淺析連續驅動摩擦焊接工藝在開發重型釬桿中的應用
2017-05-11 02:54:20楊華軍
鑿巖機械氣動工具 2017年4期
楊華軍
(首鋼貴陽特殊鋼有限責任公司,貴州 貴陽 550005)
0 前言
摩擦焊接的起源可追溯到公元1891年,當時美國批準了這種焊接方法的第一個專利。該專利是利用摩擦熱來連接鋼纜。隨后德國、英國、蘇聯、日本等國家先后開展了摩擦焊接的生產與應用。我國是世界上研究摩擦焊接最早的國家之一,早在1957年就實驗成功了鋁-銅摩擦焊。多年來,摩擦焊接以其優質、高效、節能、無污染的技術特色,深受制造業的重視,特別是不斷開發出摩擦焊接的新技術,如超塑性摩擦焊接、線性摩擦焊接、攪拌摩擦焊接等,使其在航空、航天、核能、海洋開發等高技術領域及電力、機械制造、石油鉆探、汽車制造等產業部門得到了愈來愈廣泛的應用。
隨著液壓鑿巖機功率不斷加大,鉆孔直徑也隨著加大,肩沖式鉆具和管式鉆具的使用量也逐漸擴大。同時,隨著連續驅動摩擦焊工藝技術的不斷成熟,其在長桿件及不同部位性能要求不同的零件加工上發揮出的優勢越來越大。目前,國外Sandvik公司和Atlas公司將連續驅動摩擦焊接技術應用在液壓鑿巖機用重型快換釬桿和導向釬桿的加工中,取得了良好的效果。通過采用連續驅動摩擦焊接工藝,降低了兩端螺紋的加工難度,提高了兩端螺紋的加工質量,同時對不同零件的不同部位采用不同的材料及不同的熱處理工藝,使釬桿鑿巖壽命提高的同時降低了釬桿成本。采用連續驅動摩擦焊技術加工的產品范圍不斷擴展,目前幾乎所有采用圓形中空鋼作為素材的重型釬均采用了連續驅動摩擦焊接工藝。為此Sandvik、Atlas等國外廠家采用連續驅動摩擦焊接工藝在市場上推出了高品質重型快換釬桿以及提高鉆孔直線度的導向釬桿等系列鉆具。為滿足市場需求,提高企業的綜合配套能力,采用連續驅動摩擦焊接工藝開發高品質重型快換釬桿以及導向釬桿系列產品迫在眉睫。
1 連續驅動摩擦焊接工藝實施分析及應用
1.1 連續驅動摩擦焊接的工作原理
連續驅動摩擦焊接是先進的材料連接技術和制造技術,其工作原理見圖1,在生產過程中通常將待焊工件兩端分別固定在旋轉夾具和移動夾具內,工件被夾緊后,位于滑臺上的移動夾具在主油缸壓力P1的作用下隨滑臺一起向旋轉端快速移動,移動至一定距離后開始按系統給定的工進速度移動,旋轉端工件在電機驅動下開始高速旋轉,移動工件在軸向力P1的作用下逐步向旋轉工件靠攏,兩側工件接觸并壓緊后,摩擦界面上一些微凸體首先發生粘接與剪切,并產生摩擦熱。隨著實際接觸面積增大,摩擦扭矩迅速升高,摩擦界面處溫度也隨之上升,摩擦界面漸漸被一層高溫粘塑性金屬所覆蓋。此時,兩側工件的相對運動實際上已發生在這層粘塑性金屬內部,產熱機制已由初期的摩擦產熱轉變為粘塑性金屬層內的塑性變形產熱。在熱激活作用下,這層粘塑性金屬發生動態再結晶冶金反應,使變形抗力降低,故摩擦扭矩升高到一定程度(前峰值扭矩)后逐漸降低。隨著摩擦熱量向兩側工件的傳導,焊接面兩側溫度亦逐漸升高,在軸向摩擦壓力P2作用下,焊合區金屬發生徑向塑性流動,從而形成飛邊,軸向縮短量逐漸增大。隨著摩擦時間延長,摩擦界面溫度與摩擦扭矩基本恒定,溫度分布區逐漸變寬,飛邊逐漸增大,此階段稱之為穩定摩擦階段。在此階段,摩擦壓力與轉速保持恒定。當摩擦焊接區的溫度分布、變形達到一定程度后,開始剎車制動并使軸向摩擦力P2迅速升高到所設定的頂鍛壓力P3,此時軸向縮短量急驟增大,并隨著界面溫度降低,摩擦壓力增大,摩擦扭矩出現第二個峰值,即后峰值扭矩。在頂鍛及頂鍛后保壓過程中,焊合區金屬原子通過相互擴散與再結晶冶金反應,使兩側金屬牢固地焊接在一起,隨后旋轉夾具松開,滑臺后退,當滑臺退到原位置時,移動夾具松開,取出工件,焊接過程結束。在整個焊接過程中,摩擦表面金屬的塑性變形與流動,防止了金屬的氧化,促進了焊接金屬原子間的相互擴散與再結晶冶金反應;摩擦界面溫度一般不會超過熔點,故摩擦焊是固態焊接。它是一種固態連接技術,其焊合區為鍛造組織,故又稱“鍛焊”。
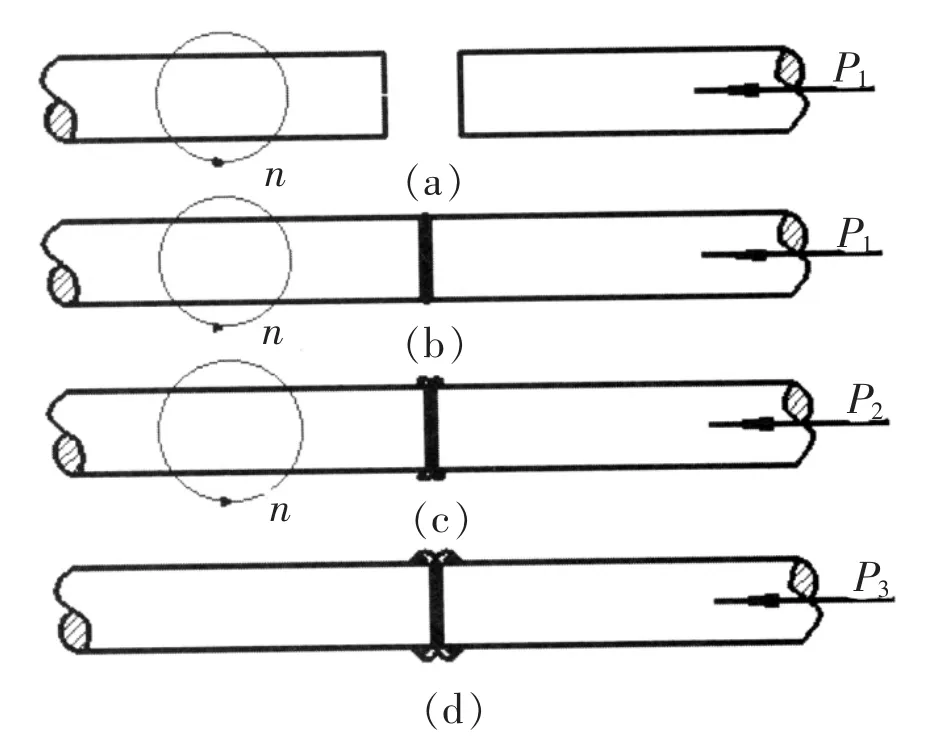
圖1 連續驅動摩擦焊工作原理
1.2 連續驅動摩擦焊接工藝的特點
(1)優質。摩擦焊合區為鍛造組織,能獲得與母材等強乃至比母材超強的接頭;(2)高效。每件焊接時間以秒計,一般只需幾十秒,是其它焊接方法如熔焊、釬焊不能相比的;(3)節能、節材、低耗。不需焊條、焊劑、釬料、保護氣體,不需填加金屬,也不需消耗電極;(4)焊接性好,質量穩定。特別適合異種材料的焊接,與其它焊接方法相比,摩擦焊有得天獨厚的優勢,如鋼和紫銅、鋼和鋁、鋼和黃銅的摩擦焊接等等;(5)環保,無污染。焊接過程不產生煙塵或有害氣體,不產生飛濺,沒有弧光和火花,沒有放射線;(6)可以實現同直徑、不同直徑的管材和棒材的焊接。
1.3 提高中空鋼成材率,降低生產成本
目前國內生產廠家采用“鉆孔法”軋制的中空鋼芯孔都呈橢圓形,芯孔尺寸大小不一,軋制成材率較低。由于生產重型釬對原材料中空鋼的幾何尺寸要求較高,每次生產重型釬之前都要對原材料中空鋼進行分選,在沒有采用連續驅動摩擦焊接工藝之前,芯孔太偏的中空鋼都不能用于生產重型釬,直接當廢鋼回收;還有對于分選合格的中空鋼在下料過程中也會產生不合尺寸的短料,也只能當廢鋼回收。但是采用連續驅動摩擦焊接工藝以后基本上全都能利用起來,因為我們通過大量的礦山試驗證明,重型釬的主要失效形式是螺紋磨損后螺紋根部產生疲勞裂紋斷裂,桿體磨損后一般不會斷裂,所以釬桿在使用過程中對桿體強度要求不是很高。因此我們可以采用偏芯料用作桿體,用孔比較正的中空鋼來加工螺紋,最后通過采用連續驅動摩擦焊接工藝將它們焊接在一起,再經過后面的后續熱處理工藝以及礦山試驗,結果證明是完全能夠達到重型釬的生產工藝要求的,從而降低了生產成本,提高了中空鋼成材率。
1.4 連續驅動摩擦焊接工藝的應用
目前我國的連續驅動摩擦焊接工藝應用比較廣泛,可焊接直徑3.0~120mm的大截面管件,不僅可焊接鋼、鋁、銅等同種材料,而且還成功焊接了高溫強度級相差很大的異種鋼和異種金屬,以及形成低熔點共晶脆性化合物的異種金屬。如高速鋼與碳鋼、耐熱鋼與低合金鋼、高溫合金與合金鋼、不銹鋼與低碳鋼、不銹鋼與電磁鐵、銅與鋁等。
2 連續驅動摩擦焊接接頭的結構與工藝設計
2.1 連續驅動摩擦焊接接頭設計時應注意以下
幾點:
(1)在旋轉式摩擦焊的兩個工件中,至少要有一個工件具有回轉斷面。
(2)焊接工件應具有較大的剛度,夾緊牢固,要盡量避免采用薄管和薄板接頭。
(3)同種材料的兩個焊件斷面尺寸應盡量相同,以保證焊接溫度分布均勻和變形層厚度相同。
(4)在鍛壓溫度或熱導率相差較大的異種材料焊接時,為了使兩個零件的頂鍛相對平衡,應調整界面的相對尺寸;為了防止高溫下強度低的工件端面金屬產生過多的變形流失,需要采用模子封閉接頭金屬。
(5)為了增大焊縫面積,可以把焊縫設計成搭接接頭。
(6)焊接大斷面接頭時,為了降低加熱功率峰值,可以采用將焊接端面倒角,使摩擦面積逐漸增大的結構;還應注意工件的長度、直徑公差、焊接端面的垂直度、不平度和表面粗糙度。
(7)對于棒-棒和棒-板接頭,當中心部位材料被擠出形成飛邊時要消耗更多的能量,而焊縫中心部位對扭矩和彎曲應力的承擔又很少,所以,如果工件條件允許,可將一個或兩個零件加工成具有中心孔洞,這樣,既可用較小功率的焊機,又可提高生產率。
(8)待焊表面應避免滲氮、滲碳等。
2.2 重型快換釬桿的結構與工藝設計
經過多次礦山試驗,重型快換釬桿的失效形式主要以螺紋磨損后螺紋根部產生疲勞裂紋斷裂失效為主,而非螺紋正常磨損失效,只有少部分釬桿從螺紋和桿體處疲勞斷裂。所以為了提高重型快換釬桿的使用壽命和鑿巖效率,必須對重型快換釬桿的結構與工藝進行設計:桿體采用22CrNi3Mo中空鋼,兩端螺紋采用材質為22CrNi3Mo芯孔較正的中空鋼加工,焊接端面采用加工存留槽的結構,見圖2,由于兩端螺紋采用短件加工,可以提高機加工的主軸轉速和進給速度,使其獲得較高的加工效率和表面光潔度;桿體采用加工存留槽的結構,最后通過連續驅動摩擦焊接工藝將它們焊接在一起。其主要工藝規程為:軋制中空鋼→粗、精加工桿體及兩端螺紋→摩擦焊接→焊后正火、低溫回火→車外卷屑→滲碳熱處理→防腐處理。
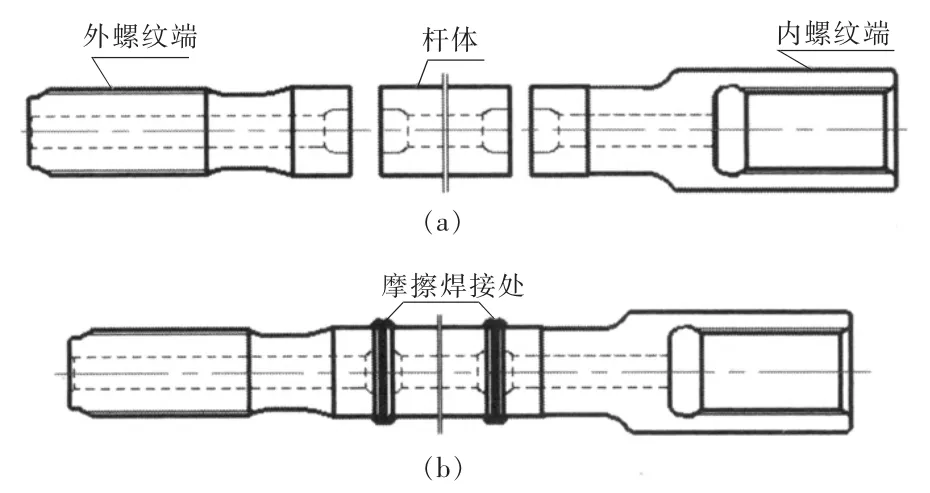
圖2 重型快換釬桿的結構
2.3 導向釬桿的結構與工藝設計
導向釬桿要求釬桿內外兩端中心孔小,桿體中心孔較大的設計結構見圖3,這種中心孔變徑結構采用常規中空鋼軋制工藝很難實現,用連續驅動摩擦焊接工藝將兩端接頭與桿體焊為一體的方式是最合理的工藝。其主要工藝規程為:軋制中空鋼、實心棒料或鐓粗料→粗、精加工桿體端面及兩端螺紋→摩擦焊接→焊后正火、低溫回火→車外卷屑→滲碳熱處理→防腐處理。
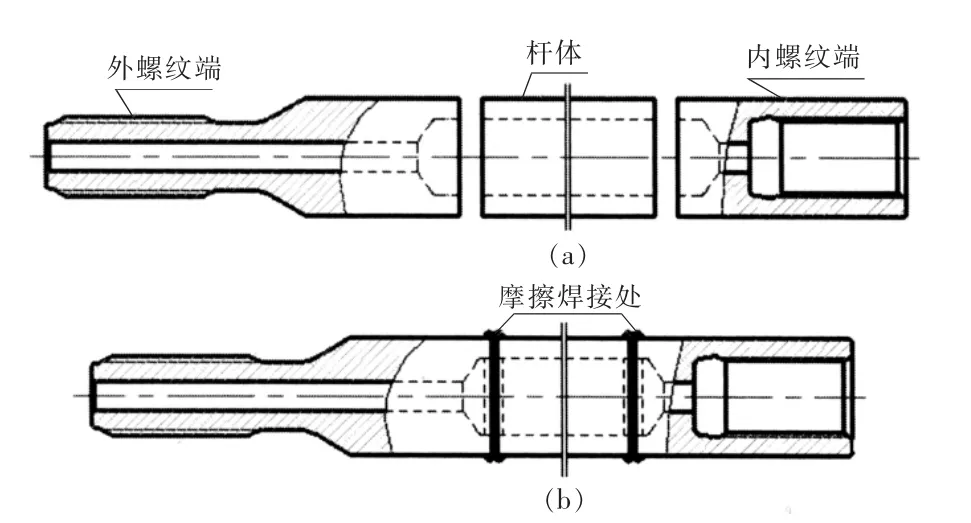
圖3 導向釬桿結構
3 重型快換釬桿以及導向釬桿的摩擦焊接工藝參數制定
3.1 連續驅動摩擦焊接主要工藝參數
連續驅動摩擦焊接主要工藝參數為:主軸轉速、一級摩擦壓力、一級摩擦時間、二級摩擦壓力、二級摩擦時間、頂鍛壓力、頂鍛時間、工進與快進速度、旋轉夾緊油缸的壓力,移動夾具夾緊油缸的壓力及變形量等。其中轉速和摩擦壓力是最主要的工藝參數,在焊接過程中,轉速與摩擦壓力直接影響摩擦轉矩、摩擦加熱功率、接頭溫度場、塑形層厚度以及摩擦變形速度等。在焊接過程中所產生的摩擦加熱功率為:
式中P——摩擦加熱功率
μ——摩擦系數
k——系數
ρ——摩擦壓力
v——摩擦相對運動速度
3.2 摩擦焊接工藝參數制定
為了得到質量較好的焊接接頭,目前還沒有通用的計算公式來確定摩擦焊接工藝參數,主要是通過試驗的方法制定。我們采用的是初步確定參數,然后根據多次模擬運行情況和焊接后的飛邊形狀、取樣進行拉伸和沖擊試驗、金相檢測結果分析以及礦山試驗確定最終的合理工藝參數。
在實際摩擦焊接過程中,首先是確定頂鍛壓力,它主要是根據焊件材料的含碳量和硬度選擇,在實際工作中要根據該值換算到主油缸的壓力表顯示的表壓值進行調定,主油缸所需的表壓力按下述公式計算:
式中P——主油缸后腔壓力,MPa
P3——焊件頂鍛壓強,N/mm2
A——焊件焊接截面積,mm2
S——主油缸后腔面積,mm2
K——常數(考慮空動阻力而增加的表壓力數,大約為0.3-0.5MPa)
通常情況下,碳鋼頂鍛壓強在 100-260 N/mm2,頂鍛壓強P3是摩擦壓強P1的1.5-2倍。按上述計算公式,實際工作中我們采用摩擦焊接工藝焊接了20支R52×3660-T51快換釬桿,兩端螺紋采用材質為22CrNi3Mo芯孔較正的軋制中空鋼加工,桿體為軋制中空鋼,根據焊接卷邊是否均勻及熱影響區的顏色,最后調整其焊接參數為:一級摩擦壓力P1為2.5 MPa,一級摩擦時間 t1為 1.5 s;二級摩擦壓力 P2為 3.5 MPa,二級摩擦時間t2為3 s;頂鍛壓力P3為5 MPa,頂鍛時間t3為6 s。其工藝規程為:軋制中空鋼、實心棒料或鐓粗料→粗、精加工桿體及兩端螺紋→摩擦焊接→焊后正火、低溫回火→車外卷屑→滲碳熱處理→防腐處理。
3.3 焊前處理
(1)焊件的摩擦端面必須平整,中心部位不得有凹面或中心孔,以防止焊縫中含空氣或氧化物;
(2)當焊接端面上具有較厚的氧化層、滲氮層、滲碳層、油污等時,焊前應清除;
(3)摩擦焊對焊接端面的粗糙度值要求≤12.5,端面垂直度一般小于焊件直徑的1%。
4 焊接參數對焊接接頭質量的影響
4.1 轉速對焊接接頭質量的影響
當工件直徑一定時,轉速代表摩擦速度。一般將達到焊接溫度時的轉速稱為臨界摩擦速度,為了使界面的變形層加熱到金屬材料的焊接溫度,轉速必須高于臨界摩擦速度。一般來講,低碳鋼的臨界摩擦速度為0.3 m/s左右,平均摩擦速度的范圍為0.6-3m/s。
在穩定摩擦階段,當轉速為1000 r/min時,由于外圓的摩擦速度大,外側金屬的溫度升高,此時,摩擦表面的溫度比高速摩擦時低,摩擦扭矩和摩擦變形速度增大,并移向外圓,因此外圓的變形層較中心厚。這時變形層金屬非常容易流出摩擦表面之外,形成不對稱的肥大飛邊。這種接頭的溫度分布梯度大,變形層金屬容易被大量擠出,焊縫金屬迅速更新,能夠有效地防止氧化。
4.2 摩擦壓力對焊接接頭質量的影響
為了產生足夠的摩擦加熱功率,保證摩擦表面的全面接觸,摩擦壓力不能太小。在穩定摩擦階段,當摩擦壓力增大時,摩擦扭矩增大,摩擦加熱功率升高,摩擦變形速度增大,變形層加厚,在壓力的作用下形成粗大而不對稱的飛邊。摩擦壓力大時,接頭的溫度分布梯度大,變形層金屬不容易氧化。在摩擦加熱過程中,摩擦壓力一般為定值,但是為了滿足焊接工藝的特殊要求,摩擦壓力也可以不斷上升,或采用兩級或三級加壓工藝。
4.3 摩擦時間與摩擦變形量對接頭質量的影響
摩擦時間決定了接頭摩擦加熱過程,直接影響接頭的加熱溫度、溫度分布和焊接質量。摩擦時間短,焊接表面加熱不完全,不能形成完整的塑性變形層,接頭上的溫度和溫度分布不能滿足焊接質量要求。摩擦時間過長,接頭溫度分布寬,高溫區金屬容易過熱,摩擦變形量大,飛邊大,消耗的加熱能量多。選擇摩擦時間時,一般希望在摩擦終了的瞬間,接頭上有較厚的變形層或較寬的高溫金屬區,接頭有較小的飛邊;而在頂鍛焊接過程中產生較大的頂鍛變形量,使變形層的面積沿工件徑向有很大的擴展,摩擦表面高溫金屬擠出,產生一定的飛邊。這樣整個飛邊的尺寸不大,但形狀封閉圓滑,有利于改善接頭的焊接質量。連續驅動摩擦焊的摩擦時間通常在1~40 s之內。當摩擦變形速度一定時,摩擦變形量與摩擦時間成正比,因此常常用摩擦變形量代替摩擦時間來控制摩擦加熱過程。在焊接低碳鋼時,摩擦變形量可在1~10 mm的范圍內選擇。
4.4 停車時間對焊接接頭質量的影響
由于停車時間對摩擦扭矩、變形層厚度和焊接質量有很大影響,因此應根據變形層厚度正確選擇該參數。當摩擦表面的變形層很厚時,停車時間要短;當表面上的變形層比較薄時,為在停車階段能產生較厚的變形層,停車時間可以延長。有時為了改善焊接質量,消除焊縫中的氧化物或脆性化合物層,必須增大停車時的變形層厚度。一般在停車前就施加頂鍛壓力,或停車時不制動。但是,要防止過大的后峰值扭矩使接頭金屬產生扭曲組織,通常停車時間選擇范圍為0.1~1s。
4.5 頂鍛壓力與變形量對焊接接頭質量的影響
頂鍛壓力的作用是擠碎和擠出變形層中的氧化金屬及其他有害雜質,并使接頭金屬在壓力作用下得到鍛造,促進晶粒細化,從而提高接頭力學性能。頂鍛變形量是頂鍛壓力作用的結果,如果頂鍛壓力太小,接頭質量低;如果頂鍛壓力過大,會使接頭變形量增加,飛邊增大,嚴重時在焊縫金屬中形成低溫橫向流動的彎曲組織,使接頭的疲勞強度降低。
頂鍛壓力的大小取決于焊接工件的材料、接頭的溫度及分布、變形層的厚度,此外還決定于摩擦壓力的大小。如果焊接材料的高溫強度高,就需要大的頂鍛壓力。如果接頭的溫度高,變形層較厚,就必須采用較小的頂鍛壓力。
5 對摩擦焊R52×3660-T51快換釬桿滲碳熱處理后進行取樣分析
5.1 對摩擦焊接釬桿熱處理后取樣進行拉伸和沖擊試驗
對摩擦焊R52×3660-T51快換釬桿取樣進行拉伸和沖擊試驗,其斷裂部位見圖4至圖5,都沒有從焊口處斷裂。試驗證明摩擦焊接接頭強度高于母材強度。
5.2 金相組織對比分析
隨爐試樣金相組織見圖6。
摩擦焊接試樣金相組織見圖7。
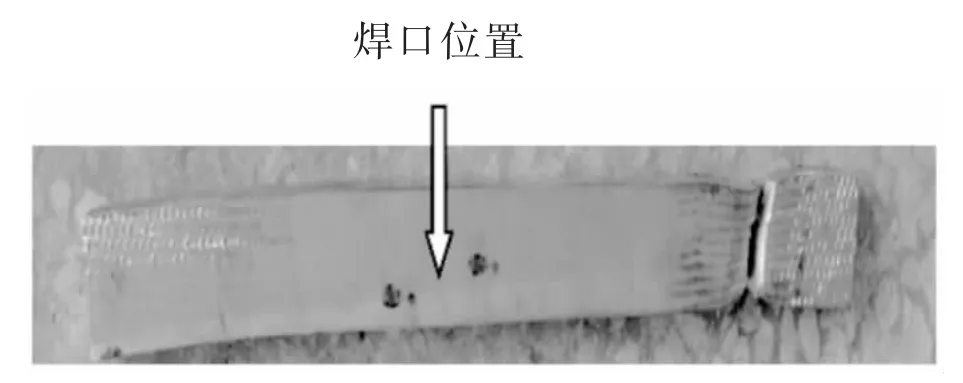
圖4 釬桿拉伸斷裂試樣
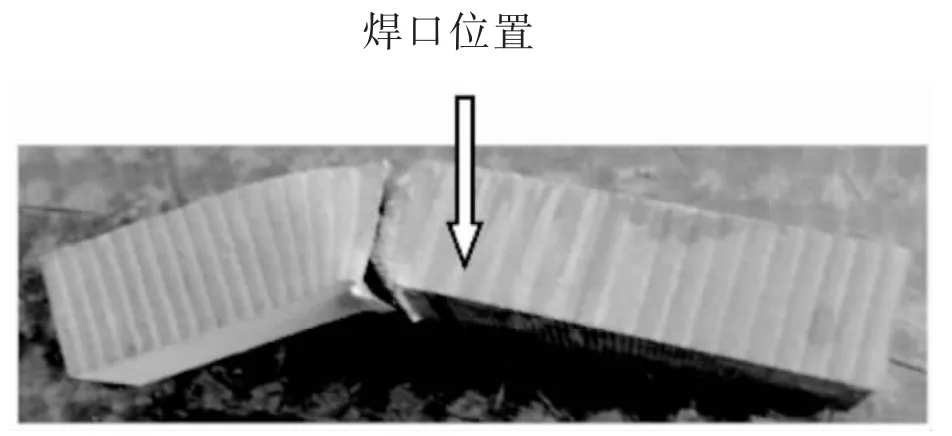
圖5 釬桿沖擊斷裂試樣
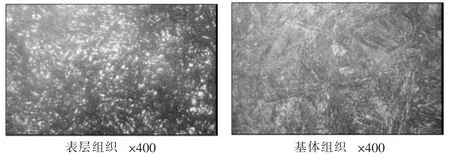
圖6 隨爐試樣金相組織
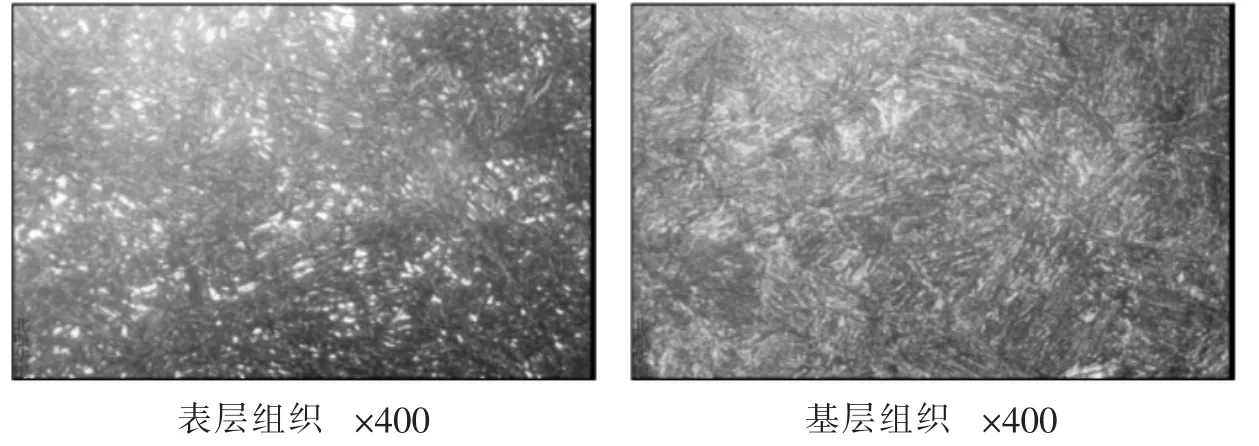
圖7 摩擦焊接試樣金相組織
兩組試樣的表層金相組織相當,馬氏體、殘余奧氏體的級別均為3級。
硬度對比分析見表1。
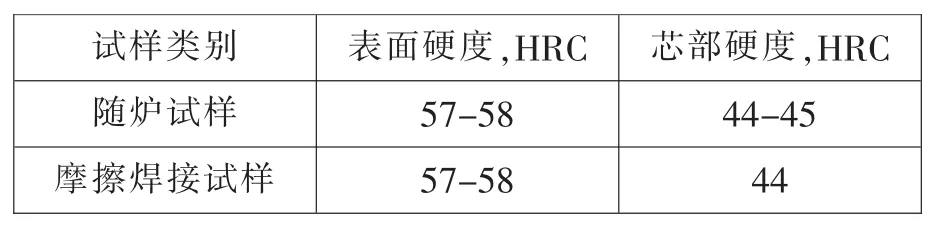
表1
兩組試樣的硬度均符合快換釬桿生產工藝要求
顯微硬度、滲層對比分析隨爐試樣顯微硬度曲線見圖8、圖9。
兩組試樣的顯微硬度曲線坡度相當,最高和最低顯微硬度值與洛氏硬度相對應;隨爐試樣的有效硬化層深度為1.18 mm,摩擦焊接試樣的有效硬化層深度為1.13 mm,兩者相差0.05 mm;均達到釬桿的生產工藝要求。
這批試生產的20支R52×3660-T51快換釬桿分兩組發往礦山進行現場鑿巖試驗,其失效形式主要以螺紋正常磨損失效為主,少部分從桿體處疲勞斷裂,沒有從焊口處斷裂(見圖10、圖11),平均進尺2205米,質量接近國外先進水平,受到了用戶的好評,從而驗證了采用連續驅動摩擦焊接工藝開發高品質重型釬桿的可行性。
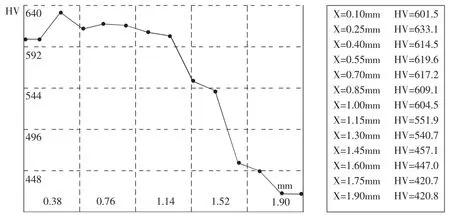
圖8 隨爐試樣顯微硬度曲線

圖9 摩擦焊接試樣顯微硬度曲線
6 結語
(1)連續驅動摩擦焊是利用焊件相對摩擦運動產生的熱量來實現材料可靠連接的一種焊接方法。其焊接過程是在壓力的作用下,相對運動的待焊材料之間產生摩擦,使界面及其附近溫度升高并達到熱塑性狀態,隨著頂鍛力的作用使界面氧化膜破碎,材料發生塑性變形與流動,通過摩擦界面元素擴散及再結晶冶金反應而形成接頭。
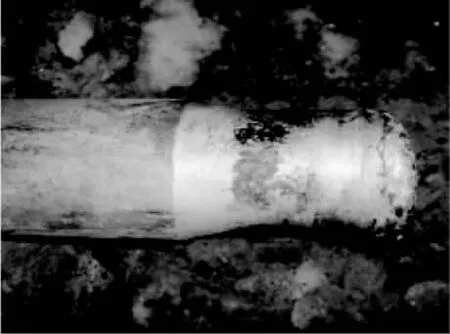
圖10 進尺2234米桿體斷裂

圖11 進尺2194米螺紋磨損后根部斷裂
(2)連續驅動摩擦焊通常由如下四個步驟構成:①機械能轉化為熱能;②材料塑性變形;③熱塑性下穩定的摩擦扭矩與軸向壓力;④分子間相互擴散與再結晶冶金反應。
(3)連續驅動摩擦焊相比傳統熔焊最大的不同點在于整個焊接過程中,待焊金屬升高到的溫度并沒有達到其熔點,即金屬是在熱塑性狀態下實現的類鍛態固相連接。
(4)相對傳統熔焊,摩擦焊具有如下特點:焊接接頭質量高,能達到焊縫強度與基體材料等強度;焊接效率高、質量穩定、一致性好、環保、無污染;焊接過程不產生煙塵或有害氣體,不產生飛濺,沒有弧光和火花,沒有放射線;可以實現同直徑、不同直徑的管材和棒材的焊接以及異種材料的焊接等。
(5)連續驅動摩擦焊接工藝為開發大孔徑導向釬桿奠定基礎,由于導向釬桿的合理結構是兩端中心孔小而桿體中心孔大,這種中心孔變徑結構采用常規中空鋼軋制成形很難實現,采用摩擦焊接工藝將兩端接頭與桿體焊為一體的方式是最合理的方法。
(6)提高中空鋼成材率,降低生產成本。
(7)實現短件化生產,提高生產效率,由于螺紋端和桿體單獨下料并單獨機加工,螺紋端的機加工將是短件加工,所以對車床主軸的磨損將大大減小,同時生產效率也會大大提高。
(8)通過理論計算和礦山試驗是確定摩擦焊接工藝參數的最可靠方法。
(9)近年,鋼鐵行業產能嚴重過剩,國家大力倡導技術升級和結構調整。為此連續驅動摩擦焊接工藝的成熟將為研究、開發“高品質、低成本的重型釬具產品”提供技術保障。
參考文獻:
[1]長春數控機床有限公司.摩擦焊機使用說明書[z].
[2]張翠珠.摩擦焊接原理與工藝講座[Z].
[3]張國櫸等.鑿巖釬具的設計、制造和選用[M].湖南科學技術出版社,1988.
[4]李道奎.材料力學[M].北京:高等教育出版社,2014.
[5]王運炎.機械工程材料[M].北京:機械工業出版社,2009.
[6]濮良貴,紀名剛.機械設計[M].北京:高等教育出版社,2016.
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
