直徑450mm以下不銹鋼三元葉輪加工工藝研究
2017-05-30 10:48:04雍建華薛吉
科技風 2017年6期
雍建華 薛吉
摘 要:本項目針對直徑450mm以下不銹鋼三元葉輪加工中存在的加工效率低、容易產生讓刀偏差等問題,通過研究全新的銑削工藝方法(包括選用高性能刀具、優化刀具軌跡和切削參數等),大幅度提高小直徑三元葉輪的加工效率。具體目標包括:1)研究新型工藝方法,提高小葉輪加工效率;2)探索刀具破損監測方法,建立小葉輪加工的換刀操作規程,降低刀具失效風險。本項目的順利實施,可以顯著提高直徑450mm以下三元葉輪加工方面的技術水平,降低生產成本提高經濟效益。這對于提高壓縮機產品的市場競爭力,增強技術優勢等,具有重要的現實意義和經濟價值。
關鍵詞:三元葉輪;壓縮機;工藝方法;破損監測
我們廣泛的統計了直徑450mm以下不銹鋼三元葉輪的加工工藝及加工時間,認為如果使用全新的加工方法可以大幅提高小直徑三元葉輪的加工效率并提高三元葉輪的加工質量。
同時通過收集整理了大量相關學科的資料,例如金屬材料,整硬刀具及相關編程方法等,之后將各學科知識系統的融合,力爭達到預期的科研目標。
現加工過程中主要存在如下問題:
1)傳統加工工藝方法加工效率較低,無法滿足生產需要。
2)由于加工效率低,很大數量的450mm直徑以下的三元葉輪外委加工,造成很高的外委加工費用。
3)現用高速鋼刀具進行加工,容易產生讓刀現象,影響葉輪的加工質量。
1 高速鋼刀具與整體硬質合金刀具加工性能對比
用整體硬質合金刀具替換高速鋼刀具,提高了刀具的剛性和切削性能,減小了讓刀偏差,提高了加工效率。
我集團小葉輪加工原來一直使用高速鋼球頭銑刀,由于高速鋼刀具的剛性不足,材料硬度、耐磨性和彈性模量等都比硬質合金低,導致刀具能承受的切削速度和切削負載都不足以達到所期望的加工效率。因此,用硬質合金刀具替換高速鋼刀具是提高切削效率的必然趨勢。
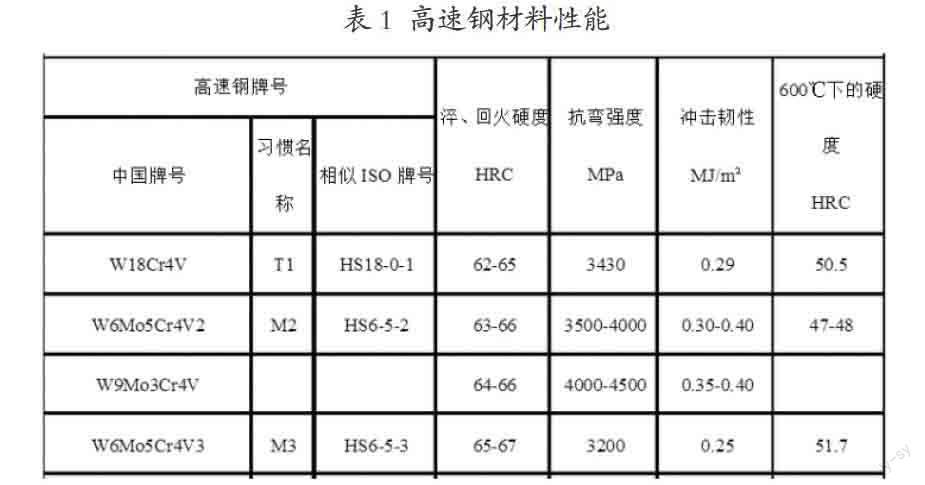
對比分析硬質合金刀具與高速鋼刀具的切削性能和讓刀變形,高速鋼材料性能如表1所示。
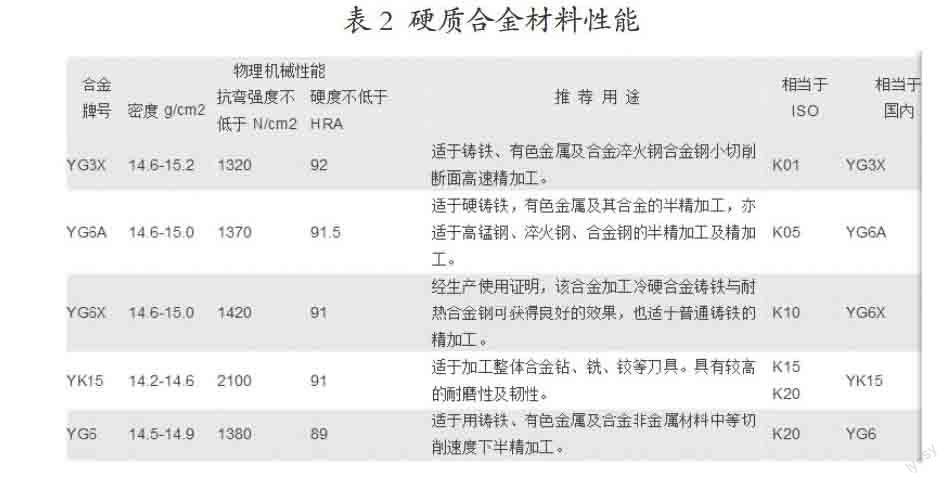
硬質合金材料性能如表2所示。
從表1和表2可以看出,高速鋼材料的硬度僅為硬質合金材料的一半,通常材料的硬度和耐磨性成正比,因此,硬質合金刀具具有更高的耐磨性。
根據金屬切削原理可知,刀具材料的耐磨性直接反應為可承受的切削速度和刀具壽命,因此,硬質合金刀具可以承受更高的切削速度,相應地可以大幅度提高加工效率。
高速鋼材料的抗彎強度約4000Mpa,而硬質合金材料的抗彎強度約135000Mpa,大于相當于高速鋼材料的33倍,即相同的刀具負載下,相同尺寸的硬質合金刀具產生的讓刀變形要遠遠小于高速鋼刀具的讓刀變形。
綜上,采用整體硬質合金刀具的優勢包括:
1)刀具材料的耐熱性和耐磨性顯著提高,允許采用的切削參數成倍提高;
2)刀具壽命成倍提高,縮短了換刀時間;
3)刀具材料的彈性模量大大提高,使得切削過程的刀具讓到變形顯著減小,可為精加工預留較小的加工余量,縮短了精加工的加工時間。
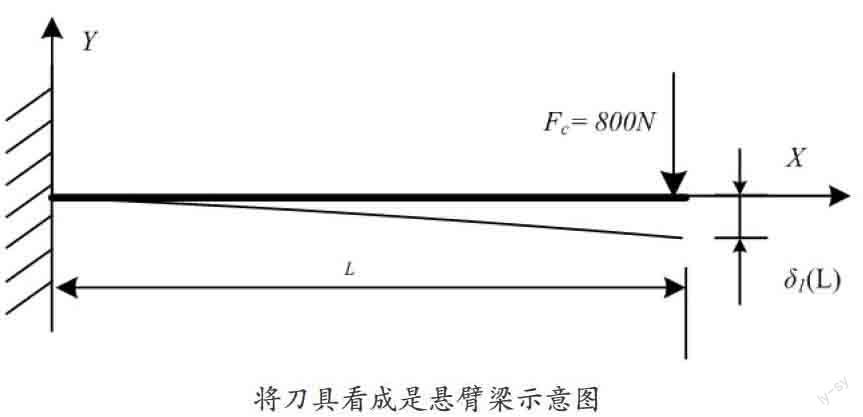
下面是一個計算實例,將刀具看成是懸臂梁,通過分析固定負載下的懸臂梁的擾度,從而比較硬質合金刀具和高速鋼刀具的讓刀變形差別。
由材料力學懸臂梁擾曲變形公式可知,梁自由端的撓度可以表示為:
該負載情況下,懸臂梁自由端的撓度為:
通過系統分析和試切實驗,同樣以R5×20×A6刀具為例,獲得硬質合金較好的切削參數組合為:主軸轉速2500rmp、進給速度200、軸向切深10mm、徑向切深7mm,相比以前高速鋼刀具的切削參數組合,主軸轉速600rmp、進給速度100、軸向切深10mm、徑向切深7mm,新方法的加工效率得到了翻倍提高。
另外,在刀具負載500N的條件下,硬質合金刀具的擾曲變形小于0.2mm,而高速鋼刀具的擾曲變形約1.2mm,因此,采用硬質合金刀具加工,葉片加工余量需預留0.2mm以上,而采用高速鋼刀具則需要預留1.2mm以上。由于精加工面臨的切削余量大大降低,從而提高了精加工的效率。
2 切削過程中刀具受力分析及切削路徑規劃
通過切削過程受力分析,改進了小葉輪粗加工的刀具軌跡規劃方法,使得加工過程刀具負載平穩,降低刀具過載的風險。
之前小葉輪加工的刀具軌跡規劃方法為基于MAX-PAC軟件,采用三角形走刀方法。三角形走刀時刀具路徑較短,但是當刀具經過三角形頂點時,切削條件非常惡劣,容易引起刀具過載,尤其硬質合金刀具相對于高速鋼刀具更加敏感,增大刀具崩刃和折斷的風險。此外,通常的切削參數設置都是參照加工過程最惡劣的位置設定,如果在本方案中沿用這種刀具路徑,將導致刀具加工的切削參數極其不合理,大多數情況下刀具負載不足,而頂點位置時又存在過載的風險[ 1 ]。
將三角形走刀和條形走刀的刀路順序做局部放大,由于切削力與刀具接觸面成正相關,如圖3和4示意,當刀具運動到圖3的A點處,刀具與工件的接觸面近似相當于滿刀切削,切削力急劇增加。而條形走刀過程中,刀具與工件的接觸面則基本恒定為小于1/4圓弧面[ 2 ]。因此,采用條形走刀方式,可以基本確保切削力維持在一個預設的水平之下,不會發生瞬間過載的惡劣情況。條形走刀方式,雖然在刀具軌跡長度方面略有增加,但增加的部分大多數是快速進給,對加工效率的影響不明顯。
綜上,采用條形走刀方式的優勢包括:
1)刀具負載變化比較平穩,不存在載荷急劇增大的位置,降低了刀具崩刃、折斷的風險;
2)條形走刀可以采用較大的切削參數,總而提高總體加工效率[ 3 ];
以上為三角形走刀和條形走刀方式的切削負載詳細分析過程,通過分析,證實了采用條形走刀方式,不存在切削負載急劇增大的刀具位置,而三角形走刀方式則存在刀具負載急劇增加的角點,從而判定條形走刀方式更適合硬質合金銑刀,可以采取較大的切削參數,以提高加工效率[ 4 ]。
基于通用型五坐標加工中心,利用全新工藝方法已經完成直徑450mm以下三元葉輪加工約50個,由于材料和輪型的差異,現已將每個葉輪的加工周期由原來的平均4-5天加工完成縮短為2-4天加工完成。
3 基于刀具破損監測建立刀具使用規范,降低了刀具失效的風險
刀具破損監測的目的是第一時間偵測刀具的破損情況,以判斷是否需要換刀,避免刀具崩刃、折斷等失效事故。由于硬質合金刀具的成本較高,通過刀具破損監測可以在刀具正常磨損但沒有破壞之前就進行更換,并重復修磨涂層,這樣在保證高效的加工效率的同時又可以控制葉輪加工中的刀具成本。
刀具破損監測方法為,通過建立切削力與振動位移的影響關系,分析判斷切削振動信號特征值的變化情況,從而判斷刀具的切削狀態。通過主軸振動加速度分析發現針對每把刀來說提取的特征值能夠一定程度上反映刀具狀態的變化[ 5 ]。加工平穩的時候特征值較小,加工不平穩時特征值大。可以說對于同一加工程序,如果特征值發生了加大變化,可以認為刀具狀態發生了變化。
4 結論
本科研的關鍵技術是在分析了29種葉輪材料的基礎上,通過全新的工藝方案來解決小直徑三元葉輪加工效率這一生產制造瓶頸。整合機床、刀具、加工參數選擇、刀具路徑規劃等因素來制定適合我集團不同材料、不同輪型的全新加工方法,應用全新的加工理念和全新的工藝解決方案大幅提高小直徑三元葉輪加工效率和加工質量。
參考文獻:
[1] 賈建明,楊繼平,薛亮.整體葉輪的多軸數控加工技術[J].航天制造技術,2007.
[2] 崔蓮順,孟磊.離心式壓縮機三元葉輪加工工藝[J].風機技術,2003(6):33-34.
[3] 陳皓輝,劉華明.孫春華.國內外葉輪數控加工發展現狀.航天制造技術,2002(2).
[4] 王愛玲,沈興全.現代數控編程技術及應用.北京:國防工業出版社,2002.
[5] 全榮.五坐標聯動數控技術.湖南:湖南科學技術出版社,2002.
