鍛造操作機鉗桿跟隨控制研究
2017-05-16 01:18:25馮東曉張營杰楊紅娟蘇振華
河北農機 2017年4期
關鍵詞:工藝
馮東曉 張營杰 楊紅娟 蘇振華
1、中國重型機械研究院股份公司 2、金屬擠壓與鍛造裝備國家重點實驗室
鍛造操作機鉗桿跟隨控制研究
馮東曉1,2張營杰1,2楊紅娟1,2蘇振華1,2
1、中國重型機械研究院股份公司 2、金屬擠壓與鍛造裝備國家重點實驗室
鍛造操作機是鍛造油壓機的主要配套設備。在鍛造過程中,鍛造操作機鉗桿跟隨控制合理與否,將直接影響到鍛件的最終質量及鍛造效率。本文討論了鍛造操作機鉗桿跟隨控制方式,針對不同規格鍛造操作機及不同的鍛壓工藝提出了相應的解決方案,并提出了相應的控制框圖。
鍛造操作機;鉗桿跟隨控制;控制框圖
鍛造操作機是鍛造油壓機的主要配套設備,主要用于配合壓機完成各種鍛造工藝。在鍛造過程中,為了提高鍛件質量及鍛造效率,對鍛造操作機鉗桿控制系統有以下要求:(1)在壓機加壓過程中,鉗桿跟隨下降;(2)在壓機回程過程中,鉗桿跟隨上升。本文介紹了三種鍛造操作機鉗桿跟隨控制方式,提出了各個控制方式的控制框架圖。在此基礎上,提出了各個控制方式適合的鍛造操作機規格及鍛造工藝。
1 鍛造操作機鉗桿跟隨控制介紹
鍛造操作機在鍛造過程中的鉗桿跟隨控制主要有三種方式:主動跟隨、被動跟隨及主動跟隨與被動跟隨組合控制方式。
1.1 主動跟隨控制
主動跟隨控制原理如圖1所示。在鍛造過程中,主動跟隨的控制過程如下:(1)壓機加壓時,鍛造操作機通過打開比例方向閥1及隔離閥2主動下降。鉗桿下降速度由比例方向閥開口度控制,該過程要求操作機跟隨下降速度為壓機加壓速度的一半。(2)壓機回程時,操作機通過打開比例方向閥1及隔離閥2跟隨壓機主動上升,該過程要求操作機上升速度小于等于壓機回程速度,上升高度高于上次加壓時加壓高度的一半。
1.2 被動跟隨控制
被動跟隨控制原理如圖2所示。在鍛造過程中,被動跟隨的控制過程如下:(1)壓機加壓時,操作機跟隨壓機被動下降。鉗桿平升降油缸油液排入蓄能器3;(2)壓機回程時,鉗桿通過蓄能器跟隨上升。

圖1 主動跟隨控制原理圖

圖2 被動跟隨控制原理圖

圖3 主動被動跟隨組合控制原理圖
1.3 主動被動跟隨組合控制
主動被動跟隨結合控制原理如圖3所示。在鍛造過程中,主動被動跟隨組合控制過程如下:(1)對于小壓下量的精整工藝:蓄能器隔離閥4打開,壓機加壓時,鉗桿平升降缸排油到蓄能器3。壓機回程時,通過蓄能器實現鉗桿跟隨上升;(2)對于大壓下量的其他鍛造工藝:壓機加壓時,安全平衡閥5電磁鐵得電,鉗桿平升降缸通過平衡閥排油。壓機回程時,操作機通過打開比例方向閥1及隔離閥2跟隨壓機主動上升,該過程要求操作機鉗桿上升速度小于等于壓機回程速度,上升高度高于上次加壓時加壓高度的一半。
1.4 三種跟隨控制方式比較
三種跟隨控制方式有各自的優缺點:(1)被動跟隨控制過程簡單易于實現,但在壓機加壓過程中操作機鉗桿要被動受力;(2)主動跟隨控制操作機鉗桿不被動受力,其缺點在于控制過程復雜,操作機主動運動速度要與壓機速度匹配。且主動跟隨控制在壓機加壓過程中,操作機鉗桿平升降缸要主動泄壓排油,在壓機回程過程中,操作機跟隨上升啟動反應慢;(3)主動被動結合的控制方式綜合了兩種控制方式的優點,保證了整個鍛造過程高效且操作機鉗桿受力合理。
2 控制框圖
操作機跟隨控制,主要通過采集壓機位移傳感器的信息、壓機供液泵開啟數量及鍛造工藝信息,將相應的信息反饋給操作機。根據信息反饋選擇相應的控制方式、操作機的速度及相應行程高度。由于被動跟隨控制方式簡單,不需要程序做任何判斷,本文不再介紹被動跟隨控制。
2.1 主動跟隨控制
主動跟隨控制框圖如圖4所示。為防止未夾持鍛件或夾持鍛件未放在砧子上時,操作機誤動作,在壓機加壓時操作機主動跟隨需要滿足三個條件:(1)主缸壓力≥1.5MPa;(2)壓機上下砧距離≥100mm;(3)壓機不在鐓粗工況。壓機主缸壓力通過主缸壓力傳感器檢測,壓機上下砧開口距離通過主機位移傳感器檢測,壓機是否在鐓粗工況通過工作臺面上的旋鈕檢測。在跟隨過程中,要求操作機下降速度為主機加壓速度的一半,主機加壓速度由上壓主泵數量來確定。上壓主泵數量通過電機是否帶電及泵頭閥是否帶電來檢測,需共同滿足兩個條件才表明主泵上壓。
如圖4所示,主動跟隨的觸發條件可分為壓機手動加壓和自動加壓兩種情況,在壓機手動加壓時,操作機僅主動跟隨下降,回程過程手動控制。在壓機自動加壓時,操作機主動跟隨下降。在壓機回程時,操作機主動跟隨回程,回程高度要大于上次加壓高度的一半。上次加壓高度通過程序調用上次設定數值。
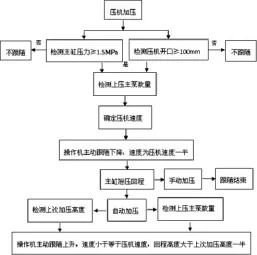
圖4 主動跟隨控制框圖
2.2 主動被動跟隨組合控制
主動被動跟隨控制組合控制方式,首先要根據壓機的鍛造工藝設置選擇被動跟隨控制及主動跟隨控制。對于主動跟隨控制,其控制方式與2.1所述控制方式相同。對于被動跟隨控制,僅需打開蓄能器隔離閥即可。
3 應用情況
中國重型機械研究院成套供貨了50余臺10~3000kN的大型鍛造操作機。其中200kN以下操作機平升降系統采用蓄能器被動跟隨控制方式,該種控制方式在鍛造過程中反應靈敏,鍛造頻次高,配合壓機實現快速鍛造。200~1000kN鍛造操作機平升降系統采用主動跟隨與被動跟隨相結合的方式,該種控制方式既能滿足小壓下量時快速鍛造的要求,同時在大壓下量時可以通過主動跟隨來保證鉗桿機構不被動受力。1000kN以上鍛造操作機通常配合80MN以上大型鍛造壓機來實現鍛造。大型鍛造壓機在快速性與平穩性兩項中更傾向于鍛造過程的平穩性,要求鍛造操作機隨動過程平穩,對快速性沒有要求,采用主動跟隨控制。
從多年現場使用情況來看,以上平升降隨動系統使用效果良好,故障率低,滿足用戶不同鍛造工藝的要求。
4 結論與展望
本文討論了鍛造過程中,操作機鉗桿的跟隨控制方式。根據鍛造操作機的規格以及不同的鍛造工藝,提出了相應的跟隨控制解決方案:(1)對于大型鍛造操作機,采用主動跟隨的控制方式;(2)對于小型鍛造操作機,采用蓄能器被動跟隨控制;(3)對于中型操作機在鍛件精整工藝時采用蓄能器被動跟隨控制,在其他大壓下量鍛造工藝時主動跟隨控制。在本文跟隨控制的基礎上,可以進一步加入操作機的旋轉、行走動作進而實現操作機與壓機的聯動。
[1]鄭江.鍛造操作機電液比例位置控制系統研究[D].華中科技大學,2003.
[2]徐明昊.600kN/1500kNm鍛造操作機控制系統研究[D].華中科技大學,2011.
[3]劉治字.鍛造操作機夾鉗升降液壓系統建模與仿真[D].東北大學,2008.
[4]許勇.重載夾持裝置液壓同步驅動系統的建模及內模控制研究[D].中南大學,2009.
[5]俞新陸.液壓機的設計與應用[M].北京:機械工業出版社, 2006.
[6]范凡,王皓,趙勇.自由鍛造操作機冗余驅動系統的驅動力分配與協調[J].機械設計,2009,26(9):26~30.
[7]侯交義.鍛造操作機主運動機構電液比例控制系統研究[D].浙江大學,2012.
[8]傅新,徐明,王偉,鄒俊,楊華勇.鍛造操作機液壓系統設計與仿真[J].機械工程學報,2010.46(11).49~54.
[9]王飛宇.重載鍛造操作機設計機理及動態特性研究[D].重慶大學,2012.
[10]王琪.重載鍛造操作機夾鉗旋轉雙齒輪并聯傳動系統負載均衡分析與控制[D].中南大學,2011.
[11]范苗苗,范玉順,黃雙喜.面向鍛造操作機系統的設計與仿真支撐平臺[J].機械工程學報,2010.46(11):76~82.
[12]趙凱,王皓,陳關龍,林忠欽,何永波.自由鍛造操作機順應過程分析[J].機械工程學報,2010.46(4).27~34.
[13]賈曉輝,田延嶺,張大衛.基于虛功原理的3-RRPR柔性精密定位工作臺動力學分析[J].機械工程學報,2011,47(1):68~74.
[14]權凌霄.基于管路效應的皮囊式蓄能器數學模型與實驗研究[D].燕山大學,2005.
[15]趙勇,林忠欽,王皓.重載鍛造操作機的操作性能分析[J].機械工程學報,2010,46(11):69~75.
課題號:2010ZX04013021。
課題名稱:國家重大專項“3000KN/7500KNm大型鍛造操作機。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52