R680系列自動印花機(jī)橢圓運(yùn)動機(jī)構(gòu)建模與仿真解析
2017-05-17 11:36:47汪興興倪紅軍
紡織學(xué)報 2017年3期
汪興興, 卓 露, 朱 昱, 倪 威, 倪紅軍
(南通大學(xué) 機(jī)械工程學(xué)院, 江蘇 南通 226019)
R680系列自動印花機(jī)橢圓運(yùn)動機(jī)構(gòu)建模與仿真解析
汪興興, 卓 露, 朱 昱, 倪 威, 倪紅軍
(南通大學(xué) 機(jī)械工程學(xué)院, 江蘇 南通 226019)
為解析自動印花機(jī)橢圓運(yùn)動機(jī)構(gòu)產(chǎn)生振動和噪聲的原因,基于Creo軟件完成了R680系列自動印花機(jī)臺板及其橢圓軌道的建模與運(yùn)動過程仿真分析;推導(dǎo)了求解橢圓運(yùn)動機(jī)構(gòu)最大振動位置的一般公式;探究了運(yùn)動過程中滾輪與軌道的緊密性和減小噪聲的相關(guān)問題。結(jié)果表明:由直線軌道進(jìn)入半圓軌道過程中,自動印花機(jī)臺板外前輪與軌道的間隙值呈現(xiàn)先快速變大、再緩慢變小和最后趨向于零的規(guī)律,外后輪與軌道的間隙值呈現(xiàn)先慢后快的滯后變化;由半圓軌道進(jìn)入直線軌道過程中,外側(cè)前后輪與軌道間隙值與臺板進(jìn)入圓弧軌道過程呈現(xiàn)對稱現(xiàn)象;R680系列印花機(jī)臺板在進(jìn)入軌道過程中,外前輪轉(zhuǎn)過約7.5°和17.5°時,外側(cè)前后輪與軌道間隙分別出現(xiàn)最大值,皆約等于0.33 mm。
自動印花機(jī); 橢圓運(yùn)動機(jī)構(gòu); 橢圓軌道; 仿真分析; 運(yùn)動間隙
隨著絲網(wǎng)印花技術(shù)的發(fā)展,絲網(wǎng)印花設(shè)備自動化程度越來越高。實(shí)際生產(chǎn)中的自動印花機(jī)因具有工位多和印花頭多等特點(diǎn),可印出復(fù)雜的多工藝圖案及實(shí)現(xiàn)工藝更復(fù)雜的印花加工工序,從而迅速占領(lǐng)了印花的新興市場[1]。
要保證印花工藝的連續(xù)性,就要求將印花臺板運(yùn)行的軌跡設(shè)置成一個封閉的循環(huán)軌道。橢圓軌道運(yùn)動與圓周運(yùn)動有著非常顯著的區(qū)別,在印花車間生產(chǎn)中的橢圓軌道是2段平行線段軌道與2個半圓弧軌道的組合[2]。橢圓軌道的直線導(dǎo)軌與弧形導(dǎo)軌的過渡段,常常出現(xiàn)“卡死”現(xiàn)象,且過渡階段內(nèi)側(cè)一排滾輪由于運(yùn)行時的離心力,緊貼軌道內(nèi)側(cè),外側(cè)一排滾輪在水平或者垂直方向會出現(xiàn)不同程度的“抬起”現(xiàn)象。國外部分印花機(jī)借助固定夾結(jié)構(gòu)減少這種現(xiàn)象的不利影響,但效果不理想[3]。本文所述R680型印花機(jī)無此結(jié)構(gòu),在高速旋轉(zhuǎn)時,會引起振動和噪聲,極大地破壞系統(tǒng)穩(wěn)定性。如何驅(qū)動印花臺板在橢圓軌道的轉(zhuǎn)彎處平穩(wěn)運(yùn)行和準(zhǔn)確定位一直是個難題。
為解析自動印花機(jī)橢圓運(yùn)動機(jī)構(gòu)產(chǎn)生振動和噪聲的原因,本文以R680系列自動印花機(jī)為研究對象,基于Creo軟件進(jìn)行了自動印花機(jī)臺板及其橢圓軌道的建模與運(yùn)動過程仿真解析,推導(dǎo)了求解橢圓運(yùn)動機(jī)構(gòu)最大振動位置的一般公式,并探究了運(yùn)動過程中滾輪與軌道的緊密性和減小噪聲的相關(guān)問題。
1 零件的參數(shù)化特征建模
1.1 自動印花機(jī)橢圓運(yùn)動機(jī)構(gòu)概述
自動印花機(jī)臺板在橢圓軌道上水平運(yùn)行,臺板通過底部4個滾輪與橢圓軌道形成空間運(yùn)動機(jī)構(gòu),滾輪與橢圓軌道為線接觸。設(shè)固定軌道為機(jī)架,動力源為主動件[1],驅(qū)動齒輪齒條或者鉸鏈帶動臺板滾輪轉(zhuǎn)動,從動件滾輪利用與機(jī)架摩擦向前滾動,從而帶動臺板實(shí)現(xiàn)前進(jìn)和停止。為研究橢圓軌道的配合與間隙問題,建模過程省去動力源與鏈傳動等裝置。
1.2 橢圓軌道與滾輪的分析與建模
在確定自動印花機(jī)橢圓運(yùn)動機(jī)構(gòu)的簡化模型后,借助Creo軟件中的Creo Mechanism機(jī)構(gòu)運(yùn)動仿真模塊進(jìn)行機(jī)構(gòu)仿真分析前,需要完成所需零部件的三維造型。Creo軟件中常見的實(shí)體造型方法有拉伸法、旋轉(zhuǎn)法、掃描法和混合法等[4]。對于較規(guī)則的實(shí)體零部件,Creo提供了便捷的造型方式。而對于復(fù)雜程度較高的實(shí)體模型的造型設(shè)計(jì),Creo軟件提供了便捷的單一曲面造型能力,通過單一曲面集組成完整的復(fù)雜曲面造型,最后轉(zhuǎn)化為理想的實(shí)體模型[5]。
為簡化實(shí)體模型,設(shè)軌道為固定剛體,半圓軌道圓心至軌道中心距離(即圓弧軌道半徑)為680 mm。直線軌道長度不影響分析結(jié)果,但必須滿足實(shí)際生產(chǎn)中的工位布置要求,直線軌道長度為工位長度的整數(shù)倍。橢圓軌道橫截面為圓與三角形平面的結(jié)合,軌道截面圓半徑為10 mm。橢圓軌道造型可通過掃描混合得到。滾輪凹槽半徑為9.79 mm,且與軌道圓外表面相配合,使得滾輪可利用摩擦在軌道上運(yùn)動。圖1示出軌道與滾輪截面圖。
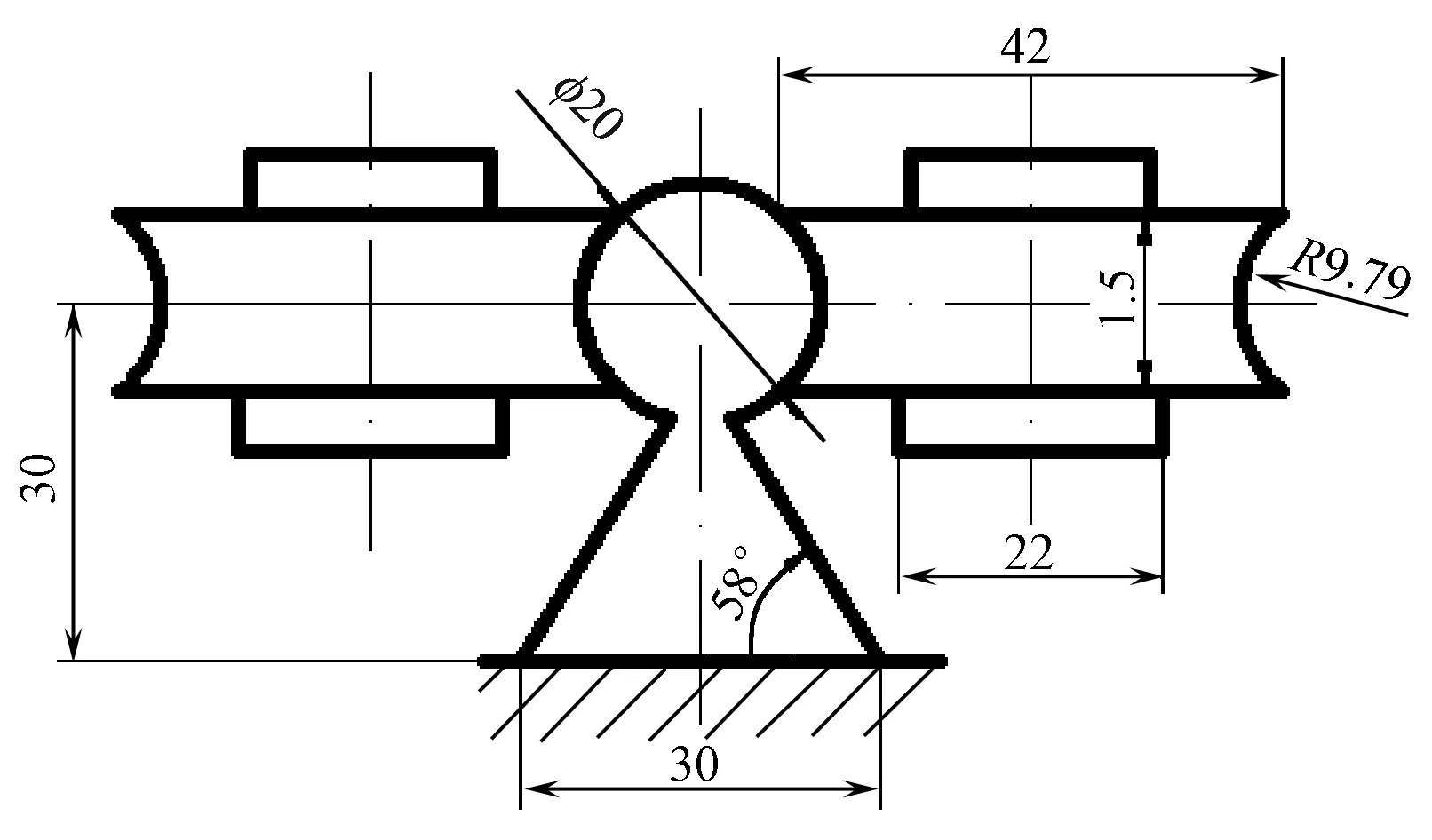
注:單位mm。圖1 橢圓軌道與滾輪截面示意圖Fig.1 Sketch map of elliptical track and roller section
1.3 移動臺板的分析與裝配
運(yùn)用具有強(qiáng)大的三維造型能力的Creo軟件進(jìn)行造型,首先對移動臺板進(jìn)行分析,確定該組件特征的組成、相互關(guān)系及創(chuàng)建順序,組件的造型過程就是特征的疊加過程[4-6]。自動印花機(jī)移動臺板裝配模型如圖2所示。移動臺板主要由臺板、滾輪及連桿組成。臺板為從動件跟隨滾輪運(yùn)動,連桿為連接相鄰2個臺板的連接裝置,連桿與臺板等長。
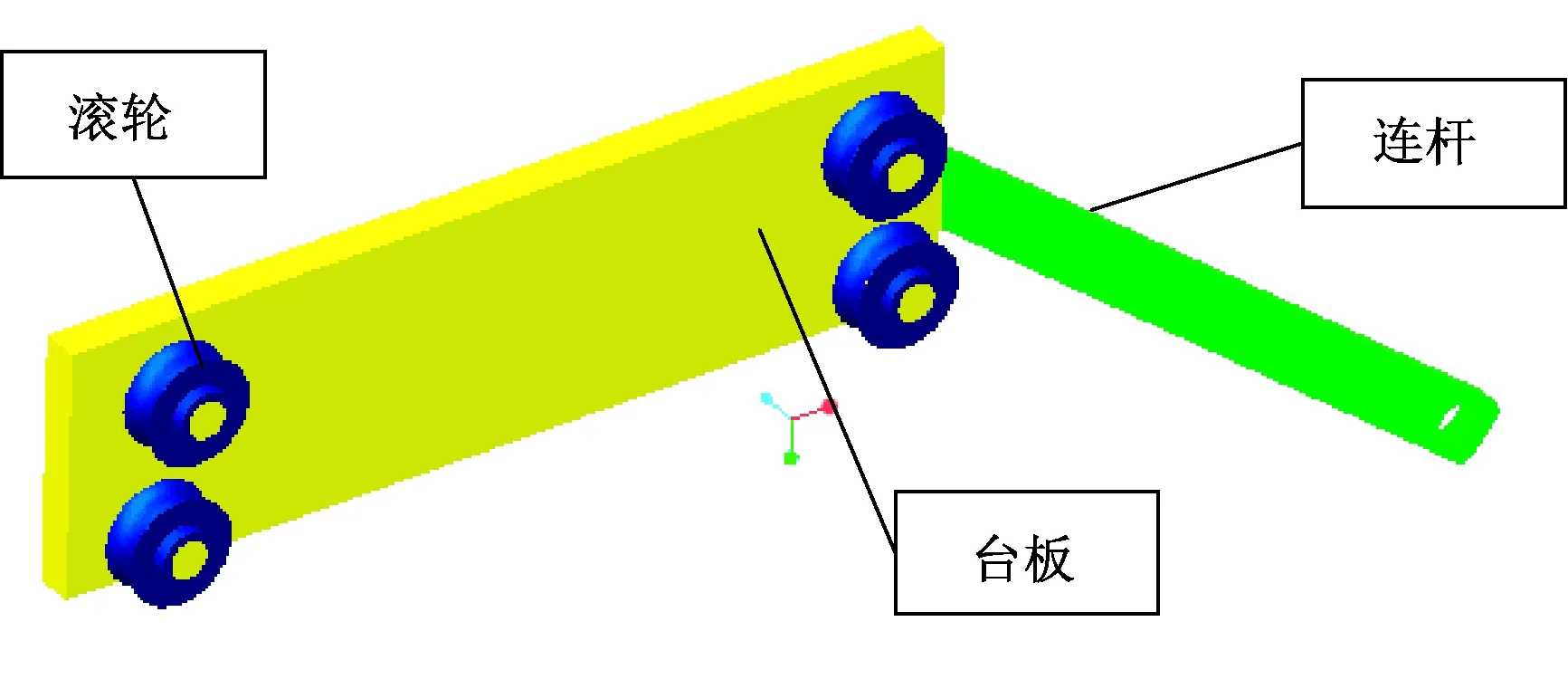
圖2 移動臺板裝配模型Fig.2 Assembly model of movable platen
4個滾輪的相對位置可通過使2條平行的直線運(yùn)動軌跡和2條同心的弧形運(yùn)動軌跡相交的方式來確定。相交的位置需要考慮過渡階段的運(yùn)動特點(diǎn),不能觸碰軌道。臺板通過外側(cè)滾輪與內(nèi)側(cè)滾輪在軌道上運(yùn)行,由直線軌道進(jìn)入圓弧軌道時,由于離心力與重力的共同作用,使得外側(cè)2個滾輪產(chǎn)生水平與垂直方向不同程度的間隙,且間隙不等,這就易導(dǎo)致滾輪與圓弧軌道外側(cè)產(chǎn)生摩擦與扭矩,造成“卡死”現(xiàn)象,因此布置滾輪位置時應(yīng)考慮這種情況,避免造成系統(tǒng)誤差[7-8]。
滾輪在弧形軌道上時,外側(cè)2個滾輪左右中心點(diǎn)分別與內(nèi)側(cè)2個滾輪中心的連線交點(diǎn)不在軌道圓心處,否則也將出現(xiàn)“卡死”現(xiàn)象。滾輪位置布置如圖3所示,中間陰影部分代表軌道,小圓圈代表滾輪,粗直線部分代表臺板連接4個滾輪。2條平行直線間的距離等于2個同心弧線間的距離L1,這樣4個交點(diǎn)就是滾輪中心的位置;滾輪以此方式布置時,在直線導(dǎo)軌上和弧形導(dǎo)軌上,滾輪和導(dǎo)軌都緊密配合沒有間隙,這就從理論上確保了臺板和直線導(dǎo)軌/弧形導(dǎo)軌分別緊密配合。圖示2個臺板其余尺寸均相同。為方便研究,假設(shè)已知:弧形軌道R=680 mm,內(nèi)外側(cè)垂直距離L1=55 mm。設(shè)外側(cè)2滾輪距離L2=300 mm,根據(jù)草繪圖形可得:內(nèi)側(cè)滾輪中心到軌道距離L3=27.5 mm;內(nèi)側(cè)2個滾輪間距離L4=287.96 mm。
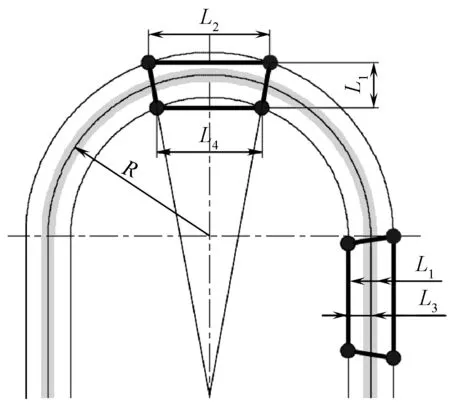
圖3 滾輪位置布置示意圖Fig.3 Schematic diagram of roller position
2 裝配與仿真
2.1 裝 配
完成零件的建模造型,將設(shè)計(jì)的零件按照設(shè)計(jì)裝配要求或約束條件組裝才能形成一個完整的機(jī)構(gòu)裝置,利用Creo軟件提供的組件模塊可實(shí)現(xiàn)模型的組裝[5-6]。Creo軟件環(huán)境下的裝配包含2個部分:約束與連接。約束關(guān)系主要包括距離(Distance)、角度偏移(Angle offset)、平行(Parallel)、共面(Coplanar)等。連接關(guān)系主要有圓柱約束(Cylinder)、銷釘約束(Pin)、剛性約束(Rigid)、平面約束(Planar)等。印花機(jī)導(dǎo)軌部分裝配主要運(yùn)用Parallel、Pin、Planar等裝配關(guān)系[4-5]。因?yàn)樽杂啥炔恍柰耆越M合裝配約束的各元件可相對運(yùn)動。
由上文分析可得,橢圓軌道印花機(jī)簡化模型中,軌道定義為機(jī)構(gòu)的基礎(chǔ)主體(即機(jī)架),所以裝配類型選擇“缺省”[5];臺板與4個滾輪設(shè)置為銷連接,只保留1個自由度;臺板與連接桿為銷連接,連桿可在水平方向自由轉(zhuǎn)動,從而帶動印花機(jī)軌道上其余臺板運(yùn)動;為方便測得滾輪中心與軌道中心距離從而換算成滾輪表面與軌道表面間的間隙,且避免因產(chǎn)生干涉而造成的測量誤差,故忽略運(yùn)動中摩擦阻尼,內(nèi)側(cè)滾輪與軌道關(guān)系設(shè)為 solt(繪制內(nèi)側(cè)滾輪運(yùn)動軌跡設(shè)置為槽軌跡,定義內(nèi)側(cè)2個滾輪與軌道均為槽連接),且與軌道中心處于共面狀態(tài)。
2.2 仿真分析
基于Creo軟件的自動印花機(jī)橢圓軌道機(jī)構(gòu)虛擬裝配完成后,為使零部件間在運(yùn)動過程中不產(chǎn)生干涉,并能完成預(yù)期的運(yùn)動效果,需要借助Creo軟件的Creo Mechanism機(jī)構(gòu)運(yùn)動仿真模塊觀察記錄并測量對橢圓軌道上臺板機(jī)構(gòu)的仿真運(yùn)動中的某些參數(shù)(如位置、速度或加速度等),同時以圖形的形式表示這些測量結(jié)果,使得結(jié)果顯示更加簡便、直觀,便于分析研究[4]。
首先在內(nèi)側(cè)前滾輪銷連接處插入伺服電動機(jī),設(shè)置速度為55 mm/s,使得滾輪帶動臺板能在預(yù)設(shè)的槽軌跡上面平穩(wěn)運(yùn)行。設(shè)直線軌道與橢圓軌道分界面為DTM1。進(jìn)入Creo軟件的機(jī)構(gòu)分析界面,拖動移動臺板至與面DTM1距離約1倍連桿長度位置,設(shè)定為初始位置。機(jī)構(gòu)分析類型設(shè)為動態(tài),圖形顯示選擇長度和幀頻,其中Duration取50 s(可使得臺板從初始位置穿過圓弧軌道進(jìn)入直線軌道剛好1個工位),最小間隔設(shè)置為0.2 s/幀(可使得繪制曲線更光滑,便于觀察)。本例忽略外部載荷和力的作用。分別定義測量臺板在半圓軌道上運(yùn)行1個周期內(nèi)外測前后輪中心到半圓軌道坐標(biāo)系距離。
為得到直接顯示間隙變化的圖形,可導(dǎo)出所測結(jié)果集(analysis definition)與選定測量(measure)的圖形與數(shù)據(jù),進(jìn)行后期處理。外側(cè)前滾輪進(jìn)入橢圓軌道會與軌道產(chǎn)生間隙,此時外側(cè)后滾輪也會跟隨前滾輪產(chǎn)生被“抬起”現(xiàn)象,即在進(jìn)入橢圓軌道前,外側(cè)后滾輪就已經(jīng)偏離軌道,因此,在后滾輪進(jìn)入圓弧軌道前所測數(shù)據(jù)應(yīng)取其在面DTM1上的投影值[9-10]。臺板完全進(jìn)入半圓軌道后,由上文分析可知此時滾輪與軌道緊密配合,無間隙變化,可舍去此部分分析,從而得到圖4所示臺板外側(cè)滾輪與軌道中心間隙變化情況示意圖。由圖4可知,臺板在開始運(yùn)動后4 s時進(jìn)入圓弧軌道,耗時5.4 s完全進(jìn)入圓弧軌道,并在46.8 s時再次完全進(jìn)入直線軌道。
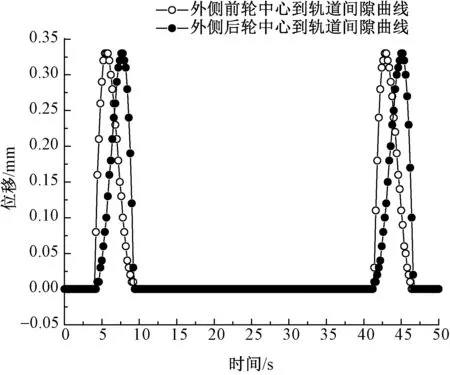
圖4 外側(cè)滾輪與軌道間隙圖Fig.4 Gap between outer roller and track
根據(jù)所測數(shù)據(jù),選取圖4中3~10 s內(nèi)的間隙變化(如圖5所示)來進(jìn)一步分析。由圖5中數(shù)據(jù)可知,臺板進(jìn)入圓弧軌道過程中,外側(cè)前輪先抬起,且間隙先由小變大,再由大變小,最后趨于0,峰值出現(xiàn)在5.6 s左右,外側(cè)前輪與軌道之間的最大間隙約為0.33 mm;根據(jù)定義電動機(jī)速度與時間可算出此時外前輪在圓弧軌道上所轉(zhuǎn)角度約為7.5°。外側(cè)后輪后被抬起,跟隨前輪,在趨于0值之前出現(xiàn)峰值,約7.6 s處,此時外前輪所轉(zhuǎn)角度約為17.5°,外側(cè)后輪與軌道之間的最大間隙約為0.33 mm。當(dāng)臺板處于進(jìn)入圓弧軌道伊始至完全進(jìn)入圓弧軌道過程中間時段時,即約6.7 s時振動幅度最大,此時臺板外側(cè)部分受驅(qū)動力和離心力作用處于抬起狀態(tài),前后滾輪與軌道間隙皆為0.25 mm(在含間隙運(yùn)動機(jī)構(gòu)中,在碰撞發(fā)生前,構(gòu)件由于沒有約束在間隙區(qū)域內(nèi)自由運(yùn)動)。前后輪產(chǎn)生間隙是同步進(jìn)行,但前滾輪間隙變化率先快后慢,后滾輪間隙變化率先慢后快,前后滾輪間隙變化呈現(xiàn)對稱規(guī)律。本例所示間隙變化是連續(xù)的,而實(shí)際生產(chǎn)中的自動印花機(jī)橢圓軌道上臺板為間歇運(yùn)動[7],在圓弧軌道上出現(xiàn)間隙后會造成碰撞,引發(fā)振動和噪聲。內(nèi)側(cè)滾輪設(shè)為槽連接,所以不存在間隙。按臺板所處圓弧軌道的角度位置,以90°為中間位置,臺板離開圓弧軌道過程中,外側(cè)前后輪與軌道間隙值與臺板進(jìn)入圓弧軌道過程中呈現(xiàn)對稱現(xiàn)象,即:離開過程的前輪與進(jìn)入過程的后輪存在與軌道間隙值對稱現(xiàn)象;離開過程的后輪與進(jìn)入過程的前輪存在與軌道間隙值對稱的現(xiàn)象,所以只需分析進(jìn)入過程即可。
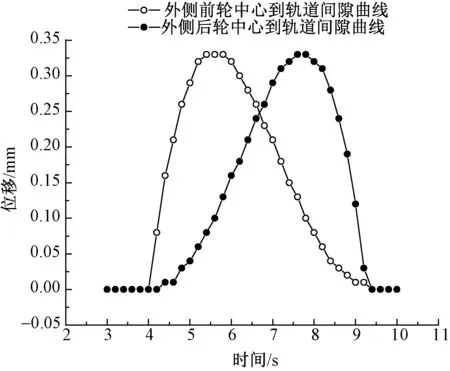
圖5 臺板進(jìn)入圓弧軌道過程中間隙變化圖Fig.5 Gap change while platen entering arc track
已知臺板運(yùn)動數(shù)據(jù)與系統(tǒng)參數(shù),結(jié)合上述分析可知:臺板最大振動處約在一半的臺板進(jìn)入圓弧軌道的位置,即臺板外側(cè)前輪中心進(jìn)入圓弧軌道后運(yùn)行12.5°左右。以臺板完全進(jìn)入圓弧軌道的狀態(tài)繪制最大振動位置計(jì)算數(shù)學(xué)模型(如圖6所示),設(shè)臺板的完全進(jìn)入圓弧軌道時外側(cè)前輪所轉(zhuǎn)角度的一半為θ,則L2/2與(R+L1/2)的比值即為臺板產(chǎn)生最大振動時所轉(zhuǎn)角度約值的正弦,故其約值的一般公式為
式中:R為圓弧軌道半徑;L1為臺板內(nèi)外側(cè)滾輪垂直距離;L2為外側(cè)2滾輪間距。
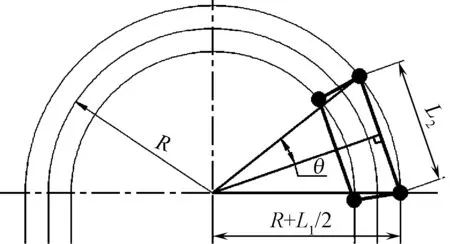
圖6 位置計(jì)算數(shù)學(xué)模型Fig.6 Position calculation mathematical model
2.3 間隙對振動和噪聲的影響
機(jī)構(gòu)的特征就是構(gòu)件之間具有特定的運(yùn)動關(guān)系,實(shí)際生產(chǎn)中必須對各個構(gòu)件的運(yùn)動加以限制。橢圓軌道運(yùn)動機(jī)構(gòu)作為構(gòu)件之間的可動連接,由于制造誤差、安裝誤差和機(jī)械運(yùn)動過程中的正常磨損,構(gòu)件間存在間隙。間隙過小,有可能引起滾輪與橢圓軌道之間出現(xiàn)“卡死”現(xiàn)象;過大則會引起噪聲、加速磨損和降低精度等,都會影響系統(tǒng)機(jī)械性能。橢圓印花機(jī)的臺板為間歇運(yùn)動,在機(jī)構(gòu)運(yùn)轉(zhuǎn)過程中,運(yùn)動機(jī)構(gòu)間隙會引起機(jī)構(gòu)元素間的碰撞, 這種碰撞會引起機(jī)構(gòu)的沖擊和噪聲。隨著運(yùn)動機(jī)構(gòu)間隙量的增大和機(jī)構(gòu)運(yùn)轉(zhuǎn)速度的上升,運(yùn)動機(jī)構(gòu)間隙引起的碰撞會使機(jī)構(gòu)的振動加劇,且使得滾輪磨損,嚴(yán)重影響機(jī)構(gòu)運(yùn)轉(zhuǎn)的精度和平穩(wěn)性,因此,高速狀態(tài)下,為保障機(jī)構(gòu)轉(zhuǎn)動的精度,必須嚴(yán)格控制運(yùn)動機(jī)構(gòu)間隙。
為解決因間隙造成的系統(tǒng)振動和噪聲首先應(yīng)該分析間隙[11]。大量實(shí)踐表明,運(yùn)動機(jī)構(gòu)間隙的產(chǎn)生主要有3方面原因:第一,設(shè)計(jì)動配合,或?yàn)榻档统杀静捎镁鹊燃壿^低的配合而形成規(guī)則間隙;第二,設(shè)計(jì)、制造加工以及裝配過程中的誤差;第三,運(yùn)動機(jī)構(gòu)元素相互運(yùn)動摩擦磨損形成的不規(guī)則間隙。R680系列印花機(jī)橢圓軌道運(yùn)動機(jī)構(gòu)間隙主要為機(jī)構(gòu)元素間相互運(yùn)動而產(chǎn)生的間隙,只考慮了無摩擦狀態(tài)下運(yùn)動機(jī)構(gòu)間隙,屬于連續(xù)接觸模型[12]。由研究運(yùn)動機(jī)構(gòu)各元素的作用機(jī)制以及對機(jī)構(gòu)動力學(xué)特性的影響可知,所測臺板外側(cè)滾輪與軌道之間距離為主要影響因素[13]。為減小甚至消除間隙對機(jī)構(gòu)的影響,可運(yùn)用Creo軟件測出間隙值變化規(guī)律,確定間隙變化過程主要位置,有針對性地避免臺板在此處停車或通過改變此處材料特性,提高印花機(jī)運(yùn)動機(jī)構(gòu)加工制造與裝配精度。另外可對臺板車輪與軌道采取減震和增大阻尼等措施,或在工作區(qū)域周圍設(shè)置隔聲帶[14]。
3 結(jié) 論
通過對R680系列自動印花機(jī)橢圓運(yùn)動機(jī)構(gòu)的運(yùn)動模擬與仿真分析,得到如下結(jié)論。
1)自動印花機(jī)臺板由直線軌道進(jìn)入半圓軌道過程中,假設(shè)內(nèi)側(cè)2個滾輪與軌道無間隙變化,則臺板外側(cè)前輪先偏離軌道,臺板外前輪中心與軌道中心距離先變大再變小最后趨向于零,外側(cè)后輪被前輪帶動做相對滯后的類似變化;但前滾輪間隙變化率先快后慢,后滾輪間隙變化率先慢后快,前后滾輪間隙變化呈現(xiàn)對稱規(guī)律;由半圓軌道進(jìn)入直線軌道過程中,按臺板所處圓弧軌道的角度位置,以90°為中間位置,臺板離開圓弧軌道過程中,外側(cè)前后輪與軌道間隙值與臺板進(jìn)入圓弧軌道過程中呈現(xiàn)對稱現(xiàn)象。該過程中產(chǎn)生的噪聲與振動主要是由于軌跡轉(zhuǎn)變處的沖撞引起的。
2)通過Creo軟件對間隙測量的研究結(jié)果可知,R680系列印花機(jī)臺板在進(jìn)入軌道過程中,外前輪所轉(zhuǎn)角度約為7.5°和17.5°時,外側(cè)前后輪與軌道中心間隙分別出現(xiàn)最大值,皆約等于0.33 mm。臺板最大振動處約在一半的臺板進(jìn)入圓弧軌道的位置,從而推導(dǎo)出臺板產(chǎn)生最大振動時所轉(zhuǎn)角度約值的一般公式。通過公式可預(yù)測產(chǎn)生不穩(wěn)狀態(tài)的主要區(qū)域,在利用增加阻尼或改變機(jī)構(gòu)材料等方法維穩(wěn)時,可有效減少資源浪費(fèi),更有效改善系統(tǒng)。
FZXB
[1] 經(jīng)云洪. 橢圓型自動平網(wǎng)印花機(jī)介紹[J]. 絲網(wǎng)印刷, 2011(3):29-30. JING Yunhong. Elliptic type automatic flat screen printing machine is introduced[J]. Screen Printing, 2011(3): 29-30.
[2] 李亞平. 橢圓運(yùn)動與圓運(yùn)動的統(tǒng)一[J]. 科技信息, 2010(1):422-424. LI Yaping. The unity of the ellipse motion and circular motion[J]. Science & Technology Information, 2010(1): 422-424.
[3] 張家川. 關(guān)于引進(jìn)印花機(jī)選型的比較[J]. 四川絲綢,1996(2):41-42. ZHANG Jiachuan. About the introduction of printing machine selection of comparison[J]. Sichuan Silk, 1996(2): 41-42.
[4] 王建萍, 朱昱, 李志揚(yáng). 柴油機(jī)運(yùn)動系統(tǒng)仿真與氣門活塞最小運(yùn)動間隙測量[J]. 現(xiàn)代制造工程, 2014(9):113-116. WANG Jianping, ZHU Yu, LI Zhiyang, et al. Simulation of the diesel engine movement system and measurement of the minimum piston-valve movement clearance[J]. Modern Manufacturing Engineering, 2014(9):113-116.
[5] 詹友剛. Pro/ENGINEER中文野火版5.0快速入門教程[M]. 3版.北京:清華大學(xué)出版社, 2013:270-300. ZHAN Yougang. Pro/ENGINEER Wildfire in Chinese Version 5.0 Quickstart Tutorial[M].3th ed. Beijing: Tsinghua University Press, 2013:270-300.
[6] 范曉健, 李晶, 劉紅衛(wèi), 等. 碳纖維層疊布用縫紉機(jī)的改進(jìn)設(shè)計(jì)與三維仿真[J]. 紡織學(xué)報, 2016, 37(10): 141-144. FAN Xiaojian, LI Jing, LIU Hongwei, et al. Modified design and three-dimensional simulation for sewing machine for sewing laminated carbon cloth [J]. Journal of Textile Research, 2016, 37(10):141-144.
[7] 張智明, 徐巧, 梅順齊, 等. 絲網(wǎng)印花橢圓軌道臺板轉(zhuǎn)彎裝置:中國, CN201110120465.7[P].2011-05-11. ZHANG Zhiming, XU Qiao, MEI Shunqi, et al. Silk screen printing elliptical orbit bedplate turning deceive: China, CN201110120465.7[P]. 2011-05-11.
[8] 陳潔輝, 周華, 張邦蓮. 橢圓印花機(jī)臺車導(dǎo)軌輔助裝置:中國, CN201220172928.4[P].2012-04-23. CHEN Jiehui, ZHOU Hua, ZHANG Banglian. The elliptical printing machine car guide assist device: China, CN201220172928.4[P]. 2012-04-23.
[9] 魏道高, 張志龍, 蔣統(tǒng), 等. 轉(zhuǎn)向梯形雙間隙對汽車蛇行工況穩(wěn)定性的影響[J]. 汽車技術(shù), 2015(10):19-56. WEI Daogao, ZHANG Zhilong, JIANG Tong, et al. Study of the effects of steering trapezoid dual-clearance on vehicle stability under slalom maneuver[J]. Automobile Technology, 2015(10):19-56.
[10] 李恩科. 汽車整體式轉(zhuǎn)向機(jī)構(gòu)的特性研究及轉(zhuǎn)向純滾動裝置設(shè)計(jì)[D]. 重慶:重慶理工大學(xué),2013:28-45. LI Enke. Research on Characteristic of integral steering mechanism and design steering complete rolling device [D]. Chongqing: Chongqing University of Technology, 2013:28-45.
[11] 張雷, 賀虎, 孔佳元. 含間隙和尺寸誤差空間連桿引緯機(jī)構(gòu)運(yùn)動精度綜合分析[J]. 紡織學(xué)報, 2016,37(6):124-129. ZHANG Lei, HE Hu, KONG Jiayuan. Comprehensive analysis of motion accuracy for spatial linkage weft insertion mechanism with clearance and dimensional errors[J]. Journal of Textile Research, 2016, 37(6): 124-129.
[12] 黃海洋, 李艷, 井超超, 等. 運(yùn)動副間隙振動狀態(tài)實(shí)驗(yàn)研究[J]. 北京印刷學(xué)院學(xué)報,2010, 18(4): 16-18. HUANG Haiyang, LI Yan, JING Chaochao, et al. Experimental research on the vibration status of clearances in pair[J]. Journal of Beijing Institute of Graphic Communication, 2010,18(4):16-18.
[13] 丁鍵, 趙宇, 吳洪濤, 等. 含多運(yùn)動副間隙機(jī)構(gòu)動態(tài)特性研究[J]. 組合機(jī)床與自動化加工技術(shù),2014(5):9-13. DING Jian, ZHAO Yu, WU Hongtao, et al. Dynamic Characteristics of mechanisms with multi-clearance joints[J].Modular Machine Tool & Automatic Manufacturing Technique,2014(5):9-13.
[14] 張慧慧. 軌道結(jié)構(gòu)減振降噪技術(shù)綜述[J]. 鐵道建筑技術(shù),2011(s1):171-175. ZHANG Huihui. Track structure vibration noise reduction technology were reviewed[J]. Railway Construction Technology, 2011(s1):171-175.
Modeling and simulation of elliptical motion mechanism forR680 series automatic printing machine
WANG Xingxing, ZHUO Lu, ZHU Yu, NI Wei, NI Hongjun
(SchoolofMechanicalEngineering,NantongUniversity,Nantong,Jiangsu226019,China)
In order to analyze the vibration and noise caused by the elliptical motion mechanism of the automatic printing machine, three dimensional modeling of the platen and the elliptical track of the R680 series automatic printing machine was established, and the simulation of elliptical motion mechanism was realized based on the Creo software. General formula for solving the maximum vibration position was derived based on the above model. The compactness between the platen and the track as well as the related problems of reducing noise in the course of the movement were explored. The results indicate that in the process of the platen entering the circular track from straight track, the gap between the outer front wheel of the platen and the track is presented in the first fast increase, then slowly becomes smaller and finally tends to zero, while the gap between the outer rear wheel and the track shows the delayed change from slow to fast. The gaps in the process of the platen entering the straight track from circular track and above gaps in the process of the platen entering the circular track is symmetrical. When the outer front wheel of the platen rotates 7.5° or 17.5° during the platen entering the circular track gaps between outer front or rear wheel of the platen, the track reaches the maximum value, both of which are 0.33 mm.
automatic printing machine; elliptical motion mechanism; elliptical orbit; simulation analysis; movement gap
2016-05-06
2016-12-03
江蘇高校優(yōu)勢學(xué)科建設(shè)工程資助項(xiàng)目(蘇政辦發(fā)〔2014〕37號);江蘇省政策引導(dǎo)類計(jì)劃(產(chǎn)學(xué)研合作)項(xiàng)目(BY2015047-02); 南通市前沿與關(guān)鍵技術(shù)創(chuàng)新計(jì)劃項(xiàng)目(MS22015028)
汪興興(1984—),男,實(shí)驗(yàn)師,碩士。主要研究方向?yàn)閿?shù)字化設(shè)計(jì)與制造技術(shù)。倪紅軍,通信作者,E-mail: ni.hj@ntu.edu.cn。
10.13475/j.fzxb.20160501206
TP 391.9; TS 194.33
A
