基于FANUC系統(tǒng)的數(shù)控車床刀具磨損補(bǔ)償
2017-05-13 00:25:57楊豐
科技與創(chuàng)新 2017年7期
關(guān)鍵詞:不銹鋼
楊豐

摘 要:以數(shù)控車削加工刀具磨損補(bǔ)償為研究對(duì)象,在分析刀具磨損規(guī)律的基礎(chǔ)上,討論了數(shù)控車削加工刀具磨損補(bǔ)償?shù)母鞣N方法及其特點(diǎn),重點(diǎn)探討了利用宏程序?qū)崿F(xiàn)數(shù)控車削加工刀具自動(dòng)補(bǔ)償?shù)姆椒āT摲椒ㄊ紫扔弥本€對(duì)磨損曲線進(jìn)行了近視處理,然后用宏變量定義了相關(guān)要素,給出了相應(yīng)的宏程序,能實(shí)現(xiàn)數(shù)控車削加工刀具磨損的自動(dòng)補(bǔ)償和刀具急劇磨損時(shí)的自動(dòng)報(bào)警。
關(guān)鍵詞:FANUC系統(tǒng);刀具磨損補(bǔ)償;宏程序;不銹鋼
中圖分類號(hào):TG519.1 文獻(xiàn)標(biāo)識(shí)碼:A DOI:10.15913/j.cnki.kjycx.2017.07.108
刀具在加工過(guò)程中產(chǎn)生磨損是切削過(guò)程中的物理現(xiàn)象,尤其是在加工高溫合金、不銹鋼、鈦合金等難加工的材料時(shí),刀具磨損更快,這必然會(huì)導(dǎo)致加工尺寸變化,進(jìn)而影響加工精度。在普通車床上加工時(shí),針對(duì)刀具磨損帶來(lái)的尺寸變化,操作者可以人工控制中拖板進(jìn)刀量來(lái)修正。但數(shù)控車削屬于自動(dòng)加工,刀具磨損后補(bǔ)償、更換刀刃的時(shí)間都是需要我們研究的問(wèn)題。
1 刀具磨損的過(guò)程
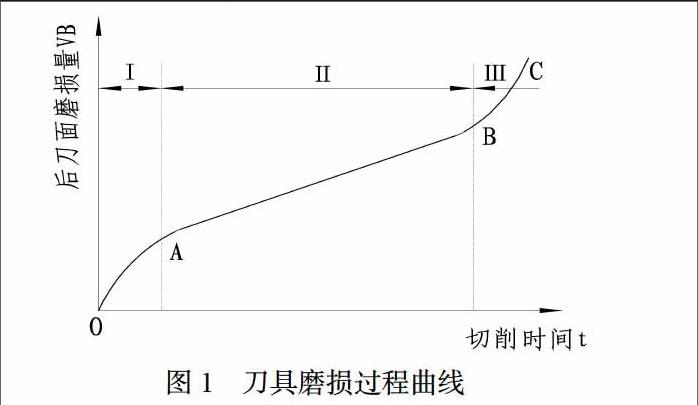
在車削過(guò)程中,刀具一方面切下切屑,刀具本身也會(huì)逐漸磨損,即刀具磨損。通過(guò)實(shí)驗(yàn)發(fā)現(xiàn),刀具磨損過(guò)程大致分為3個(gè)階段,如圖1所示。開(kāi)始使用刀具時(shí),由于新刀具的表面比較粗糙,切削時(shí)刀具磨損較快,這個(gè)階段為初期磨損階段(Ⅰ段);經(jīng)過(guò)初期磨損后,刀具表面被磨平,切削時(shí)磨損較慢,磨損量與切削時(shí)間近似成正比,這個(gè)階段為正常磨損階段(Ⅱ段);當(dāng)磨損量達(dá)到一定程度后,由于刀具磨損嚴(yán)重,使用時(shí)機(jī)械摩擦加劇,產(chǎn)生切削熱增加較多,導(dǎo)致切削溫度升高,磨損急劇加速,甚至出現(xiàn)崩刃現(xiàn)象,加工表面質(zhì)量明顯下降,刀具失去切削能力,需要更換刀具,這個(gè)階段為急劇磨損階段(Ⅲ段)。通常規(guī)定刀具用到產(chǎn)生急劇磨損前必須更換或重磨刀具,此時(shí),后刀面上測(cè)定的磨損帶寬度VB作為刀具磨鈍標(biāo)準(zhǔn)。
2 刀具磨損的補(bǔ)償方法
從圖1可以看出,隨著切削時(shí)間的推移,刀具的磨損量持續(xù)增加,這必然導(dǎo)致工件的尺寸發(fā)生變化,影響工件的加工質(zhì)量。在數(shù)控車削加工時(shí),需要對(duì)刀具磨損進(jìn)行補(bǔ)償,以保證零件的尺寸精度。
2.1 手動(dòng)補(bǔ)償法
數(shù)控車削的刀具補(bǔ)償?shù)耐ǔW龇ㄊ峭\嚭笕斯y(cè)量工件尺寸,將磨損后產(chǎn)生的工件誤差△輸入相應(yīng)刀具的磨損補(bǔ)償中,即:
式(1)中:△為磨損補(bǔ)償量;d理論為工件理論尺寸;d測(cè)量為工件實(shí)際測(cè)量尺寸。
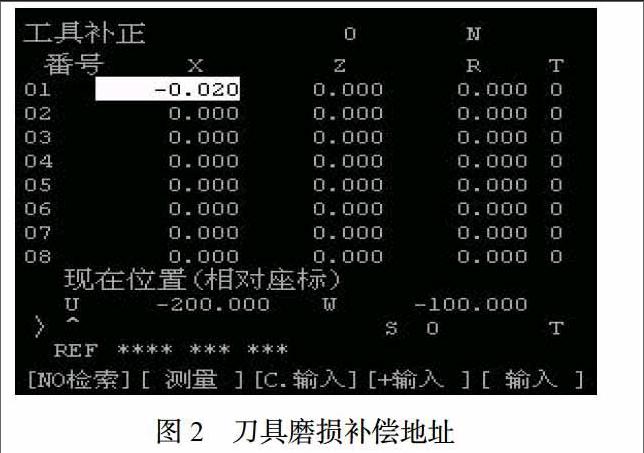
在數(shù)控車床上用1號(hào)刀加工某外圓,其理論尺寸d理論為φ30,加工一段時(shí)間后刀具產(chǎn)生磨損,實(shí)際測(cè)量尺寸d測(cè)量為φ30.02,則磨損后產(chǎn)生的工件誤差△為-0.02,相應(yīng)刀補(bǔ)號(hào)的X軸磨損補(bǔ)償值為-0.02,如圖2所示。這種手工補(bǔ)償方法效率較低,操作者的工作量較大。
2.2 自動(dòng)補(bǔ)償法
2.2.1 在線測(cè)量自動(dòng)補(bǔ)償法
在數(shù)控車床上安裝在線測(cè)量系統(tǒng),在加工過(guò)程中自動(dòng)測(cè)量工件尺寸,并與工件理論尺寸比較,其結(jié)果發(fā)送給數(shù)控系統(tǒng),由數(shù)控系統(tǒng)修改刀具補(bǔ)償值,從而實(shí)現(xiàn)刀具磨損的自動(dòng)補(bǔ)償。
2.2.2 宏程序自動(dòng)補(bǔ)償法
用直線OA和AB代替圖1中的相應(yīng)磨損曲線,對(duì)磨損量進(jìn)行近似處理,如圖3所示。利用三角函數(shù)分別計(jì)算刀具在初期磨損階段(Ⅰ段)和磨損量正常磨損階段(Ⅱ段)的磨損量,編寫(xiě)宏程序?qū)崿F(xiàn)對(duì)刀具磨損的自動(dòng)補(bǔ)償。
本文以FANUC數(shù)控系統(tǒng)車削外圓為例,在程序中先對(duì)#501~#505賦值,每加工完一個(gè)工件,通過(guò)宏程序修改相應(yīng)刀補(bǔ)地址的X軸磨損補(bǔ)償量,實(shí)現(xiàn)對(duì)刀具磨損的自動(dòng)補(bǔ)償。同時(shí),當(dāng)?shù)毒哌_(dá)到磨損極限時(shí),利用宏變量#3000向機(jī)床發(fā)出報(bào)警信號(hào),各變量含義如表1所示。
參考程序:
O1
T0101
……
#508=#3901+1 計(jì)算零件加工數(shù)量
#509=#507*#508 計(jì)算累計(jì)加工時(shí)間
IF [#509 LE #503] GOTO 10 未超過(guò)刀具壽命,繼續(xù)使用
#3901=0 已加工零件個(gè)數(shù)清零
#3000=1(TOOL LIFE OVER) 超過(guò)刀具壽命報(bào)警
N10 IF [#509 LE #501] GOTO 20 判斷刀具是否進(jìn)入正常磨損階段
#510=#509-#501 計(jì)算正常磨損階段的切削時(shí)間
#511=#501*TAN[#504]+#510*TAN[#505] 計(jì)算刀具累計(jì)磨損量
GOTO 30 轉(zhuǎn)移至N30程序段
N20 #511=#509*TAN[#504] 計(jì)算刀具累計(jì)磨損量
N30 #512=#511*#506 計(jì)算刀具磨損引起的尺寸誤差
#2001=-#512 修改1號(hào)刀補(bǔ)地址的X軸補(bǔ)償量
……
M30
3 結(jié)束語(yǔ)
本文分析了數(shù)控車削刀具磨損補(bǔ)償?shù)膸追N方法,手動(dòng)補(bǔ)償法需要現(xiàn)場(chǎng)操作者經(jīng)常停車測(cè)量,然后修改程序或刀具磨損補(bǔ)償值,對(duì)操作者要求較高。在線測(cè)量自動(dòng)補(bǔ)償法需要在機(jī)床上安裝在線測(cè)量系統(tǒng),成本較高,而宏程序自動(dòng)補(bǔ)償法在沒(méi)有在線測(cè)量系統(tǒng)的經(jīng)濟(jì)型數(shù)控車床上也能實(shí)現(xiàn)刀具磨損的自動(dòng)補(bǔ)償和自動(dòng)報(bào)警,既經(jīng)濟(jì)又簡(jiǎn)單,在實(shí)際生產(chǎn)中能提高生產(chǎn)效率和加工質(zhì)量、減輕操作者的工作強(qiáng)度,具有一定的推廣價(jià)值。
參考文獻(xiàn)
[1]陸劍中,孫家寧.金屬切削原理與刀具[M].北京:機(jī)械工業(yè)出版社,1985.
[2]孫德茂.數(shù)控機(jī)床車削加工直接編程技術(shù)[M].北京:機(jī)械工業(yè)出版社,2000.
[3]馮志剛.數(shù)控宏程序編程方法、技巧與實(shí)例[M].北京:機(jī)械工業(yè)出版社,2007.
〔編輯:張思楠〕
猜你喜歡
趣味(數(shù)學(xué))(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學(xué))(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國(guó)特種設(shè)備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術(shù)裝備(2018年1期)2018-04-28 09:09:10
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
商洛學(xué)院學(xué)報(bào)(2017年2期)2017-05-17 05:19:50
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16