導軌滑塊鉆孔夾具設計
2017-05-11 23:28:34陸潔鋒
價值工程 2017年15期
陸潔鋒
摘要: 對于滑塊元件的鉆孔、攻絲,傳統的加工方式是在先在普通立式鉆床上完成鉆孔工序,再使用攻絲機以手動加工完成,但該加工方法加工效率低、精度差,不適合大批量生產。高效率、高精度的CNC數控加工已經是當前機械加工行業的趨勢,針對傳統加工工藝的缺點,本文介紹了采用加工中心配合氣動夾具進行鉆孔、攻絲的加工工藝,以及該夾具的設計。
Abstract: For the drilling and tapping of slider components, the traditional processing method is to complete the drilling process in the ordinary vertical drilling machine first, and then use the tapping machine to complete by manual processing, but this processing method has low efficiency and poor precision, and is not suitable for mass production. The CNC machining with high precision and high precision is the trend of the current machining industry. In view of the shortcomings of the traditional processing technology, this paper introduces the processing technology of drilling and tapping by using the machining center and pneumatic fixture and the design of the fixture.
關鍵詞: 加工中心;氣動夾具;鉆孔攻絲
Key words: machining center;pneumatic fixture;drilling tapping
中圖分類號:TG75 文獻標識碼:A 文章編號:1006-4311(2017)15-0088-03
0 引言
鋁合金材料具有耐腐蝕、高強度、材料變形少等優點,如今已經廣泛用于建筑、機械等行業,例如目前機械設備使用的絲桿螺母固定座、導軌滑塊等元件,都普遍使用鋁合金。要生產導軌滑塊類零件,往往需要鉆孔、攻絲的工序,這類零件的孔位定位精度、尺寸精度等都是要考慮的工藝問題;針對產品數量大、精度要求高的鉆孔零件,定位裝夾精度和加工速度是保證零件精度和加工效率的關鍵因素;本文以導軌滑塊產品為例,闡述了在加工中心使用氣動夾具完成鉆孔、攻絲加工的工藝。
如圖1所示,此產品是某機床設備的導軌組件之一,材料為國際標準6063T5鋁合金材質,生產數量為5000件。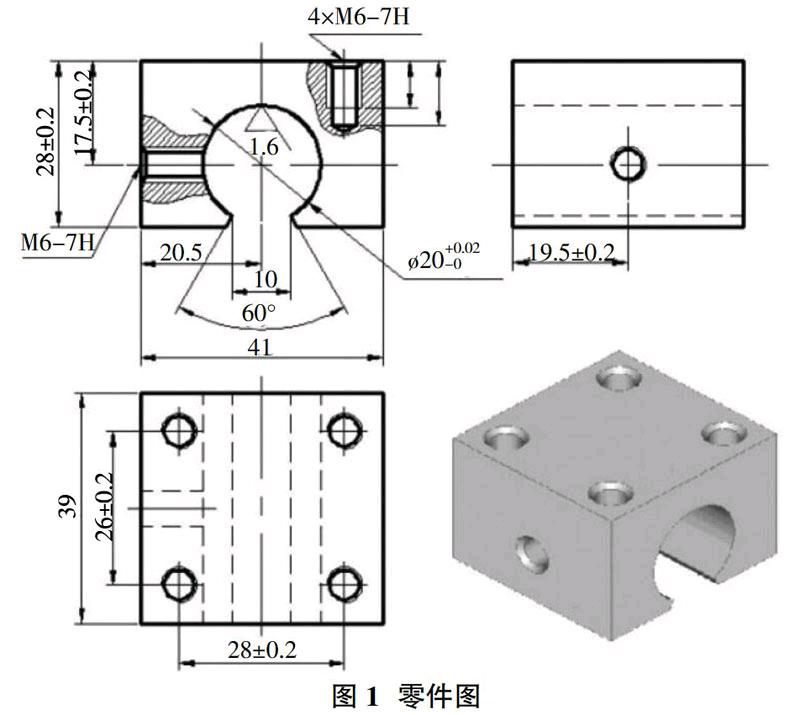
如圖2所示,該產品是機床絲桿螺母固定座導軌的滑塊,圓柱導軌與滑塊組合成直線滑動模組,中間的大孔安裝滾珠軸承與導軌作直線滑動,滑塊則與其他零件例如工作臺裝配以作固定。本工序前零件的外形與中間大孔已經在上一工序加工完成,本工序為零件表面上四個螺紋孔與側面螺紋孔的加工。
1 工藝分析
該產品屬于大批量生產,零件的定位精度高,孔的尺寸精度高,并且對加工速度、加工效率有要求。對于幾個孔的鉆孔與攻絲,傳統加工方式為先用普通鉆床完成鉆孔工序,再用攻絲機攻絲。
1.1 傳統加工方案分析
傳統加工如圖3所示,根據零件尺寸要求,加工一個輔助鉆孔的夾具配合鉆套定位以避免加工時鉆頭走偏,兩側面為螺紋孔,鉆套與零件裝配后用螺絲鎖緊,虎鉗裝夾。
經過實際加工驗證,該加工方法有以下缺點:①加工時間長、效率低、勞動強度大,不適合大批量生產;②多種類機床加工,重復裝夾容易造成裝夾、定位誤差;③手工鉆孔Z軸的進給速度不均勻容易造成尺寸精度誤差。
1.2 采用加工中心加工
實踐驗證,傳統的加工方式滿足不了該產品的加工要求,必須進行工藝改革;經分析研究后采用加工中心配合氣動夾具的加工工藝為最佳方案。CNC數控加工已經是目前機械加工行業的趨勢,特別是加工中心具有加工自動化高、加工工序集中、加工效率高等眾多優勢。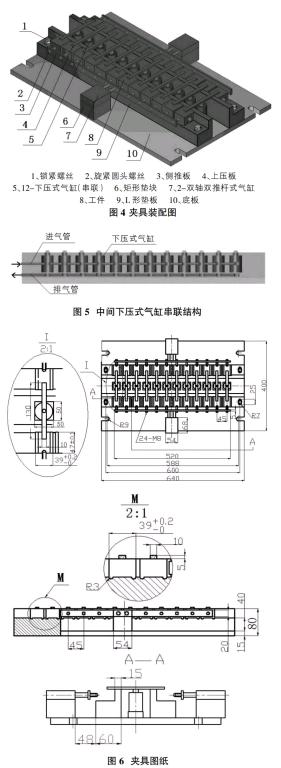
2 夾具的選用
普通加工中心標配的夾具為普通平口虎鉗,而本次零件加工定位精度、加工精度都比較高,滿足不了裝夾要求,因此需要設計一套新型夾具來裝夾。氣動夾具已經是目前機械生產的趨勢和主流,其優勢在于操作方便,穩定性好、反應速度快,生產中能縮短加工輔助時間,提高生產率。改進后的工藝投入生產后具有加工效率高、精度高、定位誤差小、安全性好等優點。下面詳細介紹該氣動夾具的設計以及生產過程。
2.1 夾具的結構
夾具的結構和裝配如圖4、5、6所示,由鎖緊螺絲、旋緊圓頭螺絲、側推板、上壓板、下壓式氣缸、矩形墊塊、雙軸推桿式氣缸、L形墊板和底板組成。
2.2 切削力計算
本工序加工中最大的切削力為攻絲切削力,計算切削力需要先計算扭矩,扭矩計算公式為:
MD=0.25·P2·ks·d1/1000
上式中,
A——切屑截面積,A=0.25·P2(mm2);
d1——絲錐大徑(mm);
ks——材料比切力(N/mm2)。
本次加工的螺孔M6-7H,螺距為1,查閱《機械制造工藝學基礎》可知,鋁合金:ks=700N/mm2,則攻絲扭矩為:
MD=0.25·P2·ks·d1/1000=0.25·12·700·6/1000≈1.1Nm=1100Nmm
扭矩MD=力F×力臂L
本工序使用加工中心攻絲,無須另外使用扳手等輔助攻絲工具,所以力臂取1/2絲錐大徑,計算切削力:
F=MD/L=1100Nmm/3mm≈366N
當然,機械加工的切削力跟加工設備的功率大小、所用刀具的種類等因素有關,在此以計算數值為參考。夾具氣缸的裝夾力須大于2倍切削力,即大于740N為宜。
2.3 氣缸的選用
①下壓式氣缸選擇SRC50-90型氣壓下壓缸(雙邊壓板型),如圖7所示。這種氣缸為目前機械加工中普遍使用的下壓式氣缸,排氣狀態下會自動回程,上方的壓板可以根據采購者的要求定制尺寸,松開狀態下能轉動一定的角度。規格:氣缸內徑50、軸徑16、可旋轉角度90°、下壓行程17、氣壓壓力范圍1-7kPa、理論最大夾持力980N。因此氣缸符合本次加工要求。
②側邊推力氣缸選擇TN系列雙軸雙推桿式氣缸,如圖7所示。規格:外部尺寸68×54×20、推桿軸徑10、氣壓壓力范圍1-10kPa、推桿最大行程為30、理論最大推力為960N。因此氣缸符合本次加工要求。
2.4 工作過程
①將夾具安裝到加工中心工作臺,通過百分表調節好各個方向的水平和垂直后固定在工作臺;②如圖8、9所示,當所有氣缸處于排氣狀態時,下壓氣缸和側方推力氣缸受內部彈簧力(或磁吸)的作用處于松開狀態,工人按位置逐個放置工件,完成后打開氣壓鎖緊工件;③在加工中心上編制鉆孔和攻絲程序后進行加工,加工完成后關閉氣壓完成加工得到產品。
加工側方M60-7H的螺紋孔同理,只需要將工件豎起來放置即可,如圖10所示。
2.5 夾具設計分析
①加工使用的加工中心型號為VMC850型,工作臺行程800×500×550,整套夾具裝配后的規格為640×400×85,尺寸符行程范圍。②所用氣缸氣壓范圍在1-10kPa之間,VMC850加工中心使用的氣壓至少在0.6MPa以上,因此氣壓足夠氣缸工作。③工件裝夾后上方和側方有氣缸壓緊,L形墊板每一個放料位置的側面都銑削了定位凹槽,因此工件完全定位。
綜上所述本套夾具設計符合生產加工要求。
2.6 采用該夾具加工的優點
經過生產驗證,采用該夾具加工有以下優勢:首先,加工效率高,比普通機床生產效率高出50倍以上,降低了工人的勞動強度,實現了大批量生產。其次,工件裝夾定位精度高、孔位精度高,加工穩定性高。再次,氣動夾具配合加工中心生產,安全性高,工人的人身安全更能得到保障。最后,使用了多工序集中的加工中心代替了多臺不同型號、不同種類的的機床生產,節省了車間生產資源,減少了工作量和工人數量,獲得更高經濟效益。
3 結束語
由于采用了加工中心配合氣動夾具加工導軌滑塊,使產品的加工效率和加工質量都有了極大的提高,從根本上解決了傳統加工中存在的各種問題。該套夾具投入到生產后降低了加工成本,獲得了良好的經濟效益。
本人因水平和能力有限,文中難免有錯漏不足之處,懇請專家、教授及同行批評指正。
參考文獻:
[1]黃春福.機床夾具設計手冊[M].上海科學技術出版社,2000年7月.
[2]傅水根.機械制造工藝學基礎[M].清華大學出版社,2011年3月.
[3]沈向東.氣壓傳動[M].機械工業出版社,2009年2月.
