基于鋁合金車身結(jié)構(gòu)的連接方法研究
2017-05-11 21:33:33康潔陳瑋張鐵汪沛?zhèn)?/span>龔侃
汽車科技 2017年2期
關(guān)鍵詞:焊接
康潔 陳瑋 張鐵 汪沛?zhèn)ァ↓徺?/p>


摘要:采用輕質(zhì)鋁合金代替?zhèn)鹘y(tǒng)鋼材是車身輕量化最行之有效的方法,但鋁車身結(jié)構(gòu)的連接方法成為其普及的制約因素之一。本文在連接特點及衛(wèi)藝流程方面介紹了兩種主要的鉚接方式,并通過抗拉、抗剪試驗得出鉚接的連接強度優(yōu)于鋁板點焊這一結(jié)論。同時通過焊縫抗拉試驗及焊接區(qū)域硬度分布的研究,總結(jié)出鋁型材MIG焊后性能下降的趨勢。最后根據(jù)上述研究結(jié)論,將鉚接、MIG焊兩種連接方式在鋁合金車身上應(yīng)用,該車身結(jié)構(gòu)在碰撞、耐久、模態(tài)等方面均達到常規(guī)車水平,為后續(xù)鋁車身結(jié)構(gòu)的應(yīng)用提供了參考。
關(guān)鍵詞:鋁合金車身;連接方法;鉚接;焊接
1.背景
隨著節(jié)能和環(huán)保意識越來越強,輕量化車身已經(jīng)成為汽車發(fā)展的趨勢之一。研究表明,當整車質(zhì)量降低10%時,燃油經(jīng)濟性提高3.8%,加速時間降低8%,CO排放減少4。5%,剎車距離減少5%,輪胎壽命提高7%,轉(zhuǎn)向力減少6%m。由此可看出汽車輕量化的重要性。通常來講,采用輕質(zhì)高強材料來代替?zhèn)鹘y(tǒng)的鋼材是最有效的方式。對于鋁材,在滿足相同試驗和機械性能條件下,它比鋼輕60%,例如奧迪A8轎車在采用鋁車身后,整車質(zhì)量可以減少15%。根據(jù)近三年的Euro CarBody數(shù)據(jù)統(tǒng)計,應(yīng)用鋁材的車身結(jié)構(gòu)占到總數(shù)的70%以上。
常規(guī)車身的連接方式中電阻點焊占據(jù)絕對的主要地位,但由于鋁材的電阻率低、導熱率高,導致電阻點焊很難形成合格的熔核,因此適用于鋁合金車身的連接技術(shù)的研究及應(yīng)用勢在必行。本文主要針對鋁材的MIG焊接和鉚接兩種連接的工藝性、連接強度以及對結(jié)構(gòu)設(shè)計的限制進行了介紹,為其廣泛應(yīng)用提供參考。
2.鋁材鉚接方法簡介
2.1半空心自沖鉚接
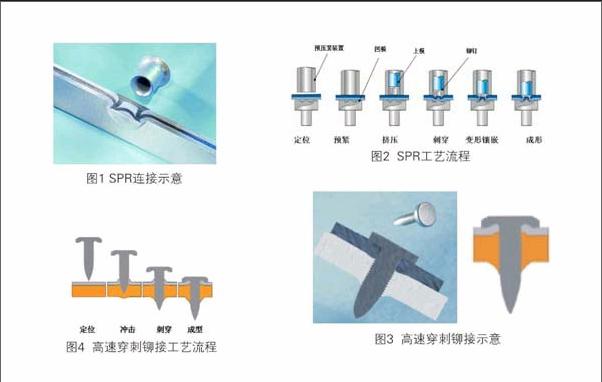
半空心自沖鉚接(SPR)是SPR鉚釘在外力的作用下,通過穿透第一層材料和中間材料,并在底層材料中進行流動和延展,形成一個相互鑲嵌的塑性變形的鉚釘連接過程嘲,如圖1所示。該鉚接點具有較高的抗拉強度和抗剪切強度,與粘膠工藝結(jié)合使用,可實現(xiàn)防水、隔音和降噪功能,適用于板材和板材之間的連接。
SPR工藝過程為:壓邊圈首先向下運動對鉚接材料進行預壓緊,防止材料在鉚釘?shù)淖饔孟孪虬寄?nèi)流動;然后沖頭推動鉚釘向下穿刺上層材料;在凹模與沖頭的共同作用下,鉚釘尾部在下層金屬中張開形成喇叭口形狀所致鉚接材料,達到連接目的。如圖2所示,主要分為定位、預緊、擠壓、穿刺、鑲嵌、成型幾個工序。鉚接原則為:由薄板壓人厚板、由硬板壓入軟板、由非金屬壓入金屬板。
SPR鉚點具有動態(tài)疲勞強度高、重復生產(chǎn)可靠性好、可無損檢測連接質(zhì)量等優(yōu)點,同時還可以實現(xiàn)不同材料不同厚度組合、不同硬度不同強度組合、多層材料、中間層由結(jié)構(gòu)膠組合的連接。由TSPR無需進行連接的前后處理、工序簡單、效率高、操作能耗低,所以其綜合成本低,已成為目前鋁合金車身應(yīng)用最廣泛的連接方式之一。
2.2高速穿刺鉚接
高速穿刺鉚接是鉚釘在沖擊外力的作用下,高速穿透被連接材料,瞬間高溫和擠壓使底層金屬材料流動到鉚釘螺牙之中并形成永久塑性變形的過程。該連接點具備較高的抗拉強度和抗剪切強度,是一種單側(cè)連接工藝,適用于板材與型材之間的連接,如圖3所示:
高速穿刺鉚接工藝流程如圖4所示,主要分為定位、沖擊、刺穿、成型。鉚接原則為由薄板沖到厚板、由硬板沖到軟板。該連接方式也大量應(yīng)用在鋁車身上,主要部位為板材與型腔的貼合面以及無法實現(xiàn)雙側(cè)連接的部位,如門洞內(nèi)外板與A柱、B柱的連接。
3.鋁板材鉚接性能研究
根據(jù)某車型的鋁板材應(yīng)用,將四種不同厚度組合、材料為5052H32的鋁板進行SPR連接。SPR連接后四種組合的剖面如圖5所示,鉚釘已穿刺上層鋁板,并在下層鋁板中流動和延展,形成了一個相互鑲嵌塑性變形,因此兩層鋁板的SPRSE藝是可行的。然后對鉚接點進行抗拉、抗剪強度試驗,各重復進行五次試驗后取平均值,作為SPR連接點的抗拉、抗剪強度值。抗拉強度試驗與抗剪強度試驗樣片規(guī)格如圖6所示:
按上述試驗方法取得試驗數(shù)據(jù)如表1:
按照上述試驗過程重復完成高速穿刺鉚接的連接強度試驗。以1.2mm+1.2mm鋁板組合為例,其與點焊的性能對比如表2所示。可以看出。SPR、高速穿刺鉚接兩種連接強度均高于普通鋁板點焊。同時鉚接具有能耗低、設(shè)備投入小、環(huán)境污染小等工藝優(yōu)點,所以鉚接在鋁車身的連接設(shè)計上具有較大的優(yōu)勢。
4.鋁型材焊接性能研究
目前全鋁車身有一種結(jié)構(gòu)形式為鋁型材組成承力框架然后再用鋁板密封,而鋁型材與鋁型材的連接方式主要為MIG連接。基于此開展了鋁型材MIG焊的性能研究。
根據(jù)某車型上應(yīng)用的不同材料及料厚的鋁型材,然后配合不同的焊接工藝及焊絲組合形成試驗矩陣。將焊接樣件進行抗拉試驗,記錄屈服強度、抗拉強度數(shù)值以及斷裂位置距焊縫中心的距離,形成試驗數(shù)據(jù)如表3所示。
從上述試驗可以看出,鋁型材MIG焊后熱影響區(qū)強度急劇下降,最弱位置處在焊縫中心兩側(cè)10mm左右的區(qū)域,且屈服強度只有母材的50%到60%。
為驗證這一結(jié)論,選取材料為6082-T5、厚度為2.6mm的型材進行MIG焊接,焊絲為5087。完成焊接后以焊縫中心為原點向兩側(cè)擴展,測量各位置的維氏硬度,得出試驗結(jié)果如圖7。充分驗證了上述結(jié)論的正確性。
5.應(yīng)用驗證
某純電動汽車采用桁架式全鋁車身結(jié)構(gòu),如圖8所示。其綜合運用了鋁鑄件、鋁型材、鋁板材等多種零件形式,結(jié)構(gòu)方案為鋁型材構(gòu)成框架然后覆以鋁板達到安裝、密封的作用。在連接形式上,該全鋁車身采用了SPR鉚接、高速穿刺鉚接、MIG焊等多種連接方式。
根據(jù)各連接方式的主要特點,同時考慮到白車身性能要求、工藝水平、生產(chǎn)效率等因素,其連接方式的策略為:鋁型材與鋁型材采用MIG焊接、鋁型材與鋁板材采用高速穿刺鉚接、鋁板材與鋁板材采用SPR連接。
在鉚接實車應(yīng)用前,除了第3節(jié)所述的鋁板材鉚接性能研究外,還對SPR、穿刺鉚這兩種連接方式進行了多次工藝試驗,積累數(shù)據(jù)總結(jié)出鉚點間距、鉚接厚度、鉚接方向、鉚接結(jié)構(gòu)限制等設(shè)計規(guī)范,同時還完成了不同板厚及不同材料的壓力值、操作規(guī)范等工藝要素。
根據(jù)上述研究的積累及兩種鉚接方式的主要工藝特點,形成了如下所述的鉚接應(yīng)用方案:門洞止口、側(cè)圍、后圍等鋁板件與鋁板件之間采用SPR連接,共用鉚點160個;在地板梁與地板、A柱與側(cè)圍、B柱與側(cè)圍等鋁型材與鋁板材之間的連接采用高速穿刺鉚接,共用鉚點431個。如圖9所示為門洞止口區(qū)域的SPR連接方案及實際操作。
盡管鋁型材MIG焊后熱影響區(qū)性能下降明顯,但目前并沒有較好的連接方式來替換型材的對接、T型接頭。這就要求在進行結(jié)構(gòu)設(shè)計時,必須考慮到接頭兩側(cè)的弱化現(xiàn)象,同時進行最大限度的規(guī)避。主要方法為盡可能的加大焊縫之間的距離,以免由于焊縫密集導致同一區(qū)域經(jīng)過多次熱影響后材料性能出現(xiàn)幾何式下降;重要安裝點及承力結(jié)構(gòu)與焊縫之間需滿足一定的安全距離,必要時建議選用鋁鑄件或者鋼板件與型材進行鉚接、螺接來代替MIG焊。
進行仿真分析時,焊接接頭兩側(cè)需進行弱化處理以盡可能模擬實際狀況。弱化最合理的方式為根據(jù)焊后性能下降的趨勢在模型上附以不同材料性能,但這種方式仿真難度大、耗時長。該全鋁車身在仿真過程中提出了一種簡化方式,即將焊接區(qū)域進行減薄處理。選用抗拉強度為310MPa的6061-T6焊接型材進行抗拉試驗,在38.93KN時焊接熱影響區(qū)斷裂,如圖10所示。進行CAE仿真時,在型材兩側(cè)施加38.93KN的力,發(fā)現(xiàn)無處理的焊接區(qū)域其應(yīng)力僅為175.6MPa,與材料抗拉強度相差較大,如圖11a所示;而經(jīng)過減薄處理的焊接區(qū)域應(yīng)力為339.4MPa,明顯高于型材其他區(qū)域且與抗拉強度基本相當,較好的模擬了試驗情況,如圖11b所示。充分驗證了減薄處理應(yīng)用于與鋁型材MIG焊仿真也是可行的。
經(jīng)統(tǒng)計該全鋁車身共應(yīng)用MIG焊40mL右,同時經(jīng)過碰撞試驗驗證,減薄處理的接頭變形模式與實車基本一致。
將上述車身結(jié)構(gòu)進行白車身相關(guān)試驗,并與性能目標進行對比,發(fā)現(xiàn)在碰撞、彎曲、模態(tài)、耐久等各項白車身主要性能方面均達到或超過了目標值。目前該純電動車已順利SOP,通過市場驗證白車身的各項性能均達到主流常規(guī)車身的水平,最終驗證了鋁材MIG焊及鉚接這兩種連接方式的可靠性。
6.結(jié)論
基于鋁車身的結(jié)構(gòu)設(shè)計,對可應(yīng)用與鋁材連接的SPR、高速穿刺鉚接、MIG焊等連接方式的應(yīng)用及性能進行了初步的研究。可以得出高速穿刺鉚接主要應(yīng)用于鋁板與型腔之間的單側(cè)連接,SPR主要應(yīng)用于板材與板材之間的連接,上述兩種鉚接的連接性能均優(yōu)于鋁板電焊。MIG焊應(yīng)用于型材與型材的對接或鉚接無法實現(xiàn)的區(qū)域,但焊接熱影響區(qū)的材料性能下降明顯。同時通過實車應(yīng)用驗證了上述連接方法的工藝性、可靠性,為以后鋁車身的開發(fā)應(yīng)用提供了經(jīng)驗積累。
猜你喜歡
現(xiàn)代商貿(mào)工業(yè)(2016年14期)2016-12-27 16:36:43
科教導刊·電子版(2016年30期)2016-12-26 16:43:00
現(xiàn)代商貿(mào)工業(yè)(2016年21期)2016-12-26 16:18:47
新教育時代·教師版(2016年30期)2016-12-05 10:10:20
新教育時代·教師版(2016年33期)2016-12-02 22:34:26
中國科技博覽(2016年22期)2016-11-01 15:06:27
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
企業(yè)導報(2016年11期)2016-06-16 15:47:07
企業(yè)導報(2016年8期)2016-05-31 18:40:49