姿軌控系統高壓氣路全焊接結構可行性研究
2017-06-01 12:47:07孫維平張宇軒何康康
航天制造技術 2017年2期
孫維平 張宇軒 何康康
?
姿軌控系統高壓氣路全焊接結構可行性研究
孫維平 張宇軒 何康康
(北京航天動力研究所,北京 100076)
為了實現液體姿軌控動力系統的長期貯存,針對高壓氣路全焊接結構開展了可行性研究。分析了高壓氣路系統全焊接結構形式所需異種金屬焊接、全位置焊接、總裝裝配工藝等相關技術進行,并通過各類樣件的試制驗證了實現高壓氣路全焊接結構的可行性。
長期貯存;高壓管路;異種金屬;全位置焊接

1 引言
姿軌控系統已廣泛應用于航天飛機、衛星、飛船等,主要為航天器提供軌道機動的動力,同時為其姿態穩定提供俯仰、偏航和滾轉控制力。典型的姿軌控動力系統采用氣體擠壓式供應系統,高壓氣路主要由氣瓶、導管、多通、充氣閥、電爆閥、高壓傳感器及相關支架等組成。氣瓶內的高壓氣體作為氣體擠壓式供應系統正常工作的源動力,必須確保其在長期貯存期間能夠可靠密封。圖1給出了某典型動力系統高壓氣路連接示意圖。隨著姿軌控動力系統小型、輕質化要求的不斷提升,需要不斷提升氣瓶內增壓氣體的壓力并縮小密封結構的尺寸和質量。針對上述問題進行了姿軌控動力系統高壓氣路全焊接結構可行性的研究。
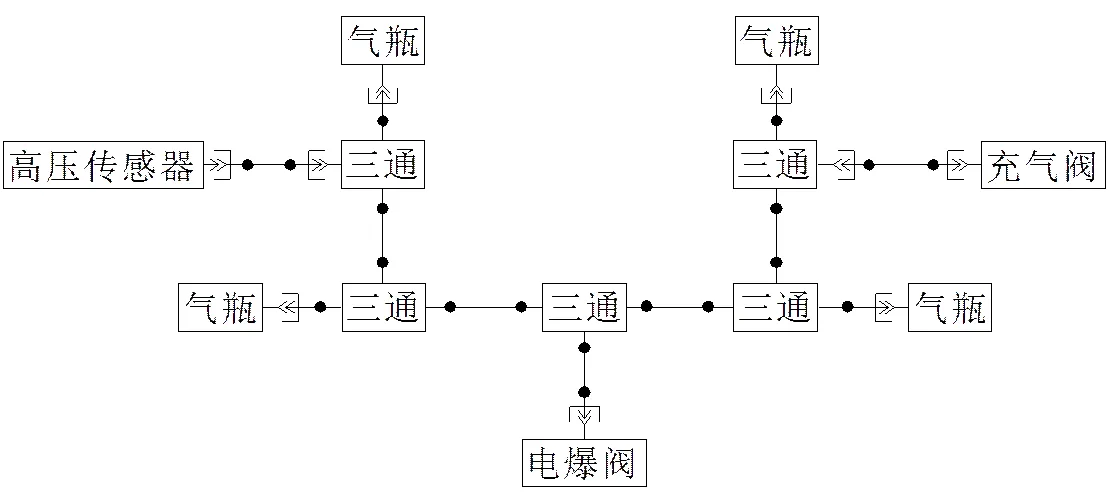
圖1 某型號動力系統高壓氣路連接示意圖
2 全焊接結構必要性分析
目前姿軌控系統高壓氣路環管與環管、環管與組合件間廣泛應用著球頭-錐面連接的螺接密封結構,具有便于裝配和可拆卸[1,2]的優點。該密封方式通常在保證接觸面加工質量的前提下,通過增大擰緊力矩獲取較大密封面寬度和平均接觸應力,從而達到降低最終漏率的效果,主要存在以下兩方面的局限性。
a. 在管徑較小的情況下,球頭強度不足以支持較大力矩的存在,密封效果受到影響。例如在姿軌控系統中使用的某些小尺寸的球頭所能施加的力矩小于10N·m,而高壓氣瓶內的氣體壓力達到60MPa,根據文獻[3]中泄漏氣體的計算模型得到氣瓶內高壓氦氣的泄漏率超過10-4Pa·m3·s-1,不能滿足氣密性要求。
b. 由于應力松弛的原因,球頭-錐面密封的漏率會隨著時間呈現增大的趨勢,直至達到穩定值。文獻[4,5]中通過檢測2種不同內壓工況下的漏率,發現產品漏率分別達到了初始漏率的10倍和16倍。因此,需要對具有該種密封結構的航天產品定期檢測漏率,保證產品符合要求。
3 全焊接結構可行性分析
高壓氣路管路連接方式由球頭-錐面的螺接方式更改為全焊接方式,能明顯提升高壓氣路的密封可靠性。要實現高壓氣路的全焊接結構,需要實現焊接工藝的突破并進行裝配工藝性的調整。
3.1 異種金屬焊接
為監測高壓氣路系統中的高壓氣體壓力,系統中需配套遙測高壓傳感器。高壓傳感器一般為薄膜濺射應變式壓力傳感器,采用17-4PH特種彈性不銹鋼作為其核心的壓力敏感元件,通過焊接的形式與壓力接頭(材料為316不銹鋼或1Cr18Ni9Ti不銹鋼[6])連接。高壓氣路鈦合金管材與傳感器不銹鋼殼體之間存在熔點、線膨脹系數、熱導率差異大和脆性相的生成問題等[7~10],給高壓管路全焊接結構的實現帶來了一定的困難。此外,高壓氣路中電爆閥由于要具備瞬時切破功能,入口接管嘴處為脆性材料,采用常規工藝方法與鈦合金導材焊接時,焊縫嚴重塌陷不成形,無法滿足要求。采用釬焊技術實現了不銹鋼管材和鈦合金管材間的焊接,圖2中給出的焊接樣件,通過了120MPa壓力的強度檢測,滿足管路設計強度要求。

圖2 不銹鋼與鈦合金異種材料焊接件
3.2 封閉容腔導管焊接
導管的焊縫主要采取全位置自動焊方式焊接,在焊接過程中需流動氬氣對焊縫內外表面同時進行保護,防止焊縫處金屬材料在通電融化時被氧化而導致焊縫內出現氣孔雜質等有害物,提高焊縫質量,導管焊接示意圖見圖3。
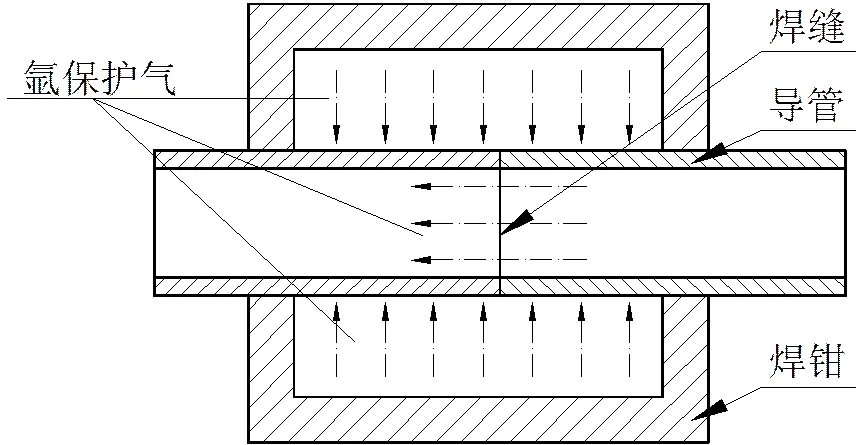
圖3 導管全位置焊接示意圖
圖4 高壓氣路系統全焊接示意圖
高壓氣路全焊接結構示意圖見圖4,圖中6處箭頭所示焊縫,由于氣瓶、電爆閥、高壓傳感器屬于容腔封閉性組合件,即在焊接這些組合件入口處焊縫時,無法對焊縫內表面進行持續性流動氬氣保護。為在現有焊接設備條件下實現封閉容腔導管焊接,經過工藝研究和樣件試制,采用增加工藝孔方案解決流動氬氣保護的問題,即在封閉容腔前進行導管焊接時,在焊縫下游打一個帶坡度的工藝小孔,利用此孔在導管全位置焊接時導出氬氣,確保焊接時焊縫有持續流動氬氣保護,全位置焊接完成后對工藝小孔進行堵焊[11,12]。經X光檢查為Ⅰ級焊縫,成品率高,具備工程化使用條件。在樣件試制過程中,對下游打孔位置、孔大小、孔坡度、氬氣壓力及其相對應的焊接工藝參數匹配性開展了研究,掌握了規律,同時完成了工藝小孔封堵焊工藝參數的確定。該方案焊接樣件試制后經過2倍工作壓力液壓強度試驗未見泄漏,圖5為工藝小孔堵焊前后實物圖。圖6為堵焊焊縫金相圖,晶體組織較為均勻細小,沒有異常長大的晶粒,對材料機械性能無影響,未見裂紋、氣孔等焊縫缺陷。

圖5 工藝孔堵焊試制樣件
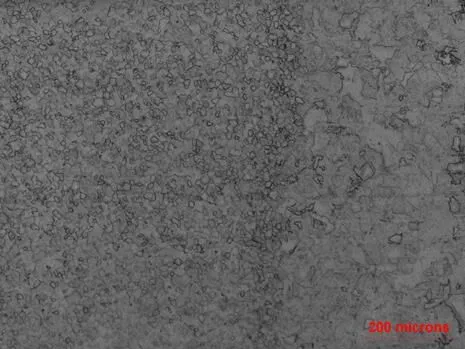
圖6 堵焊焊縫金相圖
3.3 焊接裝配工藝
高壓氣路系統采用全焊接方式后,各組合件和導管成為有機整體,對操作工藝性帶來影響。通常的工藝流程是將各類組部件固定連接后進行導管彎制,然后進行裝配,操作便利,導管焊縫檢查出缺陷只需更換導管重新焊接即可。而采用全焊接方案,導管與組部件已焊接成一體,不同組部件焊接時會相互影響,在焊接時需對焊接順序進行調整優化,避免工序不當造成無法安裝操作的問題。在高壓氣路全焊接結構樣件制作過程中,由于部分組合件焊接后導致后續焊接操作空間局促,焊鉗需深入高壓氣路系統內部狹小空間焊接,為此制作了手動機械臂裝置作為焊接裝卡工裝,如圖7所示。

圖7 高壓氣路系統裝配焊接工裝
圖7中所示高壓氣路部分環管焊縫共18處,容易因1處焊縫質量未滿足Ⅰ級焊縫要求而導致整個高壓氣路整體管路報廢。為減少因焊縫合格率而造成報廢問題,氣瓶等組合件設計時在空間允許的范圍內將氣瓶焊接段直管適當加長,允許一次焊接失敗后允去除焊縫及其周邊熱影響區,重新進行二次焊接。
4 結束語
針對氣體擠壓式液體姿軌控系統高壓氣體長期貯存適應性,提出高壓氣路系統全焊接結構方案并做了詳細闡述,異種金屬焊接和密閉容腔導管焊接技術的應用是實現姿軌控系統全焊接結構的基礎。通過裝配專用工裝設計、焊接樣件的試制表明高壓氣路全焊接結構方案具備工程化研制基礎,能夠滿足動力系統的研制要求。同時對其它類似系統的研制提供一定借鑒意義。
1 周鑫,龐賀偉,閆少光,等. 球頭-錐面連接結構非線性接觸分析[J]. 航天環境工程,2005,22(4):211~214
2 李曉麗,王勇,劉勝,等. 衛星推進分系統發動機螺接頭漏率變化規律試驗研究[J]. 航天環境工程,2014,31(6):646~650
3 周鑫,龐賀偉,劉宏陽. 球面密封結構的漏率預估[J]. 宇航學報,2007,28(3):762~766
4 韓沖,張勇. 導管連接件球頭-錐面結構密封性能研究[J]. 潤滑與密封,2012,37(10):105~111
5 王勇,閆榮鑫. 應力松弛對球頭密封結構漏率影響的分析[J]. 航天環境工程,2009,26(5):455~457
6 朱大治. 濺射薄膜壓力傳感器研制及應用[C]. 第九屆全國敏感元件與傳感器學術會議. 2005
7 程挺宇,鄭鋒,薛為林. 鈦-不銹鋼異種金屬焊接技術[J]. 稀有金屬與硬質合金,2009,37(2):63~64
8 邵冰,吳怡,張震. 不銹鋼、鈦合金導管高頻釬焊工藝方法的改進[J]. 飛機設計,2013,33(6):76~80
9 張鵬賢,李慧芳. 鈦/鋼異種金屬感應釬焊料及其工藝性能的研究[J]. 熱加工工藝,2013,42(11):212~217
10 楊忠波. 鈦合金/不銹鋼電子束釬焊界面組織及接頭性能研究[D]. 哈爾濱工業大學,2013
11 黃本生,黃龍鵬,李慧. 異種金屬焊接研究現狀及發展趨勢[J]. 材料導報,2011,25(12):118~121
12 黃哲云,丁國忠,馬俊. 鈦合金導管的全位置氬弧焊工藝[J]. 上海航天,1999 (6):56~60
Feasibility Research on Application of Fully-welded High-pressure Pipeline in Divert and Attitude Control System
Sun Weiping Zhang Yuxuan He Kangkang
(Beijing Aerospace Propulsion Institute, Beijing 100076)
In order to achieve the long-term storage of divert and attitude control propulsion system, the feasibility research on application of fully-welded high-pressure pipeline is presented in this paper. The technologies of dissimilar metals welding, all position welding and general assembly, which is necessary for the fully-welded structurein divert and attitude control system, are analyzed. And the relevant prototypes have been made to prove the feasibility.
long-term storage;high-pressure pipeline;dissimilar metals;all position welding
孫維平(1985-),博士,航空宇航推進理論與工程專業;研究方向:空間推進。
2017-03-13
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24