EPC模式下反應堆壓力容器業主方制造質量管控策略探討
2017-06-19 23:57:18崔遜波張國偉江臘濤
科技創新導報 2017年6期
崔遜波+張國偉+江臘濤
摘 要:設備質量是核電機組安全高效運行的重要影響因素。針對EPC模式下如何開展業主方設備制造質量管控的問題,以華龍一號反應堆壓力容器設備為例,分別從設計改進、制造難點和經驗反饋進行了分析,總結了制造質量管控的策略。實踐證明,通過有效的管控策略,可以實現業主方的質量和進度目標,對后續機組具有一定的參考價值。
關鍵詞:EPC模式 業主方 質量管控 反應堆壓力容器
中圖分類號:TL35 文獻標識碼:A 文章編號:1674-098X(2017)02(c)-0076-05
Abstract:Equipment quality is an important influence factor for the safety and efficiency of the operation of nuclear power units. To solve the problem how to control the quality of the equipment by the owner under EPC mode, In this paper, taking the reactor pressure vessel of HPR for example, design improvements manufacturing difficulties and experience feedbacks is analyzed, the strategy of quality control to the owner is concluded. It has certain reference value for the follow-up unit.
Key Words:EPC mode; Owner; Quality control; Reactor pressure vessel
華龍一號(福清核電5、6號機組)采用的是業主負責制下的工程總承包(EPC)模式,EPC模式下業主單位將項目的設計、采購、施工等全部工作委托給總承包單位負責,中國核電工程有限公司是該項目的總承包單位,福清核電有限公司是業主公司。中國核電工程有限公司依據總承包合同參與核電工程從設計到調試階段的相關工作,并受福清核電有限公司的監管。
1 EPC模式下業主方的質量管控的特點
中華人民共和國民用核設施安全監督管理條例(HAF001)規定,核設施營運單位(核電業主公司)直接負責所營運的核設施安全,其主要職責包括對所營運的核設施安全、核材料安全、工作人員和群眾以及環境安全承擔責任。這就決定了業主公司不僅在運行階段,在建設階段同樣要負責直接的核安全責任[1]。同時從經濟性角度考慮,業主方要實現安全可靠的運行和合理運行維護費用,而良好的設備質量是落實責任和目標的途徑[2]。另外現階段EPC在核電工程的應用處于起步階段,沒有經驗可循,總承包單位的項目管理水平也還需要進一步提高。
由于業主在項目管理中處于主導地位,其質量管理方法和控制措施對項目的質量管理工作起著統領全局的作用,決定了能否達到預定的質量目標。由于EPC模式的特點,業主的質量管控的人力資源數量相對常規模式精干很多,該種模式下業主對工程質量管控的側重點也應該有很大區別[3]。因此必須要準確地把握質量控制要點,對重要設備關鍵工序質量進行監督和控制,保障設備質量和交貨期。
2 反應堆壓力容器制造質量控制分析
2.1 華龍一號與M310的差異分析
反應堆壓力容器是核電廠的重要部件,用于容納堆內構件、堆芯燃料組件、控制棒組件及其他組件,它是一回路冷卻劑的壓力邊界。由于其功能的特殊性,在核電廠運行壽期內不可更換,制造技術標準高、難度大、周期長成為RPV制造的最突出特點[6]。與M310機組相比,華龍一號的壓力容器尺寸更大,材料要求提高,制造難度增大。主要改進體現在如下幾個方面。
(1)設計壽命延長。反應堆壓力容器壽期的主要因素是材料壽期末的參考無延性轉變溫度(RTNDT)以及上平臺能量決定的。華龍一號的設計壽命由40年延長到60年,主要是通過降低材料輻照敏感元素含量、初始RTNDT和壽期內堆芯段筒體材料受到的中子注量三個途徑實現的[5-6]。與M310相比,華龍一號堆芯筒體內徑增加,吊籃外表面與筒體內表面間的水隙由245.1 mm增加到295 mm,降低了反應堆壓力容器內表面快中子注量。同時華龍一號對堆芯區鍛件材料的Cu、P、S等輻照脆化敏感元素含量控制要求更嚴,同時提高堆芯段筒體鍛件以及相鄰焊縫金屬的韌性要求。比如:堆芯筒體鍛件的RTNDT要求,M310為RTNDT≤-20 ℃,而華龍一號為RTNDT≤-23.3 ℃。
(2)尺寸和重量增加。華龍一號堆芯燃料組件數量由155組增加到177組,堆芯筒體內徑3 989 mm增加到4 340 mm,同時筒體壁厚由204 mm增加至220 mm,導致整體壓力容器的尺寸和重量都有一定的增加,同時主螺栓數量也由58顆增加到60顆。
(3)堆內測量方式改變。堆內測量主要監測堆芯溫度、堆芯中子注量率和壓力容器水位。M310機組的壓力容器底部有50組貫穿件,通過指套管的結構形式進行密封,用來測量中子注量率和水位,頂部有4組熱電偶管座。而華龍一號壓力容器取消底部貫穿件結構,通過頂蓋上的12組堆內測量貫穿件將探測元件引入堆內,消除了因底封頭貫穿件發生泄漏導致冷卻劑喪失事故和堆芯裸露的可能性。
(4)堆頂支承方式的改變。M310機組頂蓋布置了3個吊耳和1個通風罩支承組件,華龍一號的頂蓋取消通風罩支承,設置12個堆頂結構支承臺(含3個吊耳),與一體化堆頂結構相適應。
2.2 華龍一號RPV的制造流程和難點
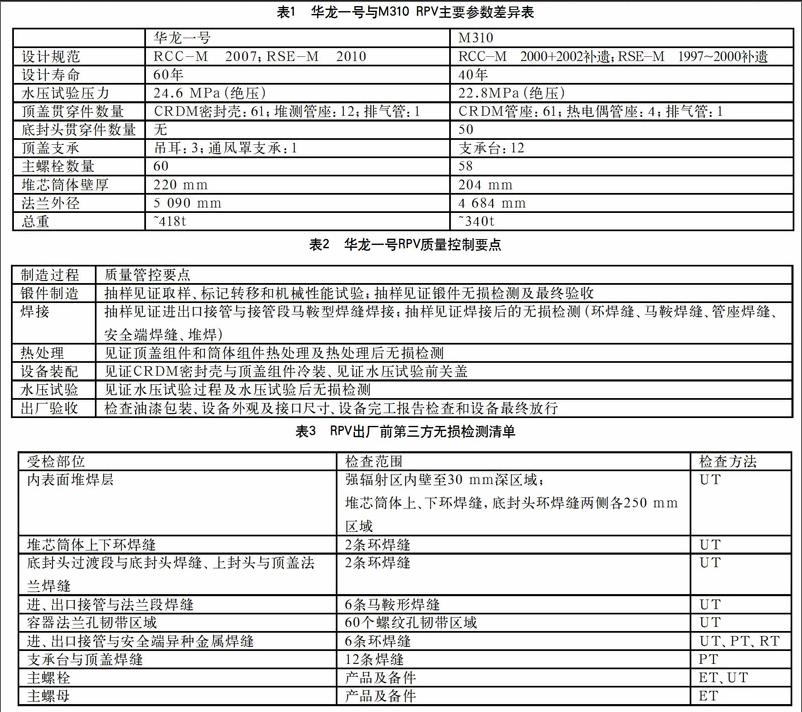
壓力容器的制造過程大概可以分為鍛件制造、鍛件內壁堆焊和機加工、裝配組焊、精加工、總裝和水壓試驗幾個主要步驟[7],見圖1。
鍛件制造主要包括冶煉、澆鑄、鍛造、熱處理、機加工和相應的機械性能、無損檢測等工序。鍛件制造的重點是頂蓋、封頭、法蘭接管段、過渡段、堆芯筒體等鍛件的冶煉、鍛造和熱處理環節,這些環節的問題會導致鍛件的力學性能、化學成分和無損檢測難以滿足技術文件的要求。
焊接技術重點是窄間隙大厚度環焊縫焊接,進出口接管與接管段馬鞍型焊縫焊接,筒體、封頭、密封面的大面積不銹鋼堆焊,接管與安全端的焊接,控制棒驅動機構密封殼、堆芯測量管座等貫穿件焊接工作等。
機加工技術重點是頂蓋和筒體密封面、密封槽的高精度加工,頂蓋管座孔的精密定位與加工,堆芯測量管座和主螺栓的深孔加工等。
裝配工作重點是6個進出口接管組焊前的裝配、61個控制棒驅動機構密封殼和12個堆芯測量管座貫穿件的冷裝、水壓試驗前后頂蓋與筒體的密封和解密封工作等。
2.3 制造階段的經驗反饋
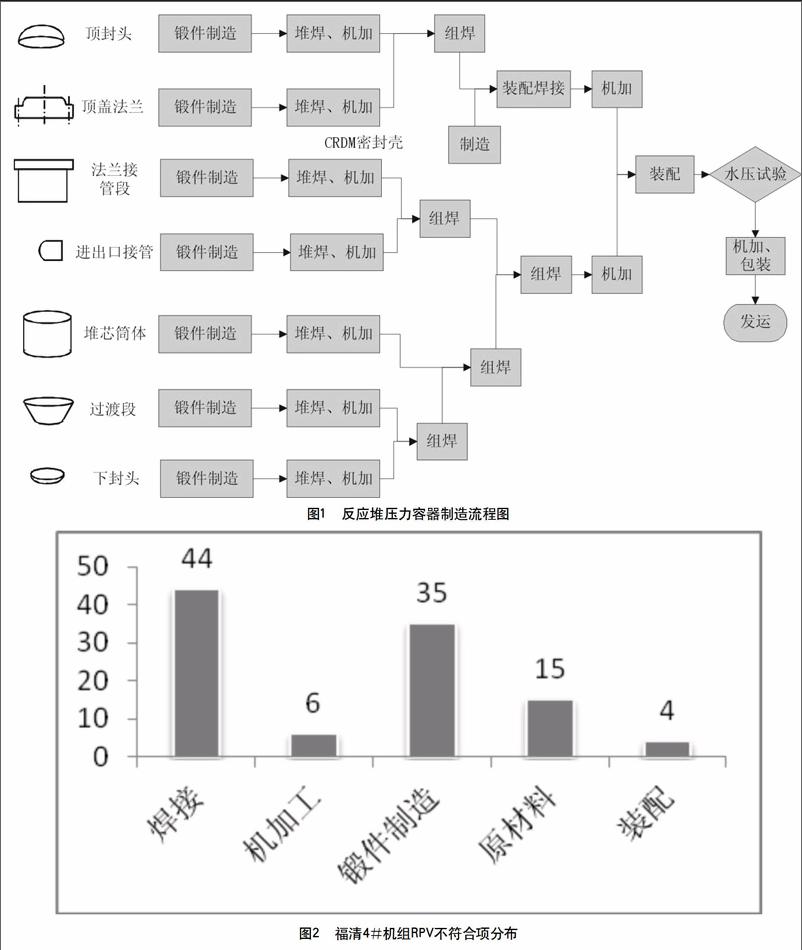
對前期項目的制造階段的不符合項進行梳理,將不符合項按制造環節和偏差類型進行統計分析,確定出制造階段反應堆壓力容器容易發生問題的環節,為做好質量管控工作提供參考和指導。通過對福清4#機組的內外部不符合項進行分析發現,不符合項主要集中在原材料、鍛件制造和焊接等環節,見圖2。
鍛件制造階段不符合項主要是鍛件的機械性能、無損檢測、表面質量和尺寸不能滿足技術文件要求,一般通過返工或者報廢等方式處理,多為內部不符合項。這個階段的不符合項通常發現較晚,報廢后重新投料會對設備工期產生較大的影響,需要關注法蘭接管段等關鍵鍛件的制造情況。
焊接階段不符合項主要通過后續的PT、UT、MT等無損檢測工序來發現,焊接缺陷一般可以進行返修,要防止焊接缺陷沒有及時發現的情況發生。
原材料缺陷也是構成NCR的重要組成部分,主要包括表面質量、尺寸超差、性能不合格以及材料使用錯誤等。常見的表面質量缺陷包括主螺栓、主螺母磷化層的磕傷,CRDM密封殼表面磕傷,鍛件和堆焊層的表面磕傷等。
機加工和裝配缺陷雖然數量較少,但一般不滿足圖紙的尺寸要求,多為外部不符合項,處理流程相對較長。
2.4 同類項目的現場反饋
在前期項目中,反應堆壓力容器由于設備質量問題影響現場進度已多次發生,主要集中在制造階段的焊縫缺陷未被檢出或者已檢出但是不滿足役前檢查標準。不完全統計主要包括接管與接管段馬鞍焊縫超標缺陷2次、接管與安全端焊縫超過役前檢查標準缺陷2次和堆芯筒體與過渡段堆焊層超標缺陷1次。缺陷的發現反映了壓力容器等主設備質量控制和驗收存在漏洞,同時現場缺陷的處理由于受制于空間狹窄、機器設備和熱處理條件限制等,處理難度大。如果在制造階段能加強控制,提前發現,及時地對缺陷開展修復和處理,就能有效消除對項目進度和機組后續運行影響。
3 業主質量管控的策略
在EPC總承包模式下,業主應該定位于檢查監督和關鍵點把關上,以充分發揮EPC總承包商的作用和能力,并保證由其承擔質量責任。結合福清核電的實踐,提出了加強總包方的監督管理,關鍵工序開展業主方直接的質量控制,充分利用生產人員的技術優勢和在出廠前開展出廠前第三方設備無損檢測的管控策略。
3.1 總包方的質量監督管理
業主方通過對質量計劃進行審查,對質量計劃的完整性和正確性進行確認,同時檢查總包方和制造廠是否設置了合理和充分的見證點。通過監督總包方的對審查意見落實,確保總包方對制造階段的質量控制全覆蓋。
另外業主方應對監造人員資格進行檢查,確保具備相應的資質、能力和經驗。同時對于監造有效性情況,業主可以在協調會、見證點檢查和監督巡查期間,對監造人員工作進行檢查和監督,確保設備監造工作處于受控狀態。
3.2 關鍵工序的業主方質量控制
EPC模式決定了業主不可能對設備制造進行全過程的質量控制,業主應選擇一些重要的、能夠充分體現設備整體制造質量的節點作為見證點和停工待檢點,對關鍵工序有選擇性地開展直接的質量控制。通過對華龍一號反應堆壓力容器制造重點以及前期項目制造和現場的經驗反饋進行分析,確定了反應堆壓力容器的質量控制要點。
對于上述關鍵工序,業主按質量計劃出席見證點,并編制見證報告。在見證過程中,除了出席規定的見證點外,還要利用機會對前期制造過程中的質量文件進行監督檢查,檢查的內容主要是制造過程中的不符合項報告、處理和糾正行動,歷史文件的完整性和有效性,供應商的監督體系等。在檢查過程中,如發現有不符合要求的問題,應及時編制有關報告,并跟蹤其糾正行動。
3.3 業主生產部門參與特殊環節控制
部分質量計劃審查、不符合項處理、重要見證點的見證等環節涉及到專業技術,需要有相關的專業知識和實踐經驗,比如:無損檢測工序就有資質要求。對于質量控制人員,如果缺乏相關的專業技能和經驗,很難發現問題,會造成管理的屏障失效。在項目前期工作階段,通常由設備采購人員進行相關的培訓和取證,這雖然解決資質問題,但是沒有解決實踐經驗問題。在業主生產部門組建后,在焊接、無損檢測等相關技術專業會有專業人力資源配置,充分利用和發揮生產部門的人力資源優勢,由專業技術人員對關鍵專業環節進行控制,充分保障了管理屏障的有效性,有效降低了設備質量風險。
3.4 設備出廠前第三方無損檢測
針對前期項目的現場經驗反饋,為了避免役前檢查階段發現超標缺陷處理困難情況發生,在關鍵設備制造和性能試驗完成后,委托第三方檢查機構在制造廠對可達到部位按照役前檢查標準進行全面檢查,消除質量風險隱患。如果發生缺陷,可以及時利用制造廠的設備和技術資源,及時進行處理,從而更好地保障現場進度和核安全。除了目視檢查項目和安全端與主管道焊縫等現場焊縫外,華龍一號RPV的出廠前檢查項目與役前檢查基本相同,涵蓋了內表面堆焊層、環焊縫、馬鞍形焊縫和安全端異種金屬焊縫等。同時檢測條件、檢測方式和接近方式也與役前檢查一致,比如:對于內表面堆焊層,均是采取水下自動UT從容器內表面進行檢查。出廠前第三方檢查的項目情況見表3。
4 結論
華龍一號首臺(福清5#機組)RPV自鍛件投料以來,設備整體制造質量和進度受控。實踐證明,業主方抓住質量控制的要點,通過有效管控策略,可以確保質量目標的順利實現。如何進一步做好相關工作,仍有以下一些方面需要改進。
(1)根本原因分析工具和防人因工具的應用。目前在設備制造領域,相關工具的使用還不夠普遍。通過推廣這些工具的使用,發現根本原因并且降低人因失誤頻率,減少質量問題的發生。
(2)出廠前的第三方檢查項目的優化。目前華龍一號的檢查項目相對比較全面,在設備進度緊張的情況下可能對現場的工程進度造成影響,后續可以從制造及檢查難度、制造過程缺陷數據、役前檢查經驗反饋等方面進行優化,有重點、有針對性地開展抽查工作。
參考文獻
[1] 袁旭光.桃花江核電項目管理模式的改進研究[D].湖南大學,2013.
[2] 王晶.EPC模式下在建核電項目設備質量管理研究[J].華東電力,2014(8):1702-1706.
[3] 徐暉,胡淼.EPC模式下核電項目業主的工程質量管理[J].中國核電,2014(2):150-155.
[4] 徐文鏡,郭德朋,張春來,等.百萬千瓦級反應堆壓力容器制造質量控制簡析[J].核電質保,2013(3):45-50.
[5] 邱天,羅英,馬姝麗,等.反應堆壓力容器60年設計壽命研究[J].壓力容器,2013,30(4):18-22.
[6] 張加軍,陳晶晶,車樹偉,等.淺析核電廠反應堆壓力容器完整性問題[J].壓力容器,2013,31(1):48-55.
[7] 李勝道.首臺國產1000MW級反應堆壓力容器制造技術[J].東方電氣評論,2013(24):57-62.
