刀尖圓弧半徑補償在數控車的應用
2017-05-16 17:17:09謝智輝
中國科技縱橫 2017年4期
謝智輝

摘 要:數控車削中使用刀具工作部分的刀尖切削點并不能保證與零件實際輪廓形狀重合,而產生的輪廓形狀精度等達不到要求。為滿足零件各個要素的精度符合要求,在本文中對數控車削加工時如何確定刀尖圓弧半徑補償在數控車的應用能有效保證零件臺階軸、圓錐面、圓弧面和非圓曲面的加工精度方法進行了解析。
關鍵詞:刀尖半徑補償;刀尖圓弧;數控車編程;形狀精度
中圖分類號:TG659 文獻標識碼:A 文章編號:1671-2064(2017)04-0061-02
數控車床具有高效率、高精度、高柔性的加工特點,在編制數控車床加工程序時,理論上是把車刀看成一個點。在加工過程,由于刀具的刀尖會損耗和需要精加工的要求,會把刀具的刀尖刃磨成圓弧形狀,使用時刀具刀尖的刀位中心是圓弧圓心,為了使加工零件的形狀輪廓的精度達到要求,不能讓刀尖圓弧的圓心與零件的形狀輪廓相重疊,應該在工作時使刀尖圓弧與工件形狀輪廓偏移刀具刀尖圓弧的半徑。圓弧形車刀的刀刃半徑偏置也與其相同。本文分析刀具刀尖圓弧的大小對工件形狀輪廓精度的影響和刀尖圓弧補償的使用方法。
1 理想刀尖與實際刀尖圓弧半徑加工分析
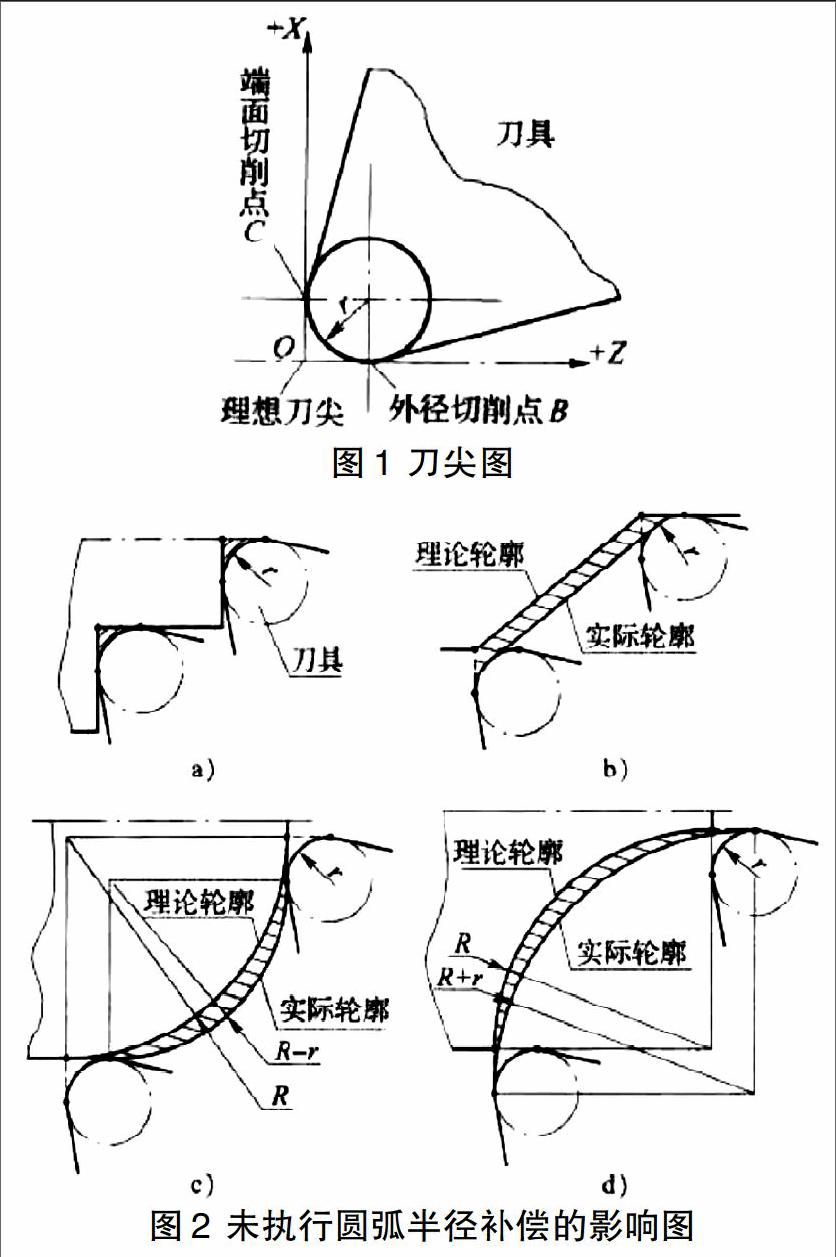
在數控車床對刀是按刀尖對刀,我們將尖形車刀的刀位點假想成一個點,該點即為理想刀尖O如圖1所示。編程時是按理想刀具刀尖所走的路線進行編程,也是理想刀具刀尖O如圖1所示和形狀輪廓點重合,在生產工作中的刀具刀尖,因加工過程的工藝和其他因素,刀具刀尖并不是最合理的點,最合理的是刀具刀尖圓弧BC圓弧如圖1所示的。刀尖圓弧半徑是車刀刀尖圓弧所構成的圓半徑r如圖1所示。所有車刀均有大小不等或近似的刀尖圓弧,理想刀尖是不存在的。
2 未執行圓弧半徑補償的影響
使用刀具刀尖具有圓弧的車刀工作時,車刀圓弧如圖1所示的對刀點別為B點和C點,理想刀尖點是O點,在工作加工零件過程中的形狀及尺寸的不斷變化,車刀刀尖圓弧的工作點也會變化,則在工作中會產生欠切或過切對加工形狀輪廓造成影響。所以,用刀具刀尖是圓弧刃的刀具沒有執行圓弧補償的工作下,工作中會產生如圖2所示的幾種影響。
(1)車削臺階軸時,影響產生在臺階的清角和工件端面中心,如圖2a所示。
(2)車削圓錐時,對錐度沒影響,對錐面的小端和大端的整體尺寸變大,如圖2b所示。
(3)加工內外圓弧面時,同樣會對加工的圓弧表面的圓度與圓弧的半徑影響較大。加工凸圓弧,會少車削,如圖2c所示。加工凹圓弧,會多車削,如圖2d所示。
3 刀尖圓角半徑補償方法
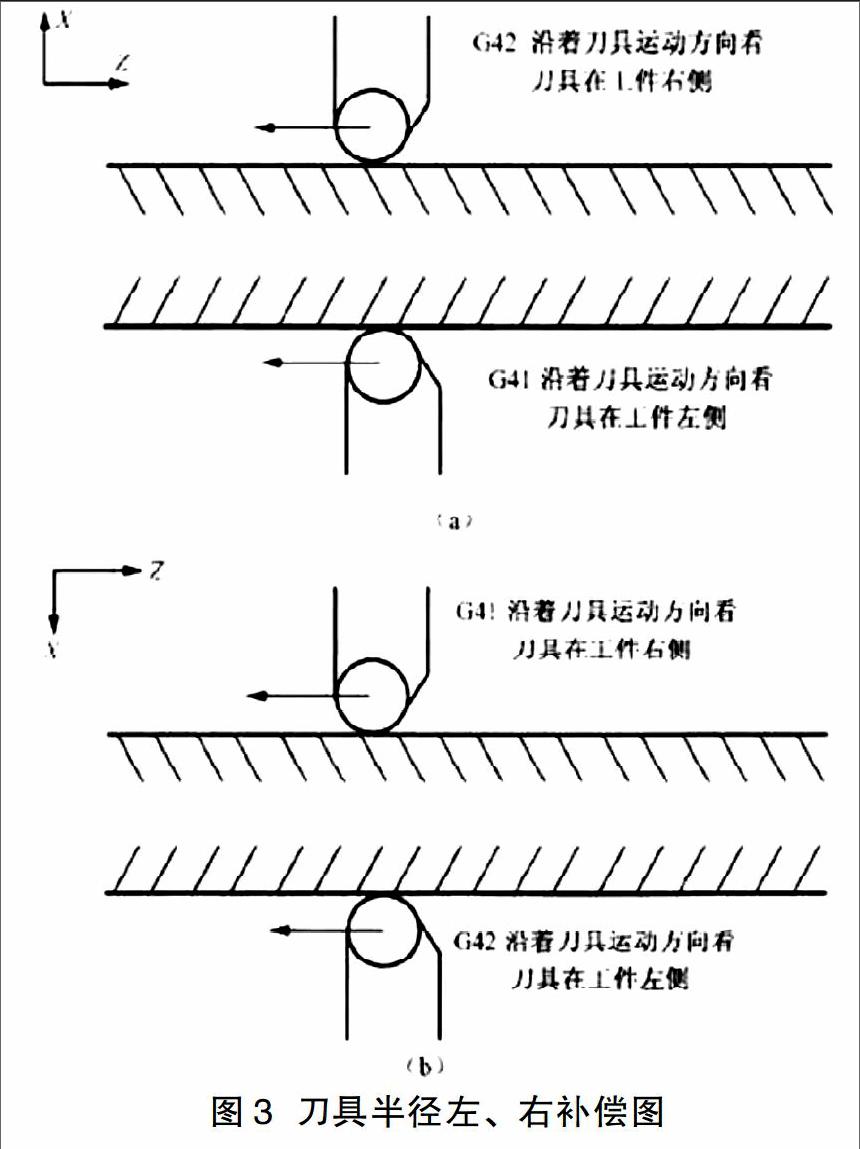
在數控車床中刀具刀尖半徑補償指令有G41、G42、G40代碼;補償號是用T代碼指定。在第三軸指向上,從刀具進給的方向看,刀具在工件的左邊時為左補償,用補償指令G41表示。如圖3所示。在第三軸指向上,從刀具進給的方向看,刀具在工件的右邊時為右補償,用補償指令G42表示。如圖3所示。刀具半徑補償取消用指令G40,即使用該指令后,使G41、G42指令無效。
(1)編程指令格式:G41 G01 /G00 X_ Y_ F_; (左補償)
G42 G01 /G00 X_ Y_ F_; (右補償)
G40 G01/G00 X_ Y_; (取消補償)
(2)圓弧車刀切削方位的確定。在實際加工中,加工工件的進給方向和所采用的刀具形狀不一樣,數控車床上使用的刀尖圓弧半徑補償量和補償方向也是不相同。根據上述的特點,車刀所使用的刀具切削有9種方位,如圖4所示。
在數控車床上對刀,9號刀具是切削沿外,其它是將尖型車刀的刀位點假設成一個對刀點,對刀時在刀具偏置設置對刀點(圖4中的A點),通過計算得出的坐標值。
刀尖圓弧半徑補償G41/G42的指令后不帶補償號。該補償號(代表所用刀具對應的刀尖半徑補償值)由T代碼指定,其刀尖半徑補償號與刀具偏置補償號對應。常用車刀的刀位置號如圖4所示。
(3)刀尖圓弧半徑補償過程。刀尖圓弧半徑補償的過程分為三步:即補償的建立、補償的進行和補償的取消。其補償過程通過圖5采用刀具半徑補償指令在數控車編程加工,用程序O0001表述。
AB-補償建立 BCDE-補償進行 EF-補償取消
圖5所示補償過程的加工程序如下:
O0001
N10 G98 G40 G21 ; (程序初始化)
N20 T0101; (轉1號刀,執行1號刀補)
N30 M03 S1000; (主軸按1000r/min正轉)
N40 G00 XO Z10.0; (快速點定位)
N50 G42 G01 X0.0 Z0.0 F100; (運行半徑補償)
N60 X40.0; (半徑補償進行)
N70 Z—18.0; (半徑補償進行)
N80 X80.0; (半徑補償進行)
N90 G40 G00 X85.0 Z10.0; (取消半徑補償)
N100 G28 U0 W0; (返回參考點)
N110 M30; (程序運行結束并復位)
(4)注意事項。
1)只能在G00或G01移動指令程序模式下有效的進行補償和取消。不能是G02 或 G03指令。
2)G41、G42不帶參數,其補償號(代表所用刀具對應的刀尖半徑補償值)由T指令指定。
3)要使用切線或法線切入建立或取消刀具補償。
4)注意在后刀架和前刀架使用刀尖圓弧半徑補償和方位的區分。
參考文獻
[1]沈建峰.數控加工工藝編程與操作:FANUC系統分冊[M].北京:中國勞動社會保障出版社,2008.
[2]謝曉紅.數控車削編程與加工技術-2版[M].北京:電子工業出版社,2008(7).
