軋制板形對鋁板帶剪切后寬度影響的研究
2017-06-15 15:07:01吳俊輝黃長清蔡央劉磊磊谷向磊
河南科技 2017年7期
吳俊輝 黃長清 蔡央 劉磊磊 谷向磊
(中南大學機電工程學院高性能復雜制造國家重點實驗室,湖南長沙 410083)
軋制板形對鋁板帶剪切后寬度影響的研究
吳俊輝 黃長清 蔡央 劉磊磊 谷向磊
(中南大學機電工程學院高性能復雜制造國家重點實驗室,湖南長沙 410083)
本文通過試驗測出板形指標中的波高、波長及鋁板帶的寬度,并計算出板形數據、殘余應力和寬度偏差,運用MATLAB軟件對比波高、板形數據、殘余應力與寬度偏差變化趨勢之間的關系,并提出減小寬度偏差的措施。結果表明,寬度偏差的變化與波高、板形的變化成正相關性。當板形或殘余應力大于某一臨界值時,實際寬度相對設定寬度偏大,說明此時板形或殘余應力對寬度的變化起主要作用;當板形或殘余應力小于相對應的臨界值時,實際寬度相對設定寬度既有偏大也有偏小的情況,說明寬度的變化不只是由板形和殘余應力決定的。
鋁板帶;板形數據;殘余應力;寬度偏差
鋁板帶作為一種高質量、高精度、高性能的多用途材料,廣泛應用于建筑、航空航天、食品、兵器、交通運輸、化工和醫藥等國民經濟的各行各業。隨著應用技術的持續提高以及節能降耗的要求,對于板帶材各項質量指標提出了更高的要求,也對板帶材生產提出了更高的過程控制要求[1]。
在軋制過程中的不均勻變形會導致鋁板帶產生殘余應力,從而產生一些板形缺陷,包括“明”板形缺陷和“潛”板形缺陷,即產生板形不良。對此已有不少學者及業內相關人士進行了大量的研究,如張秀玲等[2]基于板帶板形與殘余應力之間的關系,應用殘余應力的橫向分布,建立了板形控制傳遞矩陣的數學模型;曾紀杰等[3]分析了軋制板帶產生的殘余應力,計算了縱向非均勻應變分布,推導出殘余應力及其引起的失穩起皺的臨界參數計算公式;趙麗麗等[4]利用MSC軟件建立了軋制力學模型,仿真分析了鋁板帶冷軋后殘余應力的分布。因此,對于鋁板帶通過精整切邊后,由于殘余應力的存在,那么其真實板帶寬度必然與名義(設定)寬度有一定的出入,而且必然與板形有著密切的關聯。
近年來,鋁制易拉罐廣泛應用于食品行業,以三片罐的應用為例,目前全世界每年消費的易拉罐超過2100億只,消耗鋁近300萬t,約占全球鋁總消耗量的15%,隨著制罐技術和制罐速度的不斷提高,制罐廠對鋁板帶的各種性能要求也越來越高,因此制罐廠對原料帶材提出了大寬度、高尺寸精度、高平直度及高表面質量等多項要求,促使板帶生產廠不斷挖掘材料性能、優化過程控制、加強基礎研究、探索深度應用等各個方面作出不懈努力。
本文試分析帶材板形對于精整切邊寬度的影響,以利于進一步通過控制板形以達到精確控制切邊寬度的目的,為優化生產過程控制及提高精度提供參考。
1 試驗過程
1.1 試驗材料
以三片罐罐體料鋁合金3104H19為試驗材料,鋁板帶寬度為850~2080mm,厚度為0.25~0.30mm。其物理性能是:液相點的溫度約為654℃,固相點的溫度約為629℃,密度約為2.72×103kg/m3,室溫下的熱導率為162W/mk,電極電位為-0.80V,彈性模量為70GPa,泊松比為0.35。該材料的化學成分(質量分數)見表1,力學性能及工藝性能見表2,該合金屬于Al-Mg-Mn系熱處理不可強化合金,主要通過變形來提高強度。
表1 合金的化學成分(質量分數)
表2 合金的力學性能及工藝性能
板錠經過熱粗軋→熱精軋→退火→冷軋→精整工藝或熱粗軋→熱(連)精軋→冷軋→精整工藝,生產罐體料。對于特硬狀態(H19)鋁罐體料的冷軋加工率至少要大于85%。生產0.25~0.30mm厚的鋁罐體料,冷軋前的熱軋坯料的厚度為2.0~2.5mm。
1.2 測量工具或儀器
米尺或鋼尺,用于測量板帶浪形波長。塞尺或卡尺,用于測量板帶浪形波高。MMP-2000mm/VHW數字長度測量儀,用于測量板帶寬度。該測量儀由Hymark公司生產,其具有帶T形槽的導軌,便于改裝;高性能滑動軸承,平穩輕松定位;高精度非接觸磁性線性編碼器,用于直接測量;精準地接地觸點板;輕量和便攜式設計;光滑無磨損的測量表面等特性。
1.3 試驗原理與方案
制罐廠對鋁板帶的綜合性能的要求很高,要求鋁板帶的抗拉強度為275~310MPa,屈服強度為255~300MPa,伸長率為2%~3%,制耳率小于4%;板帶材表面無明顯波紋,表面光潔度均勻一致,無氧化、壓傷、斑痕等缺陷;帶厚均勻一致,厚差控制在0.005mm以內,甚至有些用戶還要求厚差控制在0.003mm以內。
1.3.1 試驗原理。用其波高與波長的比值來表示板形的方法,即翹曲度表示法,是早期日本學者或企業應用較多的一種板形缺陷評價方法。其定義式如下:

式(1)中,λ為翹曲度,以百分數表示;Rw為浪形高度,mm;Lw為浪形波長,mm。
設在圖1中與長為Lw的直線部分相對應的曲線部分長為Lw+ΔLw。曲線部分和直線部分的相對長度差為:

式(2)表示了翹曲度λ和最長、最短縱條相對長度差之間的關系,表明板帶波形可以作為相對長度差的代替量。
Lw+ΔLw
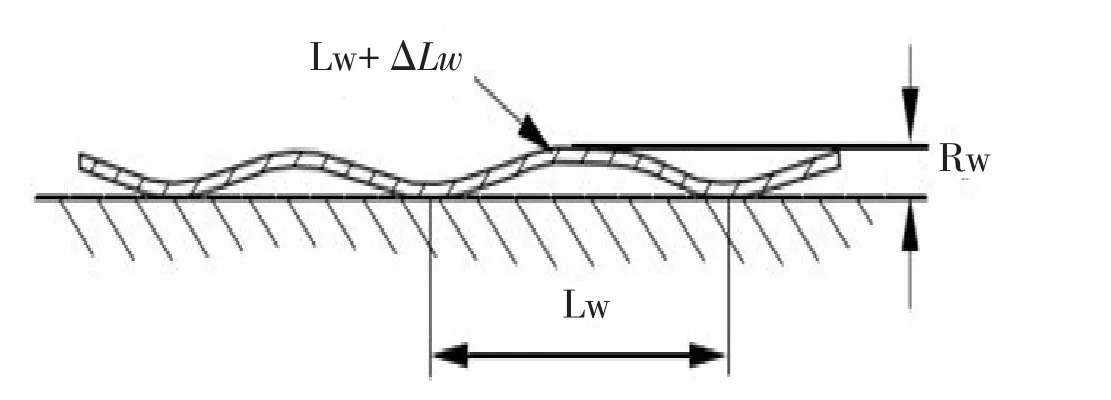
圖1 板形的波形表示法
假設將存在板形缺陷的板帶縱切成若干條放置于一水平面上,由于殘余內應力的釋放,縱切后各條纖維的長度會不一致,對于采用纖維相對長度差表述的板形,實際應用中較多的是I單位,1個I表示相對長度差為10-5,即:

式(3)中,ΔL為縱切后最長纖維長度與最短纖維長度之差;L為所取基準纖維點的軋后長度。
板形與翹曲度的關系為:

由于目前軋制過程中儀表實測的板形大多以I單位表示,而用戶對浪形的要求通常以翹曲度表示,為此,根據公式(1)和(4)進行浪形表示方法的換算,即可得知生產線控制浪形的能力能否滿足客戶的需求。
板帶殘余應力的計算公式為:

式(5)中,σ表示殘余應力,E表示材料的彈性模量。
則板形數據I與殘余應力之間的關系為:

1.3.2 試驗方案。隨機選取19卷有板形浪形缺陷的罐體料鋁板帶,分別編號為1~19,在每卷鋁板帶的頭、中、尾各取一點作為待測點。具體試驗步驟如下:①記錄切邊生產前罐體料鋁板帶的設定寬度;②分別針對每卷罐體料鋁板帶切邊前的頭、中、尾3個待測點進行板形測量,測量其波高、波長等數據并記錄,然后計算出板帶翹曲度λ、板形數據I和殘余應力σ;③分別針對切邊后的鋁板帶,使用MMP-2000mm/VHW數字長度測量儀測量其頭、中、尾3個待測點的實際寬度并記錄,然后計算切邊后鋁板帶的實際寬度與設定寬度之間的寬度偏差。
2 結果與分析
2.1 鋁板帶波高、波長及寬度的測量
試驗中測量的鋁板帶切邊前的波高、波長、切邊后鋁板帶寬度和實際寬度與設定寬度之間的寬度偏差分別如圖2a、2b、2c和2d所示。
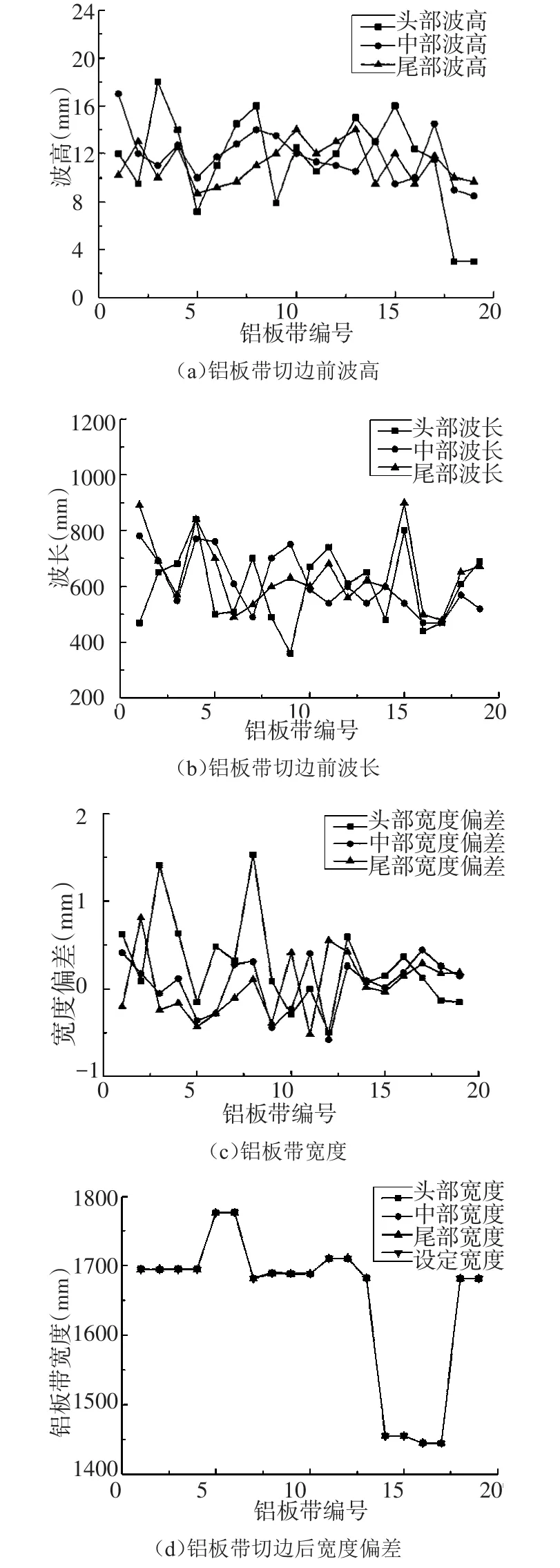
圖2 實驗測量數據
2.2 鋁板帶波高與寬度偏差對應關系分析
為了分析鋁板帶板形缺陷中波高對板帶寬度偏差的影響作用,分別就鋁板帶頭、中、尾部的波高與寬度偏差通過MATLAB軟件進行對比,對比結果如圖3a、3b和3c所示,再綜合所有測量點來對比鋁板帶波高與寬度偏差的關系,對比結果如圖3d所示。
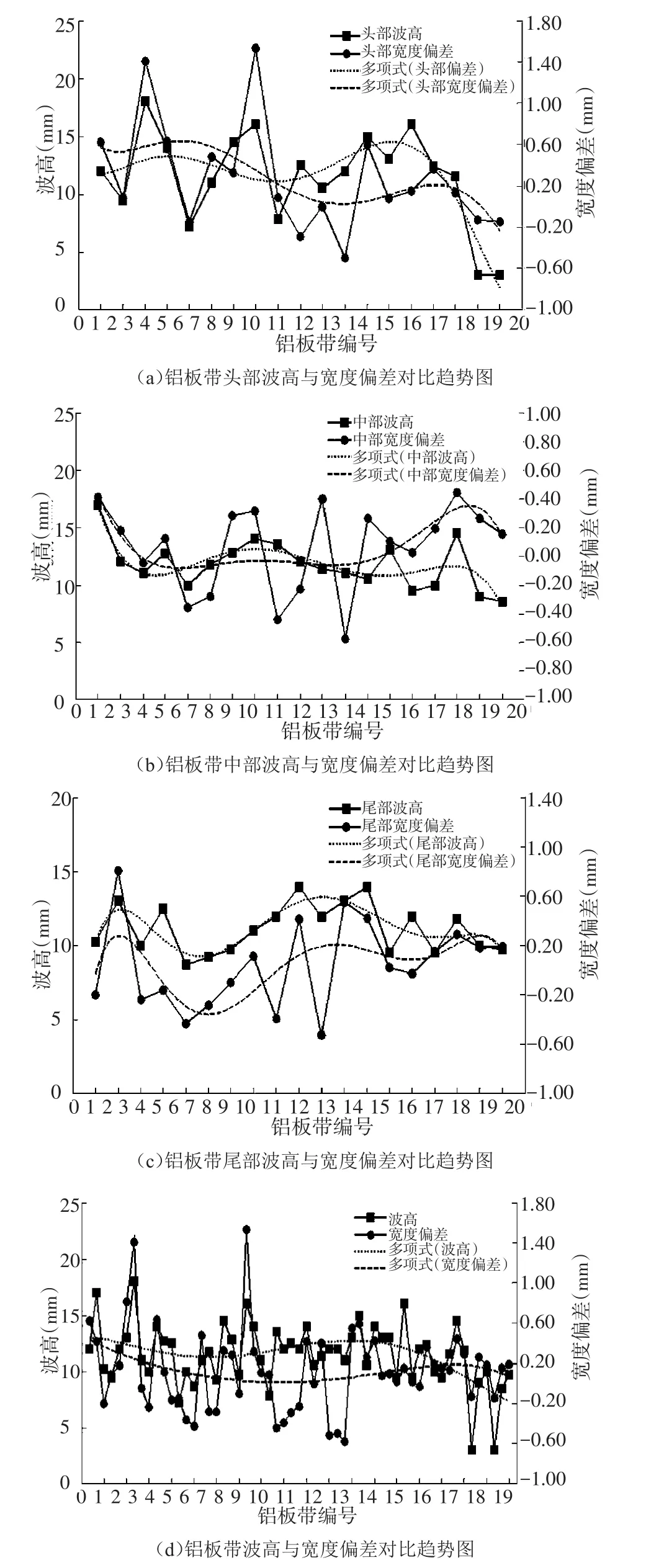
圖3 鋁板帶波高與寬度偏差
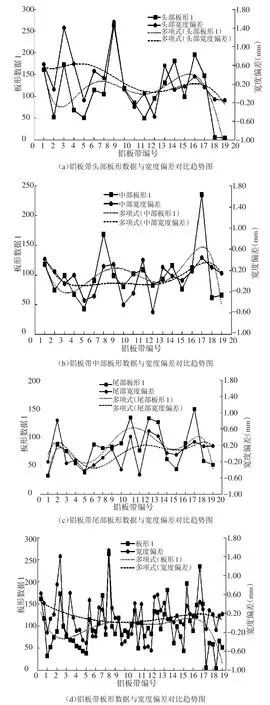
圖4 鋁板帶板形數據與寬度偏差
對鋁板帶的頭、中、尾部的波高和寬度偏差分別進行多項式擬合,導出其擬合曲線,通過觀察圖3a、3b、3c和3d后,發現鋁板帶切邊后的實際寬度和設定寬度之間的偏差與板形指標中的波高呈明顯的正相關。
2.3 鋁板帶板形數據I與寬度偏差對應關系分析
為了分析鋁板帶板形數據I對板帶寬度偏差的影響作用,分別就鋁板帶頭、中、尾部的板形數據與寬度偏差通過MATLAB軟件進行對比,對比結果如圖4a、4b和4c所示,然后再綜合所有測量點來對比鋁板帶板形數據與寬度偏差的關系,對比結果如圖4d所示。
對鋁板帶的頭、中、尾部的板形數據和寬度偏差分別進行多項式擬合,導出其擬合曲線,通過觀察圖4a、4b、4c 和4d后發現,鋁板帶切邊后的實際寬度與寬度設定值之間的偏差變化趨勢與其相對應部位的板形數據變化趨勢也具有正的相關性。
通過觀察圖5后發現,鋁板帶寬度偏差變化為負值的部位所對應的板形數據基本都在100I以下,而板形數據大于100I和另一部分小于100I的部位的寬度偏差變化是為正的。
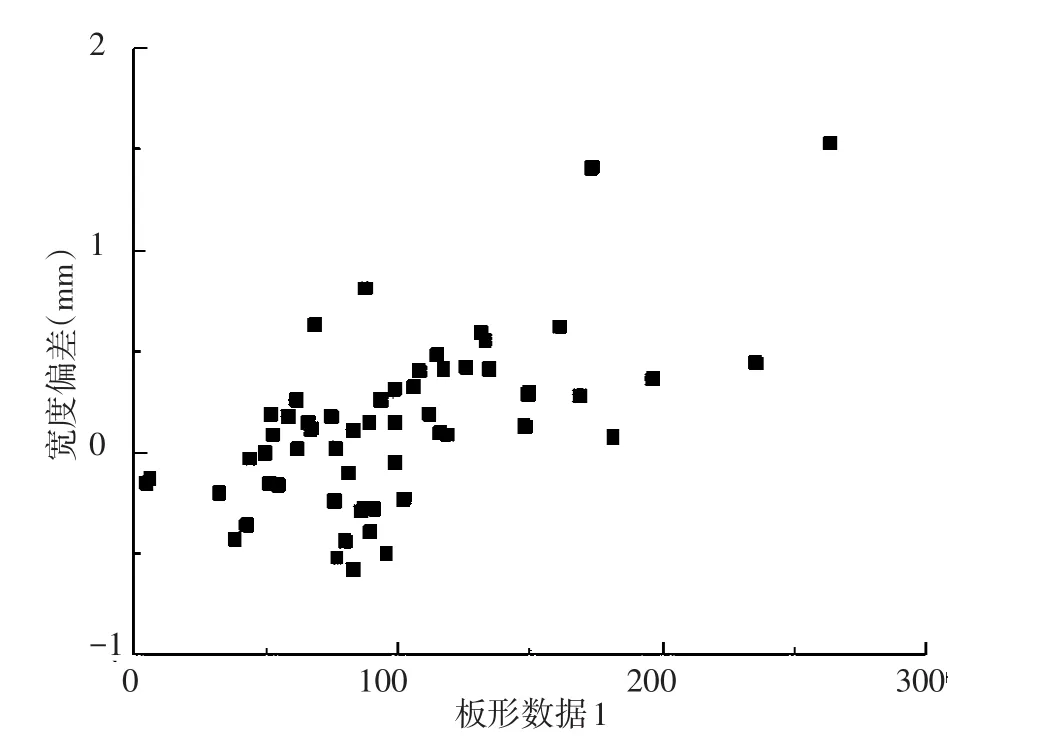
圖5 鋁板帶板形數據與寬度偏差之間的關系
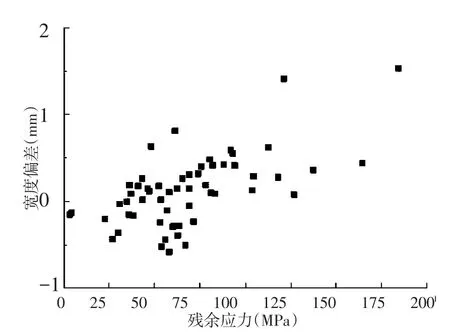
圖6 鋁板帶殘余應力與寬度偏差之間的關系
2.4 鋁板帶殘余應力與寬度偏差對應關系分析
鋁板帶殘余應力與寬度偏差之間的對應關系如圖6所示。觀察圖6能夠發現,鋁板帶寬度偏差變化為負值的部位所對應的殘余應力都在75MPa以下,而殘余應力大于75MPa的和另一部分小于75MPa的部位的寬度變化都是為正的。因此,可以說當殘余應力大于某一臨界值時,實際寬度相對設定寬度偏大,說明此時殘余應力對寬度的變化起主要作用;當殘余應力小于該臨界值時,實際寬度相對設定寬度既有偏大也有偏小的情況,說明寬度的變化不只是由殘余應力決定的,而可能是和其他影響因素(如切邊機圓盤剪的剪切力、剪切速度,切邊時的張力,剪切溫度等)共同制約的。
通過上述試驗數據分析,結果表明帶材切邊后的成品寬度與來料板形之間存在著密切關聯。從應力的角度分析,因為在軋制生產過程中,金屬的變形沿著板帶寬度方向分布并不均勻,導致板帶在冷軋后橫向與縱向的殘余應力沿著板帶寬度方向上的分布也出現不規律的狀態。盡管板帶橫向與縱向殘余應力在數值上有一些差別,但是都在沿著板帶的寬度方向上呈現類似的分布曲線。而且認為冷軋終了的帶材,無論其存在「潛在的」板形不良還是「表現的」板形不良,其內部應力均達到了暫時的平衡,這種平衡在對帶材邊部進行剪切的時候被打破,使得帶材必須形成新的應力平衡狀態方能保持結構和形狀上的穩定。那么在切去了部分能夠約束帶材和儲存更多應力的邊部帶材之后,切口附近的應力必將得到釋放,而釋放的形式則是金屬的形變,宏觀上的結果即是局部的寬度增加或減小。
2.5 減小寬度偏差措施
板帶內部的殘余應力是產生寬度偏差的主要因素之一,因此減小或消除殘余應力,就能夠達到合理地控制寬度偏差產生的目的。減小或消除殘余應力的方法如下。
2.5.1 反復彎曲矯正機減小或消除殘余應力。板帶材料通過反復彎曲校正機校正之后,殘余應力會有相應的變化,從而產生與該種方法相對應的具有其特征的應力分布形態。而且校正后,板帶的初始殘余應力在很大程度上被消除掉,從而達到減小或消除殘余應力的目的。
2.5.2 拉伸矯正機減小或消除殘余應力。用拉伸矯正機減小或消除殘余應力的方法,不會產生新的殘余應力,其是通過塑性拉伸而使殘余應力顯著減小。
2.5.3 退火方法減小或消除殘余應力。退火工藝是一種將金屬加熱到一定溫度,保持足夠時間,然后以適宜速度冷卻的熱處理工藝,該工藝能夠達到減小或消除殘余應力的目的。
3 結論
①分別對比鋁板帶板形指標中的波高、板形I與鋁板帶的寬度偏差的相應關系曲線,表明鋁板帶波高、板形I對寬度偏差有著正相關的影響。
②當板形或殘余應力大于某一臨界值時,實際寬度相對設定寬度偏大,說明此時板形或殘余應力對寬度的變化起主要作用;當板形或殘余應力小于相對應的臨界值時,實際寬度相對設定寬度既有偏大也有偏小的情況,說明寬度的變化不只是由板形和殘余應力決定的,而可能是和其他影響因素共同制約的。
③本文提出了減小寬度偏差的措施,為對工廠精整生產過程中的實際應用和對鋁板帶寬度偏差的進一步研究提供了依據。
[1]黃瑞銀,尹志民,廖明順.3104易拉罐體用鋁合金制備技術研究進展[J].鋁加工,2011(4):4-8.
[2]張秀玲,劉宏民.板形控制的傳遞矩陣方法[J].機械工程學報,2003(11):100-103.
[3]曾紀杰,熊淵博.金屬板材成型中的殘余應力與失穩分析[J].塑性工程學報,2005(2):82-84.
[4]趙麗麗,張以都.基于MSC的板材冷軋殘余應力分布的數值仿真[J].有色金屬,2005(1):27-29.
Study on the Effect of Rolling Plate Shape on the Width of Aluminum Strip
Wu JunhuiHuang ChangqingCai YangLiu LeileiGu Xianglei
(State Key Laboratory of High Performance Complex Manufacturing,College of Mechanical and Electrical Engineering,Central South University,Changsha Hunan 410083)
In this paper,the wave height,wave length and the width of the aluminum plate are measured,and the shape data,residual stress and width deviation were calculated,the relationship between the wave height,the shape data,the variation trend of the residual stress and the width deviation were compared by MATLAB software,and the measures to reduce the width deviation are put forward.The results showed that the variation of the width deviation was positively correlated with the wave height and the shape of the plate.When the plate or the residual stress was greater than a critical value,the actual width was set too wide,which indicated that the shape or residual stress played an important role in the width variation;when the plate or the residual stress was less than the critical value, the relative width of the actual width was both large and small,which indicated the change of width was not only determined by the shape and residual stress.
aluminum strip;shape data;residual stress;width deviation
TG335
A
1003-5168(2017)04-0083-05
2017-03-23
國家自然科學基金項目(51275533)。
吳俊輝(1988-),男,碩士,研究方向:機械設計及理論;黃長清(1964-),男,博士,副教授,研究方向:金屬塑性加工理論與技術。
