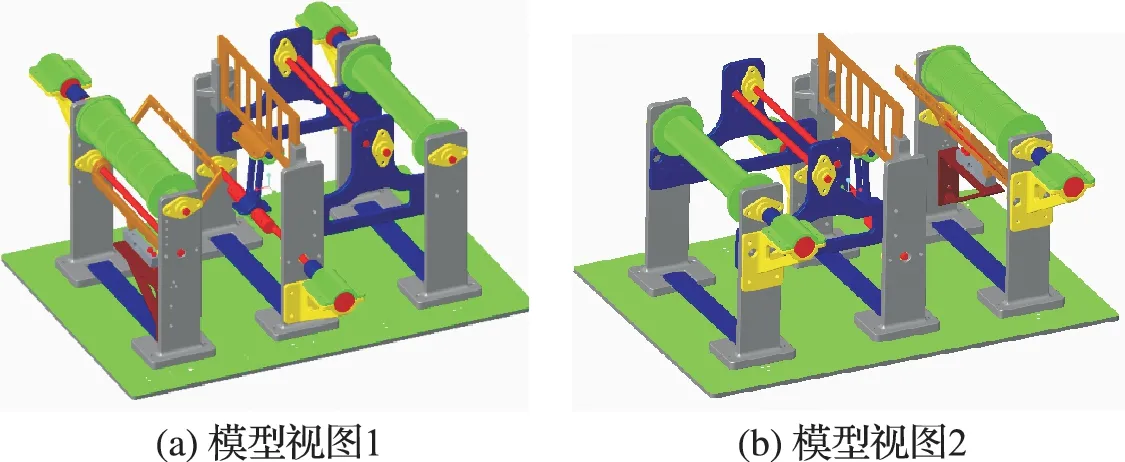
圖4 數字樣機總裝模型Fig.4 Assembly model of digital prototype
3.2 模型3D打印
采用工業級3D打印機(Dimension Elite)制作關鍵零部件及非標件,如曲軸、綜框、支架等。Dimension Elite 3D打印機采用FDM熔融堆積成型工藝,打印過程由模型材料與支撐材料交疊鋪層,其中模型材料為ABS工程塑料,支撐材料為水溶性塑料(可通過NaOH溶液溶解)。該機器成型精度:80 μm;切片厚度:0.178/0.254 mm;最大成型尺寸:203 mm×203 mm×305 mm。
將CREO環境下的零部件三維模型轉化為.STL格式,并通過數據接口程序導入Catalyst EX控制軟件進行工藝處理。對于強度和剛度性能要求較高的軸類零件,采用實心打印,切片厚度設置為0.178 mm;其余零部件視具體結構選用疏松-低密度、疏松-高密度或實心打印,切片厚度選用0.254 mm或0.178 mm。對于裝配件,打印時要求預留0.5~0.7 mm的裝配間隙[10],以保證各運動零部件可以相對運動。
綜框支撐材料計算和切片處理如圖5所示,其中紅色區域為實際打印模型,灰色區域為支撐材料。切片處理及相關參數設置完成后,將打印工藝數據添加至模型包中,并放置在可打印范圍內等待打印。圖6為四個零部件的模型包批量打印,總共使用38.74 cm3的模型材料和22.62 cm3的支撐材料,預計打印時間6 h 1 min。
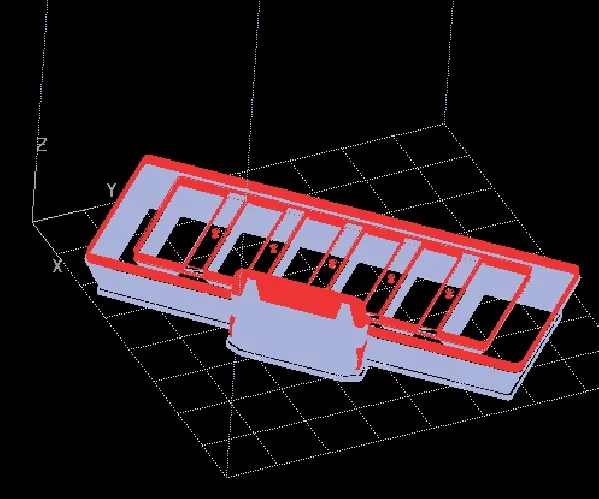
圖5 支撐計算與切片處理Fig.5 Support calculating and slice process
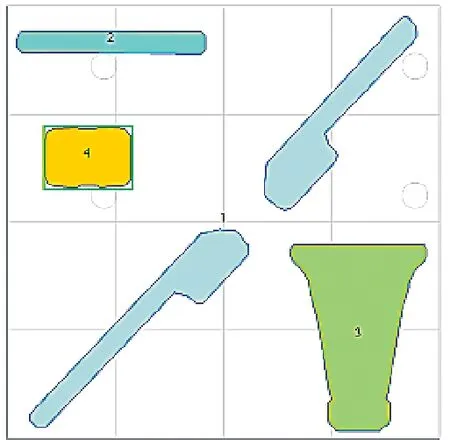
圖6 模型包設置Fig.6 Setup of model package
3D打印結束后,需要對打印件進行一系列后處理。如圖7所示,首先從密封腔室取出3D打印件,然后將其浸泡在裝有NaOH溶液的超聲波加熱設備中溶解支撐材料,待支撐材料完全溶解后,取出3D打印模型晾干并進行打磨、噴漆及再加工等處理,最后根據數字樣機結構對各零部件進行組裝。

圖7 3D打印與工藝后處理Fig.7 3D printing and post-processing technology
3.3 控制模塊開發
以紗線張力為控制對象、電機轉速為控制量,通過脈寬調制的方式分別對送經、卷取電機進行壓比調速。其基本原理是利用壓力傳感器將紗線張力轉化為0~4.3 V電壓信號并反饋到單片機,再由CPU實時判斷處理所采集的紗線張力數據,然后輸出適量PWM(Pulse Width Modulation)波驅動送經與卷取直流電動機進行轉速調節,以此來實現紗線張力的動態控制與穩定。
為了保證紗線張力恒定和緯密均勻,采用閉環控制系統對紗線張力進行實時定量補償[11]。如圖8所示,首先給定一個紗線張力輸入初值Y(t0),同時在控制器中預定義允許的張力波動范圍,當系統檢測到輸入張力值超出波動范圍上、下限時,控制器通過D/A模塊將數字量轉化為對應模擬量,執行機構根據模擬量大小對被控對象(紗線張力)進行調節,然后由傳感器實時采集紗線張力輸出值Y(t1),并將Y(t1)轉化為電壓量,再由A/D模塊將電壓量轉化為數字量Yn并與Y(t0)進行比較,最后將張力差值ey實時反饋給控制器繼續進行張力調節。

圖8 控制原理示意Fig.8 Control schematic diagram
紗線張力閉環控制系統硬件電路結構由六部分組成,主要包括主控單片機STC12C5A60S2、DC-DC直流降壓電路、LCD12864顯示屏、橋式壓力傳感器HX711、L298n兩路直流電機驅動模塊,如圖9所示。其中,核心硬件HX711模塊是24位A/D轉換芯片,主要用于紗線張力采集和A/D轉化,該芯片與STC12C5A60S2(MCU)主控單元相連,數據傳遞和控制信號由管腳驅動,具有集成度高、響應快、抗干擾性強等優點。
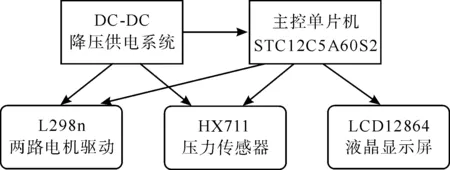
圖9 控制原理示意Fig.9 Structure composition of hardware circuit
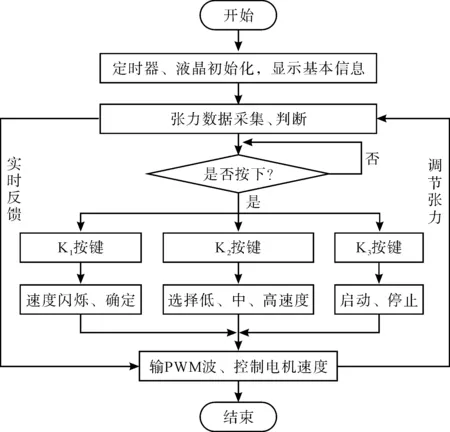
圖10 控制程序流程Fig.10 Flow chart of control program
紗線張力數據采集與控制流程如圖10所示,單片機通電后,所有指示燈亮起表示系統正常供電,數據采集系統開始工作,同時液晶屏顯示基本信息;當蜂鳴器響起時,表示控制程序已經進入主函數,開始采集紗線張力初值,然后按鍵(K1、K2、K3)選擇相關功能,接著控制處理器輸出適量PWM波信號驅動送經-卷取電機開始轉動。與此同時,張力檢測裝置將采集到的張力值實時反饋給處理器,處理器根據反饋數據再次輸出PWM波信號,以此來繼續調節電機轉速,使紗線張力變化恒定在動態范圍內。
在Keil uVision4軟件環境中編寫C語言控制程序,如圖11所示。根據紗線張力控制與檢測要求,設計編寫相關邏輯、時序及功能指令代碼,并在編譯和調試成功后將程序上傳至硬件開發電路板。
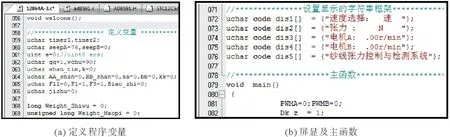
圖11 程序調試與編譯Fig.11 Program debugging and compilation
4 試驗平臺
將試驗用單根紗線穿過綜框纏繞在織軸和卷布輥之上,如圖12所示。根據實際織造工藝,要求纏繞的紗線具有一定上機張力(靜態張力)[12]。將3D打印組裝模型與程序開發板及相關電子元器件進行連接,最終搭建紗線張力控制與檢測試驗平臺(圖13)。在此平臺上,實現了紗線張力的模擬與檢測,同時可通過控制送經和卷取機構電機轉速,對動態紗線張力進行數據采集和實時調節。
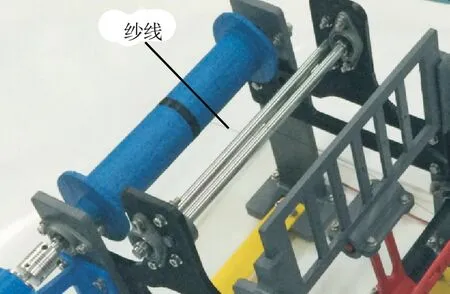
圖12 單根上機紗線Fig.12 Single yarn on the model
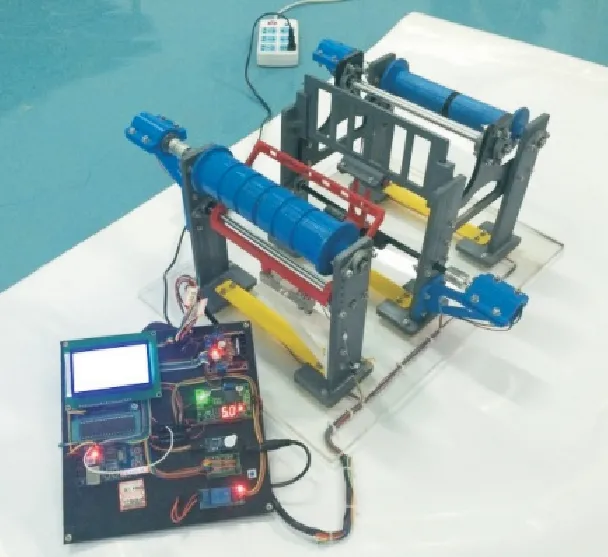
圖13 試驗平臺總裝模型Fig.13 Assembly model of testing platform
該試驗平臺不僅能夠實時監測系統工作狀態,而且可以方便、直觀地獲得紗線張力測試結果。系統通電開機后,LCD液晶屏首先顯示基本信息界面,按下電動機控制開關按鈕,開口、送經和卷取機構啟動運行,紗線開始逐漸從織軸退繞而下,并經過運動狀態下的綜框纏繞在卷布輥之上。與此同時,控制系統進入主程序,LCD屏顯示各控制量和實時數據,如圖14所示。當紗線張力出現波動時,屏幕上的電機轉速也隨之發生變化,以此來對紗線張力進行控制,使其穩定在動態可控范圍內。
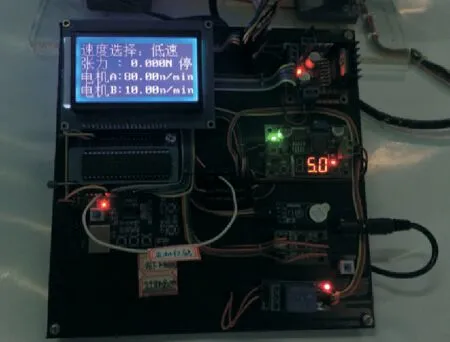
圖14 控制及顯示模塊Fig.14 Control and display module
5 結 語
現代測試技術的發展日新月異,紗線張力檢測手段也在不斷改進與創新。通過數字樣機、3D打印、單片機和C語言編程開發建立的這種紗線張力控制與檢測試驗平臺,不僅操作簡單、成本低廉,而且反應靈敏、性能穩定,可以方便、快捷地實現紗線張力的實時控制與檢測,擺脫了以往測試過程對于織機物理樣機的依賴,有效降低了紗線張力的檢測成本和技術難度,為實際工況下的紗線張力測試、調節提供了新的技術思路。
另一方面,該試驗平臺主要是通過送經和卷取系統的電機調速來實現紗線張力檢測,在此基礎上驗證傳動機構、控制程序、張力數據采集等環節的可行性及有效性。考慮到與實際織機系統的結構差異,該平臺上的紗線張力檢測尚不能完全等效于實際工況,特別是復雜織造工藝下的紗線張力檢測與調節,因此,該平臺在結構與功能方面還存在很大改進空間,后續研究有必要對其進行進一步完善和深度開發,從而更加精確地逼近實際紗線張力檢測過程。
[1]來震.織機經紗張力模型的建立和分析[J].絲綢,2004(8):34-37. LAI Zhen. Building and analysis about tension model of warp yarn[J]. Journal of Silk,2004(8):34-37.
[2]吳綏菊,季曉雷.織機經紗動態張力的數字化測試方法[J].上海紡織科技,2003,31(6):22-23. WU Suiju, JI Xiaolei. A digital testing method for weaving warp dynamic tension[J]. Shanghai Textile Science & Technology,2003,31(6):22-23.
[3]邱海飛.織機送經-卷取機構聯合仿真分析[J].上海紡織科技,2016,44(6):11-12. QIU Haifei. Co-simulation analysis of let-off and take-up mechanism for loom[J]. Shanghai Textile Science & Technology,2016,44(6):11-12.
[4]SHIN Jae Kyun, KWAK Sang Won. Warp tension simulation using a general-purpose multibody dynamics program[C]// Proceedings of the Textile Institute 83rd World Conference,2004.
[5]陸綜源.織造經紗張力淺論[J].紡織器材,2015,42(1):64-66. LU Zongyuan. My tension view on warp tension[J]. Textile Accessories,2015,42(1):64-66.
[6]邱海飛,王益軒.噴氣織機電子送經卷取機構虛擬樣機開發[J].機械傳動,2014,38(7):161-163. QIU Haifei, WANG Yixuan. Development of the virtual prototype ofelectronic let-off and take-up mechanism of air jet loom[J]. Journal of Mechanical Transmission,2014,38(7):161-163.
[7]崔鴻鈞,李麗君,陳愛香.現代機織技術[M].上海:東華大學出版社,2010:217-221. CUI Hongjun, LI Lijun, CHEN Aixiang. Technology of Modern Weaving[M]. Shanghai: Donghua University Press,2010:217-221.
[8]姚穆,周錦芳,黃淑珍,等.紡織材料學[M].北京:中國紡織出版社,1980. YAO Mu, ZHOU Jinfang, HUANG Shuzhen, et al. Textile Materials [M]. Beijing: China Textile Press,1980.
[9]詹友剛.CREO3.0機械設計教程[M].北京:機械工業出版社,2014. ZHAN Yougang. Mechanical Design Course of CREO 3.0[M]. Beijing: China Machine Press,2014.
[10]余世浩,周勝.3D打印成型方向和分層厚度的優化[J].塑性工程學報,2015,22(6):7-10. YU Shihao, ZHOU Sheng. Optimizing of forming direction and slicing thickness in 3D printing[J]. Journal of Plasticity Engineering,2015,22(6):7-10.
[11]徐福林.噴氣織機經紗恒張力控制技術[J].紡織器材,2006,33(S2):11-14. XU Fulin. Application of meganeto flex pick-up in constant tension control of warp yarn of jet loom[J]. Textile Accessories,2006,33(S2):11-14.
[12]邱海飛,王益軒.基于虛擬樣機技術的經紗張力仿真與分析[J].紡織學報,2011,32(1):119-123. QIU Haifei, WANG Yixuan. Simulation and analysis of warp tension based on virtual prototyping[J]. Journal of Textile Research,2011,32(1):119-123.
A testing platform of auto-control and detection for yarn tension
QIU Haifei
(College of Mechanical Engineering, Xijing University, Xi’an 710123, China)
In view of the difficulty and complexity in actual process of yarn tension testing, the composition and movement principle of let-off and take-up mechanism were analyzed, which was based on the origin of yarn tension. With the aid of digital prototype and 3D printing technology, a simplified model of the mechanism composited by let-off, shedding and take-up was designed. A closed-loop feedback control module of yarn tension was designed and developed with pressure sensor, single chip microcomputer and C language programming, and the PWM wave was used to drive and regulate the speed of let-off and take-up motor, to keep the yarn tension dynamically stable within the allowed scope. A testing platform for simulation, detection and control of yarn tension was established, and the feasibility of the transmission mechanism and control system was verified through data acquisition and real-time adjustment of yarn tension. This provides a support for technique improvement and innovation of yarn tension testing.
loom; yarn tension; PWM wave; 3D printing; detection; speed regulation; control
10.3969/j.issn.1001-7003.2017.06.006
2016-10-05;
2017-05-04
陜西省教育廳科研計劃項目(15JK2177);西京學院科研基金項目(XJ150216)
邱海飛(1983—),男,講師,主要從事機電產品數字化設計與開發、機械系統動態設計。
TS103.3;TH128
A
1001-7003(2017)06-0027-06 引用頁碼: 061106
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
