異形安裝座的高效數控加工方法研究
2017-05-23 20:51:13趙昌輝王峰張恩元
智能制造 2017年2期
關鍵詞:工藝
趙昌輝 王峰 張恩元
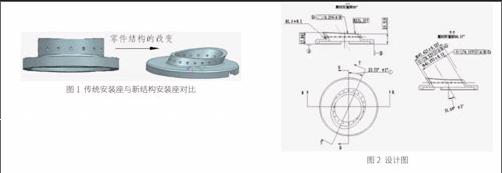
文章主要講述異形安裝座類零件的加工工藝路線及數控加工程序的編制。通過介紹異形安裝座與傳統安裝座的結構對比,加工工藝路線的制定及銑加工程序的編制,論述了此類安裝座的高效數控加工方法。
一、引言
隨著制造技術的發展,航空產品的結構越來越復雜,復雜零件的加工效率大大影響了企業的效益。安裝座類零件從簡單的臺階軸形狀變為帶有兩個空間角度的異形復雜結構(如圖l所示),原有簡單結構的安裝座類零件只需兩道車加工工序即可以加工完成,但帶有兩個空間角度的異形安裝座只使用車削加工已經滿足不了加工需求。由于空間角度的存在,最終零件形狀必須通過銑加工才能完成。但該零件的結構特殊,加工時裝夾與定位面小,銑加工的材料去除量較大,因此銑加工效率非常低。為了高效率、高質量地完成此類零件的加工,制定合理的加工工藝路線和數控加工方案是必要的前提條件。
二、加工工藝路線的制定
1.工藝分析
這種異形安裝座,一端為正常的圓柱形,另一端是異形結構,而這種異形結構就是與零件的基準有兩個空問角度關系的斜式圓柱,如圖2所示。此零件加工尺寸及形位公差精度并不高,結構也相對簡單,但因為此零件毛料為棒料,材料硬,銳角部分空間小,底角R為1.5,所以在加工異形端斜式圓柱時效率非常低。從設計圖分析斜式圓柱體不能用常規的車加工進行,而且使用3軸銑加工需專用夾具和刀具,且不能保證加工質量。從圖2中可以看出,異形端的加工要同時加工內、外形,為保證零件的高效加工,不僅要從加工方案上考慮,還要從零件裝夾方面考慮能否一次加工內、外形。但從圖中可以看出此零件的定位面不大,而且壓緊部位也相當小,要高效地加工該零件,在工藝路線的安排上,要預先進行設計,確保零件能夠可靠地安裝,保證一次加工內、外型面。綜合分析零件圖上的技術要求,零件主要加工表面的尺寸、形狀及位置精度,零件的材質及機械加工的工藝性等方面后,最后制定加工工藝路線。
2.工藝路線制定
異形安裝座加工工藝路線以車削和銑削加工為主。為了高效地加工此零件,針對車銑加工中心和五坐標加工中心制定工藝路線。零件的毛料為棒料,首先應將無空間角度的一端車、銑加工到位。使用車銑加工中心,是為了車一端時能夠完成端面槽的銑加工,既可以減少一次周轉時間和加工準備時間,又確保了銑加工另一端時有角向定位基準。車銑加工完成后,再進行有斜式圓柱一端的銑加工。根據以上分析該零件通過兩道主要機加工序即可以完成零件的加工。經過綜合分析零件圖上的技術要求,零件主要加工表面的尺寸、形狀及位置精度,零件的材質及機械加工的工藝性等方面后,最后制定加工工藝路線為:修基準-車銑-端-銑另一端外形-銑另一端內形(其中銑內外形可以合并加工)。因該零件的定位面及壓緊面小,為保證銑加工異形端時有足夠的壓緊力,在修基準工序,將內圓車加工出一個臺階孔,其中臺階面用于放置壓蓋,孔用于通過螺桿,還有端面槽做角向基準,即使銑削力大,這樣的結構也能夠保證加工的穩定性。另外,因加工路線中的銑另一端外形和銑另一端內形的定位面相同,可以利用快換夾具將壓緊機構進行轉換,從而使兩道工序可以合并加工。
三、數控程序編制
該零件的數控程序編制,按工藝路線主要有兩部分:一部分是車銑一端的程序,另一部分是銑異形端的程序。此零件車銑一端是簡單的車內、外圓及銑加工端面槽,本工序是在車銑加工中心上進行的,因加工程序不多,數控程序的編制也比較簡單,只需掌握車銑加工中心在車、銑加工時不同的加工指令,即可以完成數控程序的編制,而且自動編程或手動編制都可以。銑加工異形端時,因其內、外形帶有空間角度,需在5軸加工中心上進行加工,又因手動編程相對復雜,銑另一端的程序全部使用NX軟件來進行,此部分的數控加工軌跡設計和編制是本零件的加工難點。
1.粗銑加工刀具軌跡設計
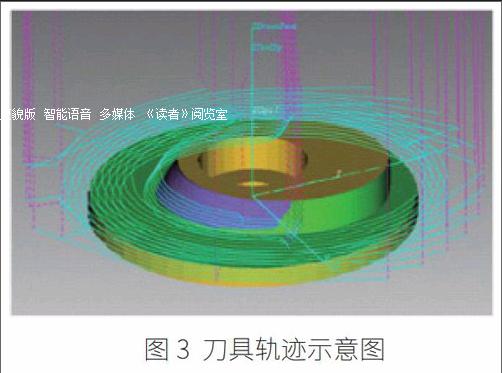
零件的銑加工選擇五坐標加工中心進行。在銑加工異形端時,先銑外形再銑內形。銑外形時,材料硬,去除量又大,因此選用直徑@20Rl的端銑刀用固定軸的方式以大切深小進給進行粗銑加工。其刀具軌跡是上下兩層由外向內進行銑加工的橢圓形軌跡,采用的編程模塊是NX中的平面銑削模塊,生成的刀具軌跡如圖3所示。用
20Rl的刀具粗銑后,在斜圓柱與底面夾角為銳角的部分留有較多的材料,因此處的轉接圓角為R1.5,所以這些殘余材料我們使用直徑φ6的球銑刀進行銑加工。設計刀具軌跡時,刀軸必須與斜式圓柱軸線平行,使用的編程模塊可以是NX的固定軸曲面輪廓銑和變軸曲面輪廓銑。經過兩次粗銑,零件外形的余量已基本均勻,余量為0.5mm。在零件內部的粗加工過程中,為了便于裝夾,零件的內部已有預鉆孔,但需去除的材料仍很大,而且因為是斜孔,需加工的最長斜線為45mm,若分層銑削效率非常低。引用高速銑削的理念,采用一層螺旋線的刀具軌跡,由內向外,將零件進行擴孔,這樣的加工效率相當高,而且質量穩定。粗銑后,零件的余量非常均勻。
2.精銑加工刀具軌跡設計
為了能夠高效地完成零件的加工,該零件的精加工是分區域進行的。根據此零件的結構特點,將此零件劃分為三個加工區域:一是大平面區域部分,二是斜圓柱與大平面小夾角剖分區域,三是斜圓柱的表面部分。其中大平面部分選擇φ20的端銑刀,以圓定軸的方式進行加工,兩刀即可以完成平面的加工。斜圓柱與大平面小夾角部分平面的加工,采用φ6的球刀進行,刀具軌跡要密一些,而且要保證與平面的接刀完整且不能過多重疊。斜圓柱表面的精加工同樣選擇φ6的球刀,以螺旋銑的方式進行加工,此方法是最好的高速銑削方法,不僅加工效率高而且零件表面質量高。三個區域加工完成,零件的外形就銑加工完成了。零件內圓的加工,雖然是斜圓柱,但與斜圓柱軸線垂直的截面仍為圓形,所以零件內圓使用一個軌跡為圓的輪廓程序,即可以完成加工。零件的不同加工區域選擇不同的編程模塊,但目的都是能夠將此零件高效地加工完成。
四、結語
該零件的高效加工不僅考慮了工藝路線設計,而且在刀具軌跡設計方面也按照高速銑的理念進行了考慮。此零件的編程軟件是NX,加工設備是DMU40,設備和編程軟件都可以進行高速銑加工。經本廠的加工試驗,該零件的加工效率非常高,比普通加工方法提高50%的加工效率。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
