芳香族非晶聚酯合成及其3D打印性能
2017-06-05 15:01:26張龍貴姚雪容
石油化工 2017年5期
關鍵詞:力學性能
張龍貴,姚雪容
(中國石化 北京化工研究院,北京 100013)
芳香族非晶聚酯合成及其3D打印性能
張龍貴,姚雪容
(中國石化 北京化工研究院,北京 100013)
以對苯二甲酸(PTA)、間苯二甲酸(IPA)、乙二醇(EG)為原料制備了高IPA含量的芳香族共聚酯,通過1H NMR、毛細管黏度計等方法分析了共聚酯的特性黏數和分子鏈結構等,采用DSC和WAXD方法研究了共聚酯的結晶性能,并研究了芳香族共聚酯的熔融沉積成型(FDM)3D 打印性能以及FDM制品的力學性能。實驗結果表明,IPA/PTA混合二甲酸易與EG聚合制備芳香族共聚酯,當混合二甲酸中IPA的摩爾分數大于0.40時,制備的芳香族共聚酯是典型的非晶聚合物,在較寬的溫度范圍內(190~220 ℃)能滿足FDM成型工藝的需求,且制備的制品具有較好的力學性能。
芳香族共聚酯;非晶聚合物;3D打印;熔融沉積成型
高分子材料3D打印技術是一種通過逐層疊加材料制備三維實體的新型制造技術,與傳統注塑、吹塑等塑料成型工藝相比,具有可制備結構異常復雜的制品、原料損耗極小、設計模型可快速實體化等特點,主要工藝有激光熔覆成形技術、熔融沉積快速成型(FDM)技術、選擇性激光燒結技術、立體光固化技術、三維印刷成型技術等,其中,桌面3D打印設備主要采用FDM打印工藝,常用的兩種材料是丙烯腈/丁二烯/苯乙烯嵌段共聚物(ABS)和聚乳酸(PLA)[1-5]。但ABS在打印過 程中有明顯氣味,給使用者造成一定的不適感,PLA雖然氣味小,但打印制品的力學性能較差,因此性能更優良的聚碳酸酯、對苯二甲酸/乙二醇/環己烷二甲醇共聚酯、非晶聚酰胺等也逐漸成為新的3D打印耗材。
聚對苯二甲酸乙二醇酯(PET)具有氣味小、強度高的特點,但常規PET聚酯屬于可結晶聚合物,并且熔融溫度高,不適合制備FDM成型的線材。George等[6-8]通過間苯二甲酸(IPA)共聚改性PET,但IPA的含量通常低于20%(x),共聚酯也具有一定的結晶性能。對于高IPA含量(含量大于20%(x))的共聚酯很少有文獻報道,用于FDM成型的報道更少。
本工作通過在PET化學結構中引入大量的間苯二甲酸乙二醇酯單元,制備了完全非晶的聚酯,并研究了它所制備的線材的可FDM成型性能及其制品性能。
1 實驗部分
1.1 原料及設備
對苯二甲酸(PTA)、乙二醇(EG):工業級,揚子石油化工有限公司;IPA:工業級,燕山石油化工有限公司;醋酸銻、亞磷酸三苯酯:分析純,北京化學試劑公司。
中國石化北京化工研究院自制的2 L不銹鋼通用聚酯縮聚釜、賽默飛世爾公司的HAAKE Polylab試驗機、MakerBot公司的Replicator型桌面3D打印機。
1.2 實驗方法
1.2.1 芳香族非晶聚酯的合成
在2 L聚合裝置上,將適當摩爾比的單體PTA、IPA和EG投入反應釜,再加入催化劑醋酸銻,通入氮氣置換反應釜中的氧氣,反復三次,升溫至200 ℃,開動攪拌,逐漸升溫至230 ℃,進行酯化反應2 h;加入亞磷酸三苯酯,升溫至260 ℃,并開始抽真空,在70 Pa壓力下反應2 h,采用高壓氮氣頂出,經冷卻切粒,得到共聚酯切片,編號為PETI。
1.2.2 FDM打印聚酯線材的制備
將制備的共聚酯切片在65 ℃下真空干燥24 h,加入到HAAKE Ploylab單螺桿擠出機中,設置熔融段溫度200 ℃,模口溫度180 ℃,經水冷牽引制備得到直徑(1.75±0.3)mm的線材。
1.2.3 樣條的制備
選擇合適的溫度,分別采用注射成型和FDM成型,制備10 mm×100 mm×4 mm的樣條。
1.3 分析測試
以質量比1∶1的苯酚和四氯乙烷為混合溶劑,參照文獻[9]報道的方法在恒溫水浴中測定特性黏數,參照文獻[10]報道的方法測定端羧基含量。
在氮氣保護下,采用Perkin-Elmer公司TA Q100型熱分析儀進行DSC表征。以10 ℃/min的升溫速率從25 ℃升至300 ℃,然后以同樣的速率降溫至室溫,再以同樣的升溫速率升溫至300 ℃。
采用荷蘭Philips公司X’Pert MPD型多功能X射線衍射儀進行WAXD表征,CuKα射線,管電壓40 kV,管電流40 mA,石墨單色器,掃描速率3(°)/min,掃描范圍2θ= 5°~40°。
采用Bruker公司的DMX300型核磁共振譜儀進行1H NMR表征。溶劑為氘代三氟乙酸,試樣質量濃度0.2 g/mL(將試樣在50 ℃溶解2 h,放置過夜);譜圖采集16次。
在2.16 kg砝碼下,采用熔融指數儀分別在170,180,190,200,210,220 ℃下測試試樣的熔體流動速率(MFR)。
2 結果與討論
2.1 共聚酯的結構分析
PETI的1H NMR譜圖見圖1。由圖1可見,芳環1H 的化學位移δ分別為8.26,7.68,8.88,8.41,δ為4.86,4.72,4.23的三個峰歸屬于—CH2—的1H特征峰。另外,芳環的1H特征峰存在多重峰現象,主要是由于反應過程中兩個羥基發生脫水反應生成了醚鍵,進而引起芳環1H周圍的電子環境變化,導致δ發生輕微變化。根據文獻[11]確定PETI的化學結構如圖2所示。以特征峰面積做定量分析,可以計算出IPA單元及二甘醇的含量。
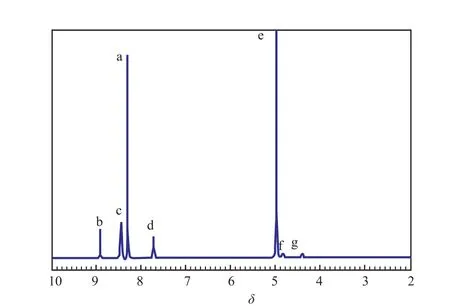
圖1 PETI的1H NMR譜圖Fig.11H NMR spectrum of poly(ethylene terephthalateco-isophthalate)(PETI).

圖2 PETI的分子結構Fig.2 Molecular structure of PETI.
2.2 IPA含量對聚酯端羧基和二甘醇含量的影響
聚酯切片的表征結果見表1。從表1可看出,通過1H NMR計算得到的聚酯切片中的IPA含量與反應前的IPA添加量基本一致,表明IPA全部參加反應。與純PET相比,IPA和PTA混合二甲酸在相同聚合條件下得到的聚酯切片的端羧基含量、特性黏數及二甘醇含量變化不大。這是由于IPA和PTA的相對分子質量相同、結構接近,羥基的活性在酯化反應階段幾乎等同,因此生成的預聚物經進一步縮聚制備聚酯的反應過程與純PTA制備聚酯的反應過程沒有差別。

表1 聚酯切片的表征結果Table 1 Characterization results of polyester samples
2.3 共聚酯的熱性能
共聚酯的熔點和玻璃化轉變溫度見表2。從表2可見,引入大量的IPA第三單體制備的共聚酯的玻璃化轉變溫度明顯低于純PET,這是由于純PET分子鏈中的PTA與兩邊的酯基形成對稱性良好的鏈段結構,存在一定的共軛效應,而間苯二甲酸乙二醇酯單元沒有明顯的共軛性,因此PET分子鏈的剛性高于PETI。且隨著IPA含量的增加,聚酯由結晶聚合物轉變為非晶聚合物,這是由于IPA單元的大量引入破壞了PET分子鏈的規整性,分子鏈無法有序排列形成長程有序結構,因此無法進行有序堆積形成晶體結構[12]。在110 ℃下退火24 h后共聚酯的DSC曲線見圖3。
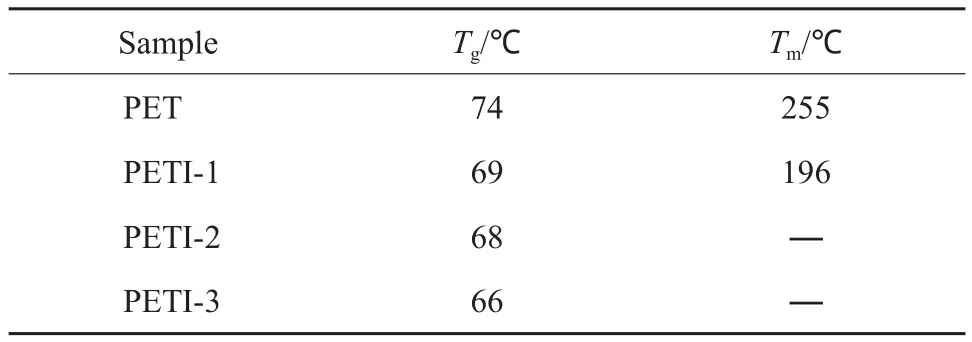
表2 共聚酯的熔點和玻璃化轉變溫度Table 2 Glass transition temperature(Tg) and melting point(Tm) of the polyester samples
由圖3可見,當IPA含量(混合酸中IPA的摩爾分數)為0.30時,PETI具有多重熔融峰現象,這可能是PETI分子鏈中仍有一部分可形成長程有序結構的分子鏈,在冷卻過程中形成了不同厚度的片晶[13]。
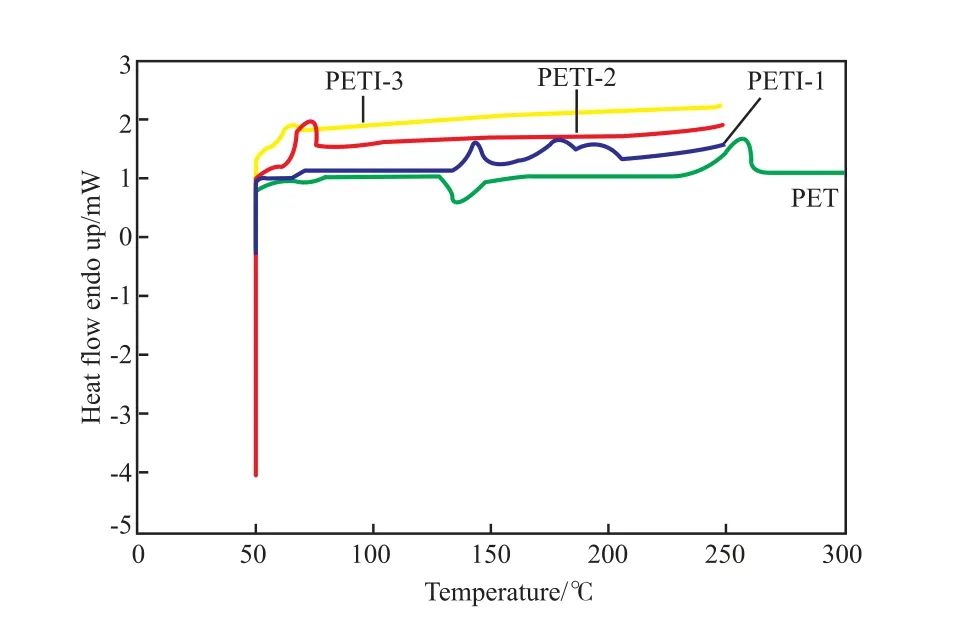
圖3 聚酯試樣的DSC曲線Fig.3 DSC curves of the polyester samples.
65 ℃下退火處理48 h的PETI和PET試樣的WAXD譜圖見圖4。
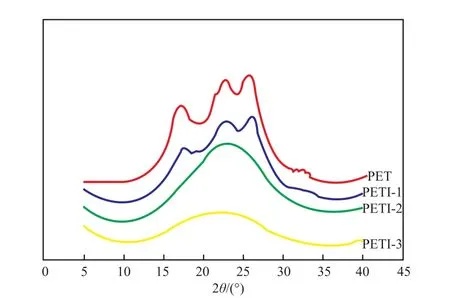
圖4 聚酯試樣的WAXD譜圖Fig.4 WAXD spectra of the polyester samples.
從圖4可見,PETI-1與 PET具有相同的衍射峰,因此晶型均為三斜晶型[14]。當IPA含量達到0.40時,即使經過48 h的退火處理,PETI-2試樣仍然沒有衍射峰,通過數據擬合可發現,散射峰擬合曲線是典型的高斯分布,符合非晶聚合物的衍射特征,因此可以確定PETI-2為非晶聚合物,同樣PETI-3也是非晶聚合物。
2.4 PETI的可打印性能
高分子材料是否可進行FDM成型,主要是由成型收縮率和流變性能決定的[15],因此打印機頭的溫度設置很關鍵。共聚酯的力學性能見表3,不同溫度下FDM成型的PETI樣條見圖5。從表3可看出,由于PET為結晶聚合物,在170~220 ℃不能熔融,因此無法進行3D打印。PETI-1在該范圍內也由于不能完全熔融或MFR小而無法進行3D打印。PETI-2和PETI-3屬于非晶聚合物,在170 ℃時MFR較小,熔體黏度較高,即使打印速率較低也無法實現連續堆積制成樣條。隨著溫度的升高,MFR逐漸增大,在堆積過程中更易實現較高的填充率,因此可打印性能也逐漸提高。打印溫度達到190 ℃時,盡管可以連續擠出線條,但打印樣條一端略有翹曲(見圖5中1號樣條),這主要是由于材料流動性較差,導致打印的支撐部分存在一定的應力,其中一端和底板有脫離現象,進一步打印時,支撐部分脫離底板,最終導致打印樣條翹曲。當溫度達到200 ℃時,打印樣條完全達到設計尺寸,滿足制樣要求(見圖5中2~6號樣條)。由于在較高加工溫度下,聚酯吸收的水分容易促成水解反應,可能造成最終制品性能下降[13],且在高溫下聚酯易氧化,造成顏色變化和氣味增加,因此不適合更高的打印溫度。
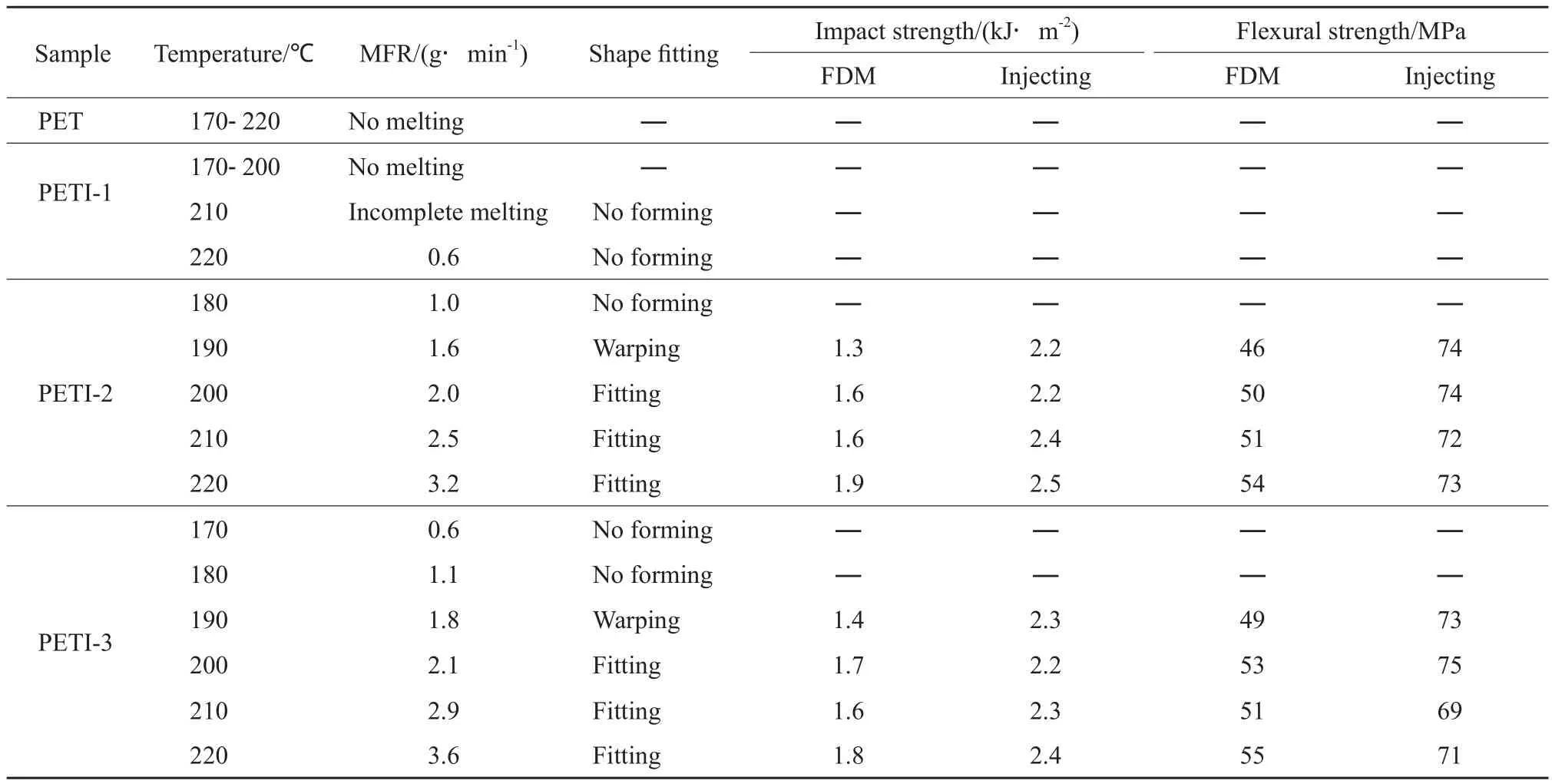
表3 共聚酯的力學性能Table 3 Mechanical properties of the polyesters
此外,打印設備的底板溫度對材料的順利成型也有影響,經實驗發現底板溫度較低(<40 ℃)時,擠出線條無法連續鋪覆于底板;底板溫度較高(>65 ℃)時,聚合物冷卻慢,后續擠出的聚合物容易將前一層尚未冷卻硬化的聚合物刮花,樣條外形不能滿足設計要求。滿足本實驗制備的3D打印線材的合適底板溫度為45~65 ℃(見圖6)。
由于3D打印制品的力學性能與注塑性能等與傳統高分子加工工藝制品存在較大差距[16],因此應用領域受到較大的限制,尤其是沖擊性能和彎曲性能很難滿足實際制品的需求。通過比較不同溫度下的注塑樣條和FDM成型樣條的力學性能(表3)可發現,盡管PETI的FDM成型樣條的沖擊性能和抗彎曲性能低于注塑樣條,但仍然有較好的力學性能,可滿足一般需求。

圖5 不同溫度下FDM成型的PETI樣條Fig.5 The PETI products by FDM at different temperature.
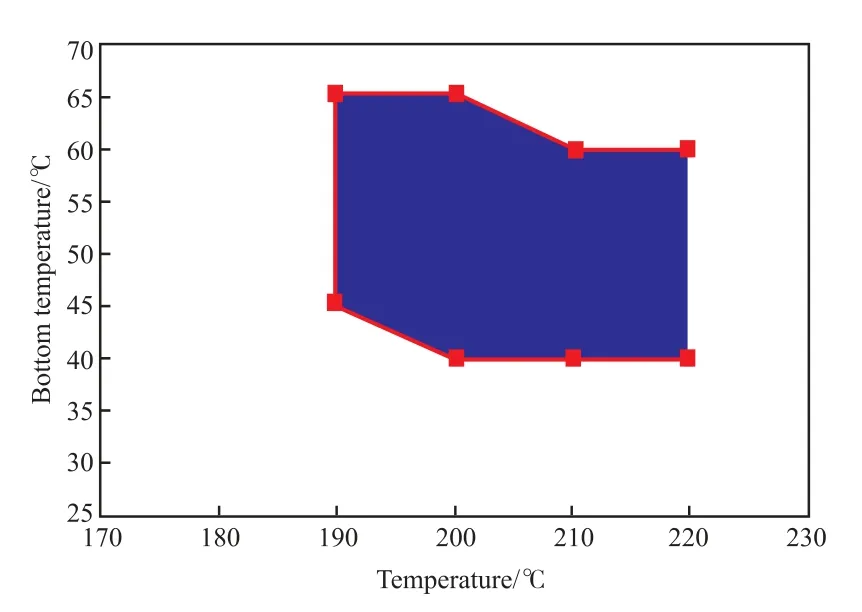
圖6 共聚酯的FDM成型范圍Fig.6 Suitable range for FDM of PETI.
3 結論
1)IPA含量大于等于0.40的芳香族共聚酯是典型的非晶聚合物。
2)特性黏數0.65 dL/g左右的非晶芳香族共聚酯在190~220 ℃范圍內具有良好FDM成型性能。
3)芳香族非晶共聚酯的FDM成型制品具有較好的力學性能。
[1] Kodama H. Automatic method for fabricating a three-dimensional plastic model with photo-hardening polymer[J].Rev Sci Instrum,1981,52(11):1770-1773.
[2] Krawczak P. Editorial corner—A personal view additive manufacturing of plastic and polymer composite parts:Promises and challenges of 3D-printing[J].Express Polym Lett,2015,9(11):959.
[3] David H. Layer by layer[J].Technol Rev,2012,115(1):50-53.
[4] Peterson G I,Larsen M B,Ganter M A,et al. 3D-printed mechano-chromic materials[J].ACS Appl Mater Interfaces,2015,7(1):577-583.
[5] Hofmann M. 3D printing gets a boost and opportunities with polymer materials[J].ACS Macro Lett,2014,3(4):382-386.
[6] George P K,Irini D S,Demteris N Z,et al. Thermal behavior and tensile properties of poly(ethylene-terephthalate-co-ethylene isophthalate)[J].J Appl Polym Sci,2000,78:200-207.
[7] 趙明良,俞建勇,李發學,等. 改性共聚酯切片的化學結構及熱性能[J].合成纖維,2013,42(5):1-4.
[8] Darwin P R,Sebastián M G. Review modification of the thermal properties and crystallization behavior of poly(ethylene terephthalate) by copolymerization[J].Polym Int,2003(52):321-336.
[9] 中國人民共和國國家質量監督檢驗檢疫總局,中國國家標準化管理委員會. GB/T 14189-14190—1993 纖維級聚酯切片分析方法. 北京:中國標準出版社,1993.
[10] 李華文,徐巖. 纖維級聚酯切片中羧基值測定方法的改進[J].聚酯工業,2003,16(3):49-51.
[11] 曹世晴,孫莉,薛為嵐,等. 一種用于FDM型3D打印的改性PBT[J].功能高分子學報,2016(29):75-79.
[12] Wu Tzong-Ming,Chang Chi-Chin. Crystallization of poly(ethylene terephthalate-co-isophthalate)[J].J Polym Sci Part B:Polym Phys,2000,38(19):2515-2524.
[13] Awaja F,Pavel D. Recycling of PET[J].Eur Polym J,2005,41(7):1453-1477.
[14] Shyra Tien-Wei,Loa Chih-Ming,Ye Sheng-Rong. Sequence distribution and crystal structure of ploy(ethylene/trimethylene terephthalate) copolyesters[J].Ploymer,2005,46(14):5284-5298.
[15] Rocha C R,Perez A R T,Roberson D A,et al. Novel ABS-based binary and ternary polymer blends for material extrusion 3D printing[J].J Mater Res,2014,29(17):1859-1866.
[16] Senatov F S,Niaza K V,Zadorozhnyy M Y,et al. Mechanical properties and shape memory effect of 3D-printed PLA-based porous scaffolds[J].J Mechanical Behavior Biomedical Mater,2015(57):139-148.
(編輯 王 萍)
Synthesis and 3D printing properties of amorphous aromatic co-polyester
Zhang Longgui,Yao Xuerong
(Sinopec Beijing Research Institute of Chemical Industry,Beijing 100013,China)
Amorphous aromatic co-polyesters with high isophthalic acid(IPA) content were synthesized from terephthalic acid,IPA and ethylene glycol. The molecular structures and crystallization properties of the co-polyesters were characterized by means of1H NMR,DSC and WAXD. The fused deposition modeling(FDM) process of the co-polyester and the mechanical properties of the FDM products were investigated. The results showed that,the co-polyester with IPA content higher than or equal to 0.40(x) in the mixed acids was a typical amorphous polymer and was a fitting material for the FDM process in the temperature range of 190-220 ℃. The FDM product manufactured from the co-polyester had good mechanical properties.
aromatic co-polyester;amorphous polymer;3D printing;fused deposition modeling
1000-8144(2017)05-0587-05
TQ 320.6
A
10.3969/j.issn.1000-8144.2017.05.011
2016-12-08;[修改稿日期]2017-02-09。
張龍貴(1976—),男,山西省朔州市人,碩士,高級工程師,電話 010-59202346,電郵 zhanglg.bjhy@sinopec.com。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53