封裝熱應力致半導體激光器“Smile”效應的抑制方法
2017-06-01 11:29:34周興林呂悅晶
發光學報 2017年5期
陳 華, 李 靜, 周興林, 呂悅晶
(武漢科技大學 汽車與交通工程學院, 湖北 武漢 430081)
封裝熱應力致半導體激光器“Smile”效應的抑制方法
陳 華*, 李 靜, 周興林, 呂悅晶
(武漢科技大學 汽車與交通工程學院, 湖北 武漢 430081)
封裝熱應力所致smile效應是陣列封裝大功率半導體激光器中普遍存在的問題。為解決這一問題,本文在研究smile效應產生機理的基礎上,提出采用錯溫封裝技術和熱沉預應力封裝技術降低smile效應的措施。以某808 nm水平陣列封裝半導體激光器為例,采用仿真分析的辦法研究了上述技術的可行性和有效性。仿真分析表明,采用傳統封裝技術,在恢復至室溫22 ℃后,芯片smile值約為39.36 μm,采用封裝前升高芯片溫度至429 ℃的錯溫封裝技術,可以將smile值降至1.9 μm;若采用熱沉預應力技術,對熱沉的兩個端面沿長邊方向分別施加190 N 的拉力,可以將smile值降至0.35 μm。結果表明,這兩種封裝措施是有效的。錯溫封裝技術和熱沉預應力封裝技術具有易于實現的優點,其中熱沉預應力技術對于各種smile效應類型和不同的smile值都可以調整和修正。
半導體激光器; smile效應; 熱應力; 錯溫封裝; 預應力
1 引 言
陣列封裝大功率半導體激光器在工作時存在各發光單元不在一條直線上的現象,這種整體發光彎曲的現象被稱為激光器的“smile”效應[1]。smile效應會顯著影響激光器的光束質量[2-4],成為限制半導體激光器光束直接應用的重要因素。要減小半導體激光器的近場非線性、提高激光器光束質量,抑制smile效應是關鍵[5]。
減小smile效應的一個途徑是改進半導體激光器陣列的封裝工藝[6],如優化焊接回流曲線[7]、優化焊料和熱沉的材料及厚度[8]、在芯片出光位置耦合光學校正系統[9]等。王淑娜等[5]通過仿真和實驗對比的方法研究smile效應的特征及其與溫度之間的關系,總結出smile效應主要來自于:(1)芯片與熱沉之間材料的不匹配,即熱應力導致的芯片彎曲;(2)封裝前加工導致的芯片彎曲。根據芯片彎曲的方向不同,激光器工作過程中smile效應可能隨著芯片溫度升高而變大或減小。
鑒于smile效應的重要性,本文首先通過理論和仿真分析研究了封裝熱應力致smile效應的產生機理。結果表明,smile效應產生的根本原因在于焊接后冷卻過程中芯片和熱沉的收縮變形彼此形成了約束。基于此,提出了協調芯片與熱沉的變形量不一致問題的解決思路。分別研究了錯溫封裝技術和熱沉預應力封裝技術對于減小smile效應的可行性和有效性。仿真驗證表明,封裝熱應力所致的smile值為39.35 μm,采用封裝前升高芯片溫度至429 ℃的錯溫封裝技術,可以將smile值降至1.9 μm;若采用熱沉預應力技術,對熱沉的兩個端面沿長邊方向分別施加190 N的拉力,可以將smile值降至0.35 μm。這兩種封裝策略都具有易于實現的優點,其中預應力封裝技術對于各種smile效應類型和不同的smile值都可以調整和修正,具有重要的應用價值。
2 熱應力致smile效應機理
激光器芯片經過復雜工藝制成后需要通過焊接的方式將其固定在熱沉上。焊接過程中,熱沉和芯片被置于焊接爐內升溫,待整體溫度達到焊料熔點后將二者連接起來,其基本流程如圖1所示[10-12]。
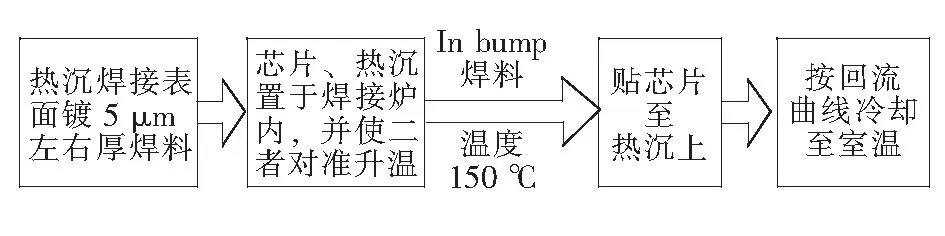
圖1 芯片焊接流程
由于材料的熱脹冷縮作用,冷卻至室溫后的芯片內部將產生應力。若將芯片和熱沉簡化為一維形狀,則自由狀態下芯片和熱沉的收縮量分別為:
(1)
其中,ΔL1、ΔL2分別表示自由狀態下芯片和熱沉的長度收縮量;α1、α2分別表示芯片和熱沉材料的熱膨脹系數;L表示二者長邊的長度;T1、T2分別表示焊接溫度和室溫。從公式可以看出,不同熱膨脹系數的材料,冷卻后其收縮量也不同。由于焊料的焊接作用,芯片和熱沉的收縮受到約束,從而在冷卻后產生了內應力和變形。
以808nm傳導冷卻封裝的高功率半導體激光器陣列為研究對象來闡述上述問題。水平陣列封裝的激光器陣列包含20個發光單元,每個發光單元寬100μm,腔長2mm,25%填充因子,芯片的長度為10mm,長邊為出光端。芯片結構如圖2所示[13],從上往下依次為P極金屬端/SiO2絕緣區、P-外延層、有源區(發光區)、N-外延層、GaAs基體,然后通過In焊料作為過渡焊接材料焊接到銅熱沉上。其中有源區為出光區域,也是激光器工作過程中產生熱量的集中區域,其厚度約為0.01μm;P-外延層、N-外延層的厚度約為1μm;P極金屬端/SiO2絕緣區厚度約為0.2μm;GaAs基體厚度約為120μm;In焊料厚度約為5μm。
激光器芯片通過材料選擇、外延片生長、腐蝕度和寬度都非常小,將芯片模型合理簡化為圖3所示,仿真時忽略從有源區向熱沉反方向的熱量散失[14],以有源區的變形情況代替發光單元的smile效應。
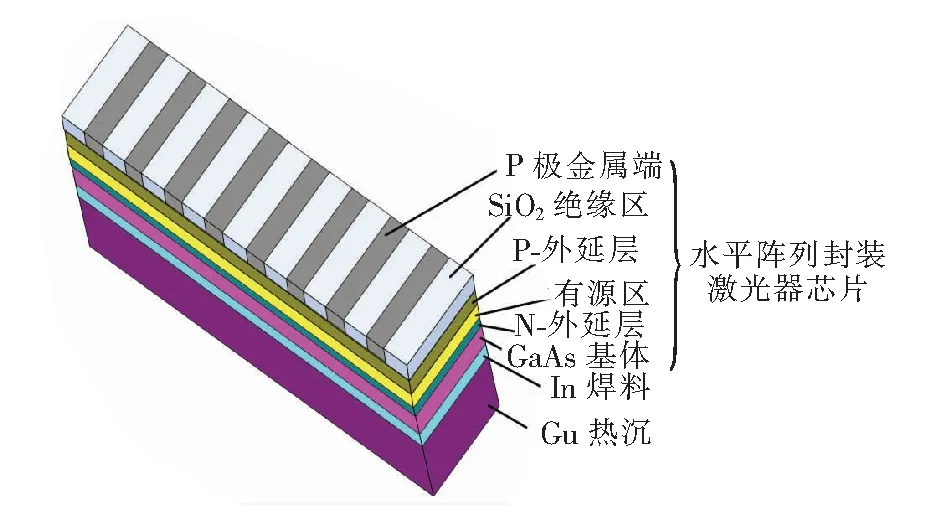
圖2 水平封裝半導體激光器結構示意圖Fig.2 Schematicdiagramofasemiconductorlaserdiodearray光刻、電極制作、封裝等工藝制成[11],具有復雜的內部結構和材料組成,因此詳細的芯片建模非常困難。考慮到芯片各層的厚度幾何尺寸相對于長
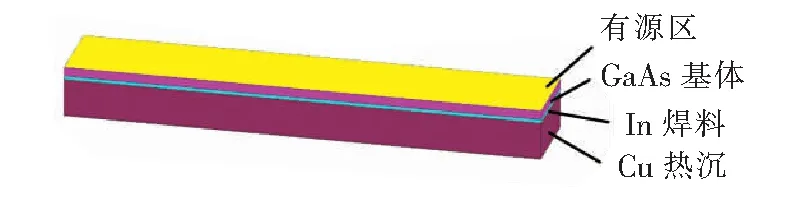
圖3 簡化的半導體激光器結構
仿真分析用到的材料屬性見表1。建立1/4軸對稱模型,選芯片的長、寬方向的中間平面為對稱面,觀察有源區長邊邊緣(亦即出光面)的變形情況。取焊接溫度為180 ℃,室溫為22 ℃。
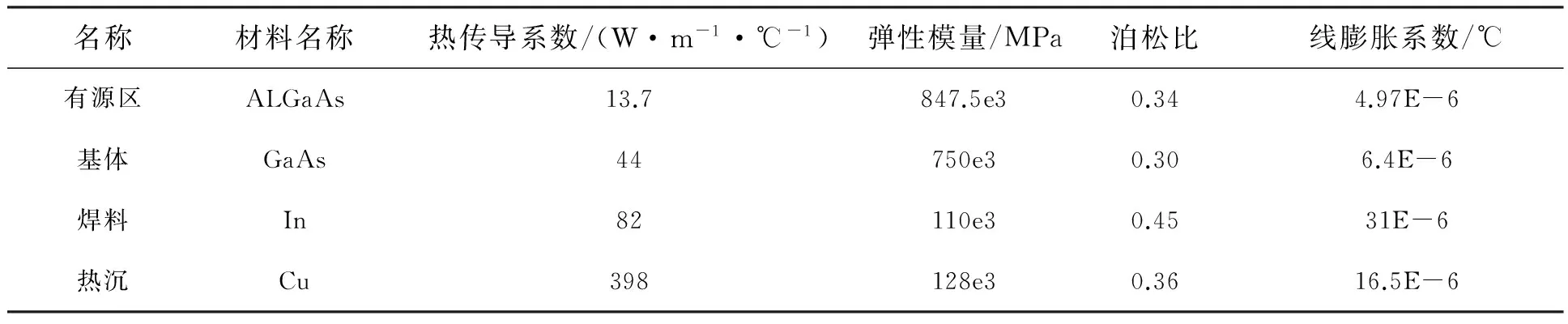
表1 半導體激光器材料屬性
對比仿真分析了直接將芯片和熱沉各自升溫至180 ℃再降至室溫后二者的變形情況(即自由狀態下的變形)以及模擬焊接作用,在180 ℃將芯片和熱沉通過焊料連接到一起后再降至室溫后二者的變形情況(即焊接后的變形)。
圖4(a)、(b)、(c)是獲得焊接后激光器冷卻至室溫后的應力分布和變形情況。分析中不考慮芯片本身在焊接前的形變以及在冷卻過程中銦焊料的延展作用而產生的塑性變形,因此仿真分析結果是理論值。
從圖4(a)、(b)、(c)仿真結果可以看出,冷卻至室溫后激光器陣列發生了變形,產生了上凸型的smile效應。圖4(d)統計了芯片、熱沉在兩種狀態下在X軸方向(即垂直PN結方向)的變形量。圖4(d)中的數據表明,在自由狀態下將芯片和熱沉升溫至焊接溫度再冷卻至室溫,二者本身在垂直PN結方向的變形量接近為0;焊接后芯片的變形曲線和熱沉的變形曲線基本一致,芯片產生的smile值為39.35 μm,熱沉上邊緣在垂直PN結方向的最大變形量為39.36 μm。對比分析結果表明,熱應力導致的芯片smile效應是由于芯片與熱沉的收縮變形受到約束而產生的,約束產生的原因主要在于芯片、焊料和熱沉的熱膨脹系數不一致,而焊接應力的集中區也在芯片和熱沉的連接區域,即焊料層。
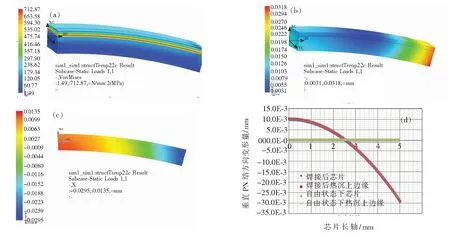
圖4 封裝熱應力致激光器變形分析。(a) 激光器應力分布;(b) 激光器變形結果;(c) 激光器在X向的變形(垂直PN節方向)分布;(d) 芯片和熱沉在X向的變形量。
Fig.4 Analysis of laser diode array deformation caused by thermal stress during soldering. (a) Stress distribution in laser diode array. (b) Deformation of the laser diode array. (c) Laser diode array deformation inXdirection. (d) Deformations of chip and heat sink inXdirection.
現有的技術研究主要集中于芯片與熱沉的線膨脹系數匹配問題,即從協調熱膨脹系數不一致問題入手,包括低熔點焊料的研發;以及焊接工藝的研究,包括焊接回流曲線的改進。
如上所述,焊接smile產生的根本原因在于芯片和熱沉的收縮變形受約束。因此,可以從協調芯片與熱沉的變形量不一致問題入手解決焊接熱應力致芯片變形問題,這也是一個創新的解決問題的思路。
3 減小smile效應的對策
3.1 錯溫封裝技術
在同樣的溫度變化量下,熱沉由于熱膨脹系數大于芯片,從而收縮變形被約束,芯片則受到拉伸。為此,提出“錯溫封裝”技術。所謂錯溫封裝技術,是指在封裝時將芯片和熱沉置于不同的溫度。通過合理設計芯片的焊接初始溫度,可以達到降低smile效應的目的。技術原理表述如下:
(2)
其中α1、α2、L的定義和上文一致,ΔT1表示芯片的焊接溫差,ΔT0表示安裝焊料焊接需求熱沉的焊接溫差。公式兩邊分別表示芯片長邊的變形量、熱沉沿芯片長邊方向的變形量。公式兩邊相等表示通過溫差控制從而使芯片和熱沉的變形量一致。由于焊接溫度是一定的,所以熱沉的焊接溫差ΔT0是已知量。因而可得:
(3)
以第2章的仿真條件為例,α1取基體熱膨脹系數,為6.4E-6/℃;α2取Cu的熱膨脹系數,為16.5E-6/℃。ΔT0=180 ℃-22 ℃=158 ℃,則ΔT1=407.3 ℃,即芯片的焊接初始溫度為429.3 ℃。
實現上述條件,需要在傳統的焊接流程基礎上稍作調整。傳統焊接流程中芯片和熱沉同時置于一個焊接爐中升溫至焊接溫度。新的方法則需要將芯片和熱沉置于不同的焊接爐中,分別升溫至各自所需溫度,然后再將芯片移至熱沉所在的焊接爐中完成焊接。由于包含移動芯片的過程,焊接也需要一定的時間,實際操作時芯片溫升要考慮到上述操作過程中芯片溫度的散失量。
對上述方法進行仿真分析驗證,結果見圖5。
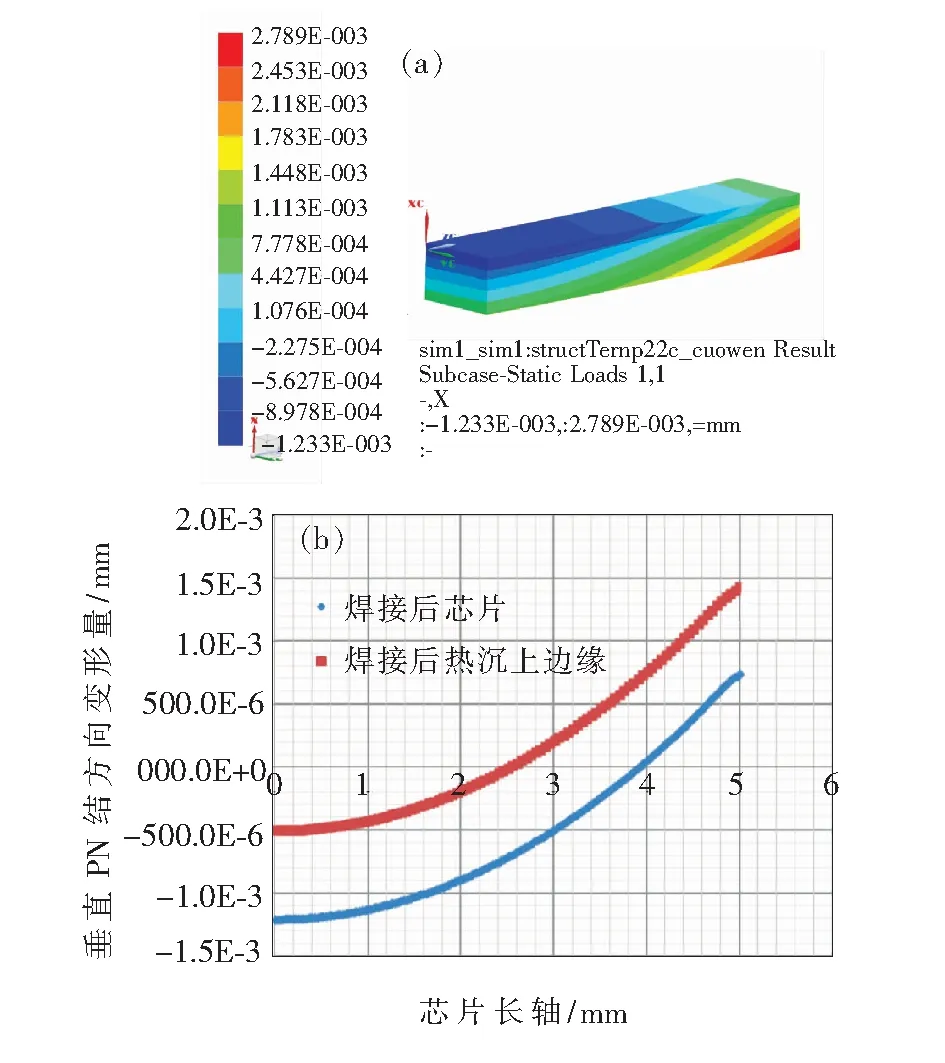
圖5 錯溫封裝激光器變形分析。(a) 激光器在X向的變形(垂直PN節方向);(b) 芯片和熱沉在X向的變形量。
Fig.5 Analysis of laser diode array deformation with differential temperature soldering. (a) Laser diode array deformation inXdirection. (b) Deformations of chip and heat sink inXdirection.
仿真分析表明,合理設計芯片焊接初始溫度,可以將芯片的焊接應力所致smile值從39.35 μm降至約1.9 μm,表明錯溫封裝法降低封裝熱應力是有效的。
3.2 熱沉預應力技術
錯溫封裝技術需要將芯片溫度預先升至較高值,過高溫度會導致銦焊料氧化,影響焊接效果。如果能結合減小熱沉變形量的辦法,則芯片所需溫升就可以相應減小。為此,研究熱沉預應力技術。
預應力技術被廣泛應用于道路和橋梁工程中,它是指對服役期間將要承受拉應力的構件在施工時預先施加壓應力,用以抵消或減小外載荷產生的拉應力,避免結構破壞。借鑒預應力技術思路,激光器陣列完成封裝冷卻至室溫后,熱沉的收縮變形受到其表面覆蓋的銦焊料、芯片等材料的約束,長邊方向總體產生的是壓應力,因此可以在芯片短軸端對熱沉施加平行于長邊方向的拉力,用拉力產生的拉應力抵消或減小熱沉收縮變形所產生的壓應力。拉力施加方法如圖6所示。
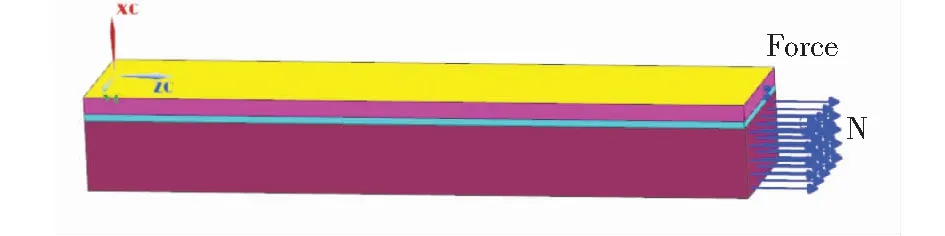
圖6 熱沉預應力技術示意圖
Fig.6 Schematic diagram of prestressing force in the heat sink
對上述方案進行仿真驗證。根據熱沉的變形量,計算獲得Z向拉力約為95 N,由于是1/4對稱模型,實際拉力加載在熱沉兩端垂直于長邊的兩個端面上,每個面上的拉力為190 N。圖7為仿真分析結果。
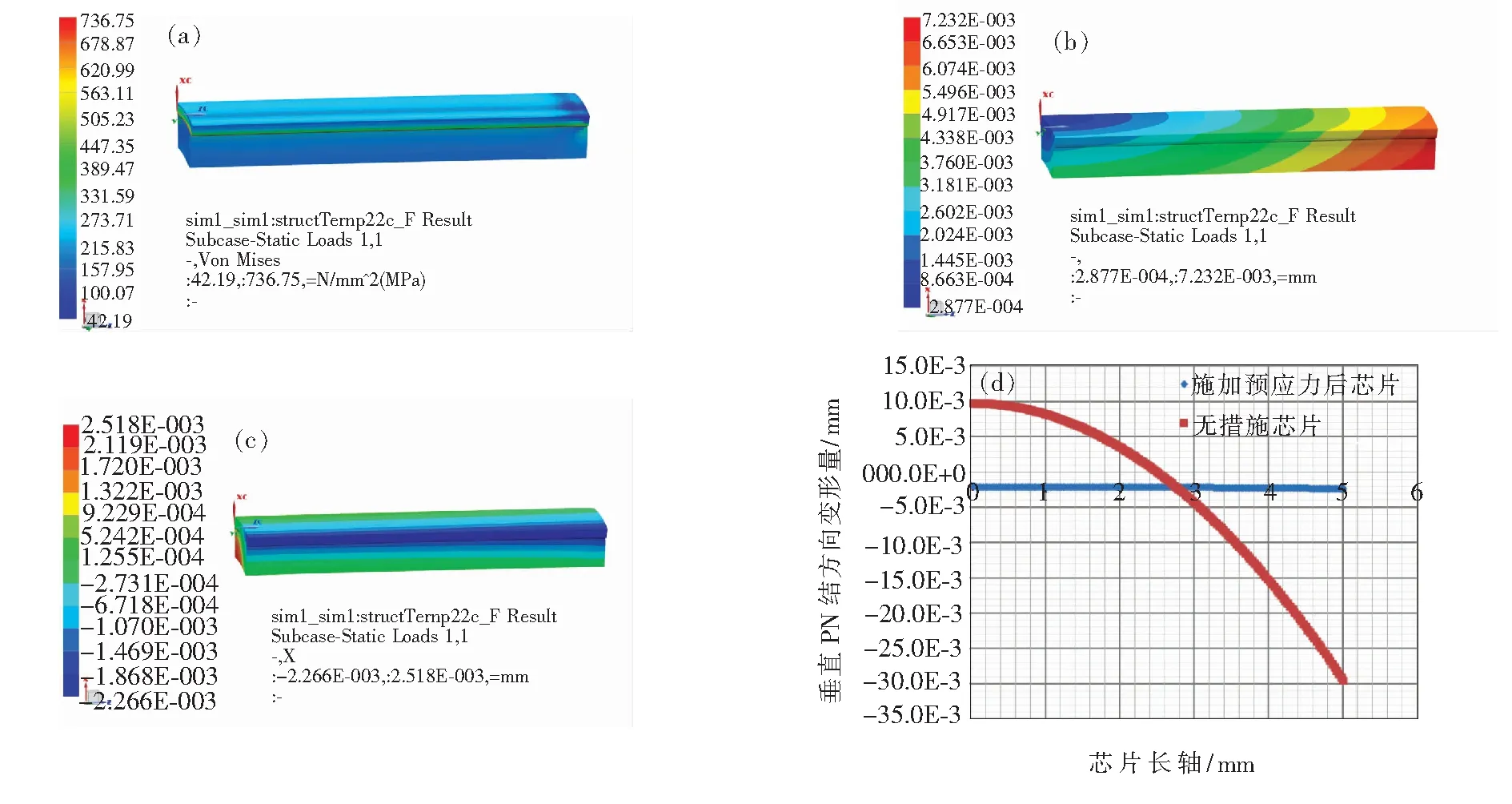
圖7 預應力封裝激光器變形分析。(a) 激光器應力分布;(b) 激光器變形結果;(c) 激光器在X向的變形(垂直PN節方向)分布;(d) 芯片在X向的變形量。
Fig.7 Analysis of laser diode array deformation with prestressing force in the heat sink. (a) Stress distribution in laser diode array. (b) Deformation of the laser diode array. (c) Laser diode array deformation inXdirection. (d) Deformations of chip inXdirection.
仿真分析表明,施加預應力后芯片的焊接應力所致smile值從39.35 μm降至約0.35 μm,表明預應力封裝法降低封裝熱應力是非常有效的。
預應力封裝法降低smile效應的缺點主要表現在預應力會加大芯片的內應力,芯片內部應力一方面會影響發光波長,另一方面過大的內應力可能會損壞芯片[15-16]。熱沉預應力封裝法的優點是技術靈活,對于各種smile效應,如上凸型smile、下凹型smile都可以調整,對于不同的smile值也可以通過裝調調整力的大小加以修正。
4 結 論
研究了陣列封裝半導體激光器封裝熱應力致smile效應的產生機理;以808 nm水平陣列封裝半導體激光器為例,通過仿真分析的辦法驗證了封裝熱應力致smile效應的根本原因在于芯片、焊料和熱沉的熱膨脹系數不一致而產生的相互約束作用。在此基礎上提出改善smile效應的錯溫封裝技術和熱沉預應力技術。仿真驗證表明,封裝熱應力所致的smile值為39.35 μm,采用封裝前升高芯片溫度至429 ℃的錯溫封裝技術,可以將smile值降至1.9 μm;若采用熱沉預應力技術,對熱沉的兩個端面沿長邊方向分別施加190 N的拉力,可以將smile值降至0.35 μm。仿真分析結果驗證了兩種封裝措施對于降低smile效應的有效性。采用錯溫封裝技術,較高的芯片溫度可能會導致焊料氧化問題,熱沉預應力技術也存在加大芯片內應力的缺點。將這兩種方法結合起來可以獲得最優的解決方案。錯溫封裝技術和熱沉預應力封裝技術都具有易于實現的優點,其中熱沉預應力技術對于各種smile效應和不同的smile值都可以調整和修正。
[1] LIU X SH, ZHAO W, XIONG L L,etal..PackagingofHighPowerSemiconductorLasers[M]. New York: Springer Science, 2015.
[2] 郎超, 堯舜, 陳丙振, 等. 半導體激光器陣列的“Smile”效應對光束質量的影響 [J]. 中國激光, 2012, 39(5):33-37. LANG C, YAO S, CHEN B Z,etal.. “Smile” effect on the beam quality for diode laser array [J].Chin.J.Laser, 2012, 39(5):33-37. (in Chinese)
[3] WETTER N U. Three-fold effective brightness increase of laser diode bar emission by assessment and correction of diode array curvature [J].Opt.LaserTechnol., 2001, 33(3):181-187.
[4] 王文知, 井紅旗, 祁瓊, 等. 大功率半導體激光器可靠性研究和失效分析 [J]. 發光學報, 2017, 38(2):165-169. WANG W Z, JING H Q, QI Q,etal.. Reliability test and failure analysis of high power semicounductor laser [J].Chin.J.Lumin., 2017, 38(2):165-169. (in Chinese)
[5] 王淑娜, 張普, 熊玲玲, 等. 溫度對高功率半導體激光器陣列“smile”的影響 [J]. 光子學報, 2016, 45(5):1-6. WANG S N, ZHANG P, XIONG L L,etal.. Influence of temperature on “Smile” in high power diode laser bars [J].ActaPhoton.Sinica, 2016, 45(5):1-6. (in Chinese)
[6] 賈冠男, 堯舜, 潘飛, 等. 探針掃描法快速測量半導體激光陣列Smile效應 [J]. 紅外與激光工程, 2015, 44(12):3576-3579. JIA G N, YAO S, PAN F,etal.. Smile effect of laser diode arrays measured by stylus scan method [J].InfraredLaserEng., 2015, 44(12):3576-3579. (in Chinese)
[7] 王祥鵬, 李再金, 劉云, 等. 半導體激光器列陣的smile效應與封裝技術 [J]. 光學 精密工程, 2010, 18(3):552-557. WANG X P, LI Z J, LIU Y,etal.. Smile effect and package technique for diode laser arrays [J].Opt.PrecisionEng., 2010, 18(3):552-557. (in Chinese)
[8] 王輝. 半導體激光器封裝中熱應力和變形的分析 [J]. 半導體技術, 2008, 33(8):718-720. WANG H. Thermal stress and deformation analysis of semiconductor lasers packaging [J].Semicond.Technol., 2008, 33(8):718-720. (in Chinese)
[9] 潘飛, 堯舜, 賈冠男,等. 半導體激光陣列“Smile”效應下快軸準直鏡的裝調 [J]. 半導體光電, 2014, 35(1):35-38. PAN F, YAO S, JIA G N,etal.. “Smile” effect on fast axis collimator assembly for diode laser array [J].Semicond.Optoelectron., 2014, 35(1):35-38. (in Chinese)
[10] 辛國鋒,翟榮輝,陳高庭,等. 大功率半導體激光器陣列的封裝技術 [J]. 激光與光電子學進展, 2005,42(8):54-57. XIN G F, ZHAI R H, CHEN G T,etal.. Packaging techniques of high power semiconductor laser array [J].LaserOptron.Prog., 2005, 42(8):54-57. (in Chinese)
[11] 王永平. 用于半導體激光器封裝的In焊料性能研究 [D]. 鄭州: 鄭州大學, 2013. WANG Y P.ThePropertiesResearchingofIndiumSolderforSemiconductorLaserPackage[D]. Zhengzhou: Zhengzhou University, 2013. (in Chinese)
[12] 王昭, 雷軍, 譚昊, 等. 基于mini-bar的二極管激光器焊接實驗研究 [J]. 強激光與粒子束, 2016, 28(8):9-12. WANG Z, LEI J, TAN H,etal.. Experimental investigation on diode laser bonding based on mini-bars [J].HighPowerLaserParticleBeams, 2016, 28(8):9-12. (in Chinese)
[13] 王文, 高欣, 周澤鵬, 等. 百瓦級多芯片半導體激光器穩態熱分析 [J]. 紅外與激光工程, 2014, 43(5):1438-1443. WANG W, GAO X, ZHOU Z P,etal.. Steady-state thermal analysis of hundred-watt semiconductor laser with multichip-packaging [J].InfraredLaserEng., 2014, 43(5):1438-1443. (in Chinese)
[14] 倪羽茜, 井紅旗, 孔金霞, 等. 高功率半導體激光器陶瓷封裝散熱性能研究 [J]. 發光學報, 2016, 37(5):561-566. NI Y X, JING H Q, KONG J X,etal.. Thermal performance of high-power semiconductor laser packaged by ceramic submount [J].Chin.J.Lumin., 2016, 37(5):561-566. (in Chinese)
[15] 張勇, 楊瑞霞, 安振峰, 等. 4 mm腔長高功率單管半導體激光器封裝應力的研究 [J]. 光譜學與光譜分析, 2014, 34(6):1441-1445. ZHANG Y, YANG R X, AN Z F,etal.. Study on packaging-induced stress in 4 mm cavity length high-power single emitter semiconductor laser [J].Spectrosc.Spect.Anal., 2014, 34(6):1441-1445. (in Chinese)
[16] 王立軍, 彭航宇, 張俊. 大功率半導體激光合束進展 [J]. 中國光學, 2015, 8(4):517-534. WANG L J, PENG H Y, ZHANG J. Advance on high power diode laser coupling [J].Chin.Opt., 2015, 8(4):517-534. (in Chinese)

陳華(1983-),女,湖北十堰人,博士,講師,2011年于中國科學院長春光學精密機械與物理研究所獲得博士學位,主要從事LED車前照燈散熱和道路檢測技術的研究。
E-mail: chenhua.tyb@126.com
Measures to Reduce Smile Effect of Semiconductor Laser Diode Arrays Caused by Packaging Thermal Stress
CHEN Hua*, LI Jing, ZHOU Xing-lin, LYU Yue-jing
(SchoolofAutomobileandTrafficEngineering,WuhanUniversityofScienceandTechnology,Wuhan430081,China)
The smile effect caused by thermal stress is a common problem in high power semiconductor laser array packaging. The mechanism of smile effect caused by packaging thermal stress was studied firstly. Then two measures, the differential temperature soldering technique and the prestressing force technique, were putted forward. The feasibility and effectiveness of the above mentioned techniques, were studied through the simulation method for an 808 nm semiconductor laser diode array. Using the traditional soldering technique, the smile effect is about 39.36 μm at 22 ℃. Using the differential temperature soldering technique, increasing the chip’s temperature to 429 ℃ before soldering can reduce the smile effect to 1.9 μm. Using the prestressing force technique, applying a tensile force of 190 N along the long axis direction on each side of the heat sink can reduce the smile effect to 0.35 μm. Both techniques are proved to be effective. The two techniques are easy to implement, and the prestressing force technique can be used to adjust or modify various smile effect types and different smile values.
semiconductor laser diode; smile effect; thermal effect; differential temperature soldering; prestressing force
1000-7032(2017)05-0655-07
2016-12-15;
2017-02-24
湖北省自然科學基金面上項目(2015CFB220); 湖北省科技支撐計劃(2014BEC055); 國家自然科學基金面上項目(51578430); 武漢科技大學青年科技骨干培育計劃資助項目 Supported by General Program of Natural Science Foundation of Hubei province(2015CFB220); Hubei Science and Technology Support Program(2014BEC055); General Program of Natural Science Foundation of China(51578430); Youth Science and Technology Backbone Training Program of Wuhan University of Science and Technology
TN248.4
A
10.3788/fgxb20173805.0655
*CorrespondingAuthor,E-mail:chenhua.tyb@126.com
猜你喜歡
核科學與工程(2021年4期)2022-01-12 06:30:26
今日農業(2020年19期)2020-12-14 14:16:52
小學生必讀(中年級版)(2020年9期)2020-12-04 02:07:22
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
中學物理·高中(2016年12期)2017-04-22 11:53:03
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
小櫻桃·童年閱讀(2014年11期)2014-12-01 22:21:30
