機(jī)器人用箱體類鑄件鑄造工藝方法研究
2017-06-01 09:43:15李朝東
中國(guó)鑄造裝備與技術(shù) 2017年2期
關(guān)鍵詞:工藝設(shè)計(jì)
李朝東,李 棟
(寧夏 共享模具有限公司,寧夏銀川 750021)
機(jī)器人用箱體類鑄件鑄造工藝方法研究
李朝東,李 棟
(寧夏 共享模具有限公司,寧夏銀川 750021)
以一種焊接機(jī)器人用變位機(jī)箱體為例,介紹了箱體類鑄件的鑄造工藝設(shè)計(jì)方案,并通過(guò)CAE模擬技術(shù),對(duì)工藝進(jìn)行優(yōu)化,解決此類鑄件出品率低、生產(chǎn)過(guò)程品質(zhì)不穩(wěn)定等問(wèn)題。
箱體類鑄件;鑄造工藝;CAE模擬
1 產(chǎn)品信息
1.1 產(chǎn)品基本信息
本公司生產(chǎn)的焊接機(jī)器人用變位機(jī)箱體,結(jié)構(gòu)形狀復(fù)雜,鑄件尺寸要求嚴(yán)格,主體壁厚小,打孔、加工位置多,為典型的薄壁、復(fù)雜箱體類鑄件,鑄件基本參數(shù)如表1所示。

表1 變位機(jī)箱體基本參數(shù)
鑄件壁厚差距大,方門(mén)、凸臺(tái)多,結(jié)構(gòu)復(fù)雜,具體三維模型如圖1所示。
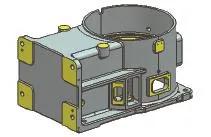
圖 1 零件三維圖
1.2 顧客技術(shù)條件
(1)產(chǎn)品尺寸精度要求為ISO 8062 1994 CT10級(jí),且要求加工面余量+3 mm;
(2)外觀均質(zhì),無(wú)氣孔、縮孔、夾渣、夾砂和褶皺等影響使用的鑄造缺陷;
(3)產(chǎn)品主要力學(xué)性能指標(biāo)如表2所示。

表2 變位機(jī)箱體的力學(xué)性能指標(biāo)
2 工藝設(shè)計(jì)
2.1 鑄造工藝方案
針對(duì)該鑄件質(zhì)量小、壁薄、加工打孔位置多的特點(diǎn),工藝設(shè)計(jì)中采取冷鐵與補(bǔ)縮冒口相配合的方案,并通過(guò)CAE充型凝固模擬技術(shù)進(jìn)行優(yōu)化,以達(dá)到提高工藝出品率、生產(chǎn)效率和降低成本的目的。
2.1.1 澆注位置和分型面選擇
考慮鑄件輪廓尺寸較大,鑄件尺寸要求高以及本公司現(xiàn)有砂箱尺寸,選擇一箱一件造型。由于箱體地腳面為加工面,品質(zhì)要求高,同時(shí)為了方便造型、起模,選擇地腳面作為澆注位置和分型面,保證鑄件主體結(jié)構(gòu)在同一型內(nèi),便于尺寸控制和得到高品質(zhì)的鑄件[1]。如圖2所示。
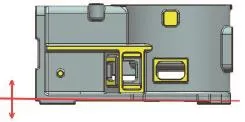
圖 2 分型面選擇
2.1.2 澆注系統(tǒng)設(shè)計(jì)
由于該鑄件澆注質(zhì)量較小,該工藝選用封閉式澆注系統(tǒng),也可減少鐵液的消耗。同時(shí),為了減小鐵液對(duì)砂芯的沖擊,充型平穩(wěn)和型腔內(nèi)氣體的排出,選擇鐵液從型腔底部側(cè)面進(jìn)流。直澆道橫截面積:橫澆道橫截面積:內(nèi)澆道橫截面積=1∶2.5∶0.86。如圖3所示。

圖 3 澆注系統(tǒng)設(shè)計(jì)
2.1.3 冒口、冷鐵設(shè)計(jì)
由于該鑄件形狀結(jié)構(gòu)復(fù)雜,打孔位置多,故在工藝設(shè)計(jì)時(shí)進(jìn)行了通過(guò)冷鐵激冷和補(bǔ)縮冒口補(bǔ)縮,消除鑄造缺陷的兩種工藝方案。
方案一:由于鑄件側(cè)面方臺(tái)處為加工面,且打孔多,故采用側(cè)暗冒口進(jìn)行補(bǔ)縮,以便能夠很好的消除缺陷。如圖4所示。
方案二:在側(cè)面打孔位置處放置冷鐵,局部加速凝固,防止鑄件在打孔位置產(chǎn)生縮孔、縮松等鑄造缺陷,同時(shí)減少冒口的使用,提高出品率。如圖5所示。
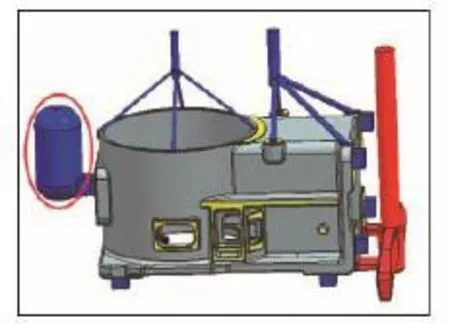
圖 4 工藝方案一
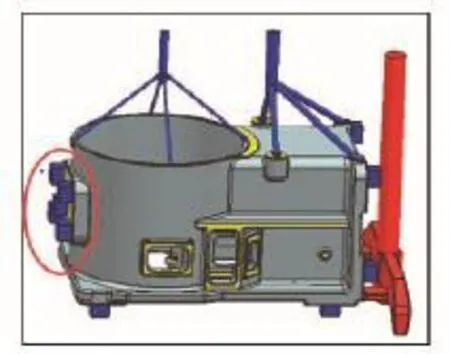
圖 5 工藝方案二
2.2 CAE仿真分析
針對(duì)以上兩種工藝方案,采用CAE模擬軟件對(duì)工藝進(jìn)行充型凝固模擬,如圖6,為設(shè)計(jì)的澆注系統(tǒng)充型結(jié)果,從充型過(guò)程可以看出,鐵液澆注整體比較平穩(wěn),無(wú)噴濺、紊流現(xiàn)象,符合工藝設(shè)計(jì)的要求。 如圖7所示,為方案一的凝固結(jié)果。由于暗冒口補(bǔ)縮效率低,通過(guò)暗冒口補(bǔ)縮鑄件時(shí),需要很大的暗冒口,同時(shí)在暗冒口根部易產(chǎn)生縮孔、縮松,增加鑄件產(chǎn)生縮松的風(fēng)險(xiǎn),鑄件出品率也較低,增加了生產(chǎn)成本;圖8為方案二的凝固結(jié)果。從結(jié)果可知,通過(guò)在打孔位置放置冷鐵,可以完全消除打孔位置的縮松,保證鑄件品質(zhì)。

圖6 澆注系統(tǒng)充型過(guò)程

圖 7 方案一凝固結(jié)果
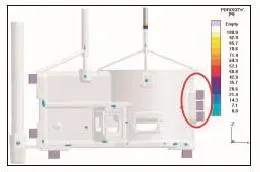
圖 8 方案二凝固結(jié)果
2.3 確定生產(chǎn)工藝方案
通過(guò)對(duì)兩種工藝方案的對(duì)比,本公司采用了工藝方案二,即能夠提高鑄件出品率,又能夠保證鑄件品質(zhì),滿足顧客規(guī)范要求。同時(shí),由于此鑄件為薄壁,在上箱面圓筒壁和箱體處放置了大量出氣冒口,增加鑄件出氣面積,防止鑄件薄壁處產(chǎn)生澆不足、冷隔等缺陷;在上箱面凸臺(tái)處,由于在中心位置打孔,且模數(shù)較大,鑄件不能夠自補(bǔ)縮,因此通過(guò)增加補(bǔ)縮冒口,消除縮松缺陷。如圖9,為最終確定的鑄造工藝方案,圖10為最終工藝方案凝固模擬結(jié)果。

圖9 最終工藝方案

圖10 最終工藝凝固結(jié)果
2.4 熔煉工藝設(shè)計(jì)
為了減少鑄件產(chǎn)生縮松的風(fēng)險(xiǎn),在用CAE軟件模擬和澆注時(shí)將鐵液的碳當(dāng)量控制在了4.6~4.7。結(jié)合本公司實(shí)際情況,鑄件的化學(xué)成分設(shè)計(jì)范圍如表3所示。因該鑄件為薄壁件,為避免出現(xiàn)澆不足、冷隔、嗆氣孔等缺陷,故確定澆注溫度為1 380℃±10 ℃。同時(shí),根據(jù)鑄件材質(zhì)和性能要求,孕育階段選用孕育劑進(jìn)行孕育,孕育劑粒度適中,加入量為0.9%~1.1%,確保鐵液孕育均勻、充分。球化劑加入量的范圍在1.1%~1.3%,選用FeSiMg合金球化劑,將FeSiMg合金球化劑預(yù)埋到澆包之內(nèi),采用沖入法進(jìn)行球化處理,保證出鐵量在70%以上時(shí)開(kāi)始球化反應(yīng)。

表3 化學(xué)成分設(shè)計(jì) %
3 生產(chǎn)驗(yàn)證及檢驗(yàn)
按照上述鑄造和熔煉工藝方案,我們對(duì)該鑄件進(jìn)行了生產(chǎn)試制,并安排了相關(guān)檢測(cè)驗(yàn)證。

圖11 合格鑄件
1) 經(jīng)過(guò)三維測(cè)量臂測(cè)量,鑄件壁厚均勻、未發(fā)生變形,鑄件尺寸符合ISO 8062 1994,CT10級(jí);
2) 清理鑄件后鑄件表面光潔,無(wú)裂紋、夾渣等缺陷,符合外觀品質(zhì)要求,如圖11所示;
3)表4為鑄件力學(xué)性能檢測(cè)結(jié)果,各項(xiàng)檢測(cè)均符合顧客規(guī)范要求。
為確保鑄件內(nèi)部品質(zhì),筆者所在單位對(duì)鑄件進(jìn)行了UT檢測(cè)驗(yàn)證,檢測(cè)結(jié)果完全滿足鑄件品質(zhì)要求,且同CAE充型模擬結(jié)果相符。

表4 變位機(jī)箱體力學(xué)性能檢測(cè)結(jié)果
4 結(jié)論
(1)通過(guò)CAE模擬軟件的使用,對(duì)多種方案對(duì)比,并進(jìn)行工藝優(yōu)化改進(jìn),生產(chǎn)出合格鑄件,提高鑄件出品率,降低鑄造成本。
(2)通過(guò)對(duì)CAE軟件模擬結(jié)果和實(shí)際鑄件品質(zhì)對(duì)比,驗(yàn)證了工藝的合理性和模擬結(jié)果的準(zhǔn)確性。
[1] 中國(guó)機(jī)械工程學(xué)會(huì)鑄造分會(huì).鑄造手冊(cè)(第五卷):鑄造工藝(第二版)[M].北京: 機(jī)械工業(yè)出版社,2003:109-116.
[2] 周樹(shù)楊,李棟,杜文強(qiáng),等.小件疊芯造型工藝改進(jìn) [J].中國(guó)鑄造裝備與技術(shù) ,2016(2).
Study of casting process method for robot body casting
LI ChaoDong, LI Dong
(Kocel Pattern Co., Ltd., Yinchuan 750021, Ningxia,China)
A welding robot with displacement based on the machine body, for example, box type casting casting process design are introduced, and through the CAE simulation technology, optimize the process, solve such castings production rate is low, the production process quality problem such as unstable.
box casting; casting process;CAE simulation
TG244;
B;
1006-9658(2017)02-0050-03
10.3969/j.issn.1006-9658.2017.02.016
2016-09-09
稿件編號(hào):1609-1514
李朝東(1989—),男, 工程師 .主要從事鑄造工藝設(shè)計(jì).
猜你喜歡
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
