LNG儲罐用9Ni鋼焊條電弧焊接頭的組織與性能
2017-05-10 12:47:49李欣雨顏家振石浩江
電焊機 2017年4期
關鍵詞:焊縫
鄭 義,李欣雨,李 寧,蔣 勇,顏家振,楊 飛,石浩江
(1.四川大學制造科學與工程學院,四川成都610065;2.四川大西洋焊接材料股份有限公司,四川自貢643000)
LNG儲罐用9Ni鋼焊條電弧焊接頭的組織與性能
鄭 義1,李欣雨2,李 寧1,蔣 勇2,顏家振1,楊 飛2,石浩江1
(1.四川大學制造科學與工程學院,四川成都610065;2.四川大西洋焊接材料股份有限公司,四川自貢643000)
采用國產的CHNiCrFe-9型鎳基焊條進行9Ni鋼焊條電弧焊試驗,通過拉伸試驗、彎曲試驗、金相顯微組織分析和掃描電鏡(SEM)分析等方法,分析焊接接頭的組織和性能。結果表明,焊縫金屬由奧氏體基體和富Nb復雜碳化物組成,枝晶偏析嚴重,晶粒較為粗大;斷口主要由大而深的韌窩組成,屬于韌性斷裂;試樣的抗拉強度平均值為736 MPa;焊接接頭的橫向面彎測試不合格。根據試驗結果分析焊縫金屬彎曲性能不合格的原因,為9Ni鋼的實際焊接提供了理論依據,對正確制定焊接工藝具有一定的指導意義。
9Ni鋼;焊條電弧焊;顯微組織;焊接接頭;低溫韌性
0 前言
液化天然氣(Liquefied Natural Gas,簡稱LNG)具有使用方便、安全、潔凈、高效和便于運輸等優點,成為我國大力推進、實施的清潔能源之一,這使得LNG工業發展迅猛,也使得LNG的低溫貯罐設備得到快速發展。在大型LNG低溫儲罐中,工作環境可低至-196℃,對材質要求很嚴格。9Ni鋼以其強度高、-196℃低溫沖擊韌性良好和耐腐蝕性好等優勢被廣泛用于制造大型LNG低溫儲罐。9Ni鋼的焊接是LNG儲罐制造的關鍵和難點,其焊接技術一直被少數發達國家所掌握,而我國對于9Ni鋼焊接的研究和探索較晚,技術相對滯后[1-2]。9Ni鋼在焊接過程中常出現焊接接頭的低溫韌性下降,出現冷、熱裂紋或未焊透等各種缺陷問題[3],對焊接工藝的要求極為嚴格,因此開展9Ni鋼焊接的相關研究很有必要。
本研究使用國產CHNiCrFe-9型鎳基焊條對9Ni鋼進行焊條電弧焊,重點研究焊接接頭組織與性能的關系,討論焊接接頭彎曲性能不合格的原因,為9Ni鋼的工程應用提供實驗基礎和理論指導。
1 實驗材料與方法
實驗采用武鋼生產的9Ni鋼板,板材厚20 mm,其化學成分如表1所示,規格為350 mm×200 mm× 20 mm,力學性能如表2所示。焊接材料選用國產的CHNiCrFe-9型鎳基焊條,直徑φ4.0 mm,相當于AWS A5.11-2005:ENiCrFe-9牌號,熔敷金屬標準成分如表3所示。焊接坡口形式采用V型坡口,鈍邊3 mm,間隙3 mm。為避免磁偏吹現象,采用交流施焊,焊前不預熱,焊接電流120 A,焊接電壓25 V,熱輸入約為25 kJ/cm。

表1 9Ni鋼的化學成分Table 1 Chemical compositions of 9Ni steel %

表2 9Ni鋼的力學性能Table 2 Mechanical properties of 9Ni steel

表3 CHNiCrFe-9熔敷金屬標準化學成分Table 3 Standard chemical compositions of CHNiCrFe-9 deposited metal %
在焊縫金屬處取樣制作成金相試樣,經打磨拋光后使用腐蝕液(硫酸銅∶鹽酸∶硫酸∶水=4∶20∶4∶20)進行腐蝕。利用OLYMPUS GX51金相顯微鏡和采用裝配有X射線能譜儀(EDS)的HITACHI S-4800型掃描電子顯微鏡(SEM)觀察分析試樣的焊縫組織和沖擊斷口形貌。使用直讀光譜儀測定焊縫金屬的化學成分。按國標GBT 2651-2008《焊接接頭拉伸試驗方法》,采用RGX-M300電子萬能試驗機測試焊縫拉伸性能。采用ZBC2452-C型低溫沖擊試驗機,按國標GBT 2650-2008《焊接接頭沖擊試驗方法》進行低溫沖擊試驗,在焊縫中心位置截取帶V形缺口的標準試樣,尺寸為10mm×10mm×55 mm。彎曲試驗按國標GBT 2653-2008《焊接接頭彎曲試驗方法》進行,采用面彎試樣和側彎試樣,面彎試樣寬度30mm、厚度20 mm,側彎試樣寬度20 mm、厚度10 mm。
2 實驗結果和分析
2.1 接頭顯微組織分析
焊接接頭焊縫金屬金相顯微照片如圖1所示。由圖1可知,并未發現裂紋和缺陷,焊縫金屬組織主要由奧氏體(γ相)固溶體基體組成,結晶形態為具有一定方向的樹枝狀晶。樹枝晶枝干為圖中的白色條紋,周圍暗色是一次結晶的奧氏體相,在結晶過程中發生枝晶偏析或晶界偏析,枝干間分布著殘留金屬,偏析較為嚴重,樹枝晶平均寬度20 μm;此外,焊縫金屬的晶粒較為粗大,晶粒度約為3~4級,較大的晶粒可能會降低焊縫金屬的塑性。
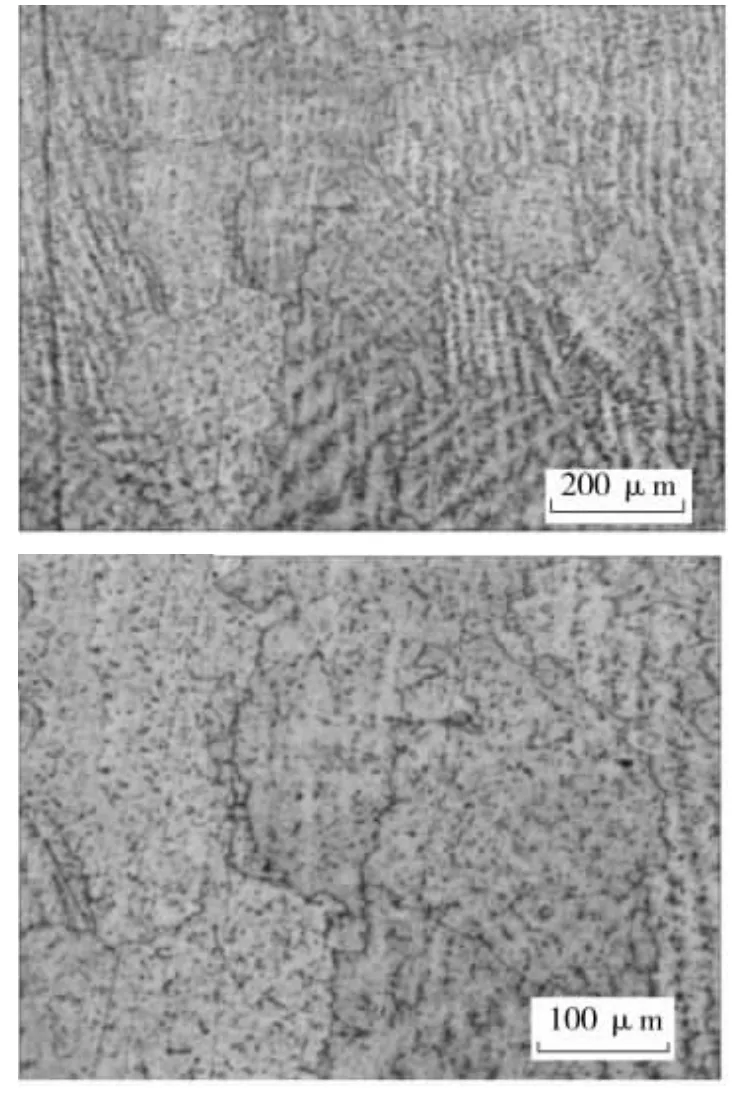
圖1 焊接接頭焊縫金屬的金相顯微照片Fig.1 Optical micrographs of the weld metal
9Ni鋼焊接接頭焊縫金屬的SEM顯微組織照片如圖2所示。焊縫金屬組織除有奧氏體基體外,還發現了白色顆粒狀的析出相,這些顆粒狀的析出相不連續地分布于枝狀晶間。析出相的EDS化學成分分析結果如表4所示,結果表明,析出相是一種富Nb的復雜碳化物。焊縫金屬直讀光譜儀的主要化學成分分析結果如表5所示,可見焊縫金屬主要元素的化學成分符合表3標準,但由于焊縫金屬中含有較多的Nb、Cr、Mo等強碳化物形成元素,且碳含量偏高,達到0.112%,因此在焊接冶金過程中,焊縫金屬處易形成較多的碳化物析出相[4]。此外,由表5可知,焊縫中有害元素P、S的含量極低,有效避免了焊接過程中因P、S等元素與Ni形成低熔點共晶而導致的熱裂紋。
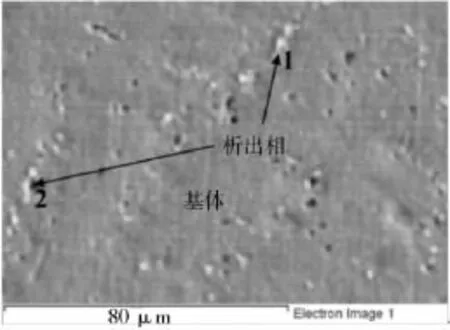
圖2 焊接接頭焊縫金屬的SEM顯微照片Fig.2 SEM micrographs of the weld metal
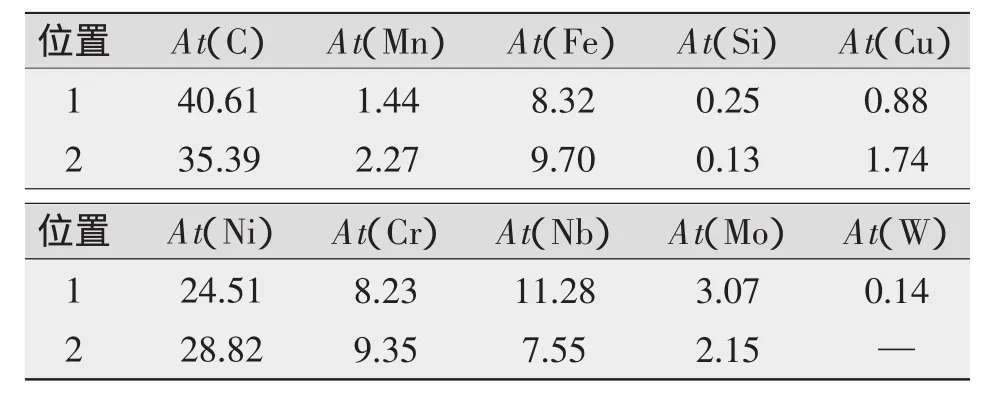
表4 圖2中析出相的EDS分析結果Table 4 EDS analysis results of precipitated phases in Fig.2%
表5 焊縫金屬的直讀光譜分析結果Table 5 Direct-reading spectrometer analysis results of the weld metal %
2.2 接頭的性能
9Ni鋼焊接接頭室溫抗拉強度、延伸率、彎曲性能和低溫沖擊性能結果如表6所示。在同一工藝參數下共進行了兩組試驗,由結果可知,焊接接頭的室溫抗拉強度為710~750MPa,平均抗拉強度736MPa,平均延伸率分別為34.5%和33.5%,V型缺口低溫沖擊功平均值分別為78.5 J和82.0 J。以上數據表明焊接接頭具有較高的綜合力學性能,其室溫抗拉強度、延伸率和低溫沖擊性能均滿足國標GB/T 13814-2008標準。但是在測試彎曲性能過程中發現,在d=3a的條件下,焊接接頭的橫向面彎測試不符合α=120°的要求,即橫向面彎測試的彎曲角度值α未達到120°就發生斷裂,測試試樣斷裂的位置位于焊縫金屬中。
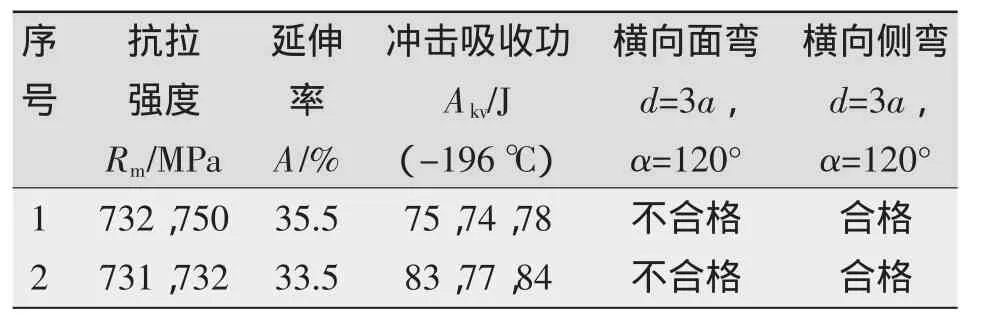
表6 焊接接頭的力學性能Table 6 Mechanical properties of the welded joints
2.3 斷口形貌分析
9Ni鋼焊接接頭彎曲試樣焊縫斷口的SEM斷口形貌照片如圖3所示,斷口位置位于焊縫。彎曲試樣斷口形貌由大量韌窩組成,大部分韌窩大且較深,分布也比較均勻,說明該焊縫的斷裂為韌性斷裂;斷口韌窩的分布情況表明該材料具有較高的強度和較高的韌性;在部分韌窩的底部可以看到一些亮白色的小顆粒,EDS分析(見表7)表明,這些亮白色小顆粒就是焊縫金屬中析出的富Nb碳化物。
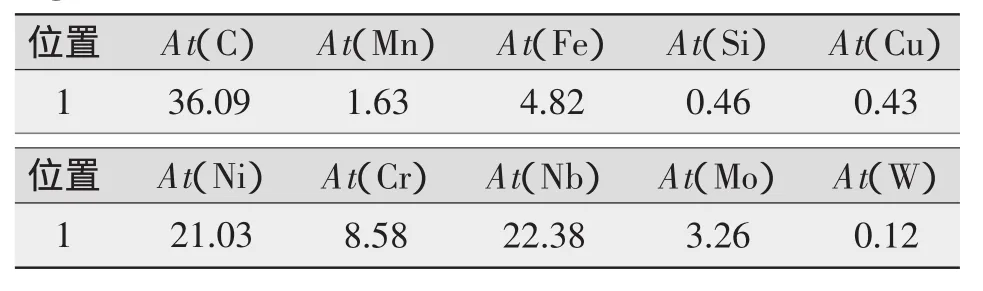
表7 圖3中析出相的EDS分析結果Table 7 EDS analysis results of precipitated phases in Fig.3%
2.4 分析討論

圖3 彎曲試樣焊縫斷口的SEM斷口形貌照片Fig.3 SEM fractographs joint of welded joint after bending test
分析力學性能可知,9Ni鋼焊接接頭的室溫拉伸性能、延伸率和低溫沖擊韌性均達到標準要求的水平,但是焊接接頭的橫向面彎彎曲試驗卻不合格。分析焊縫金相顯微組織和斷口組織可知,焊縫金屬中沒有形成裂紋和缺陷,而是形成了粗大的晶粒和一定量的富Nb碳化物。由表5可知,焊縫中P、S等形成低熔點共晶的元素含量非常低,因此焊接接頭橫向面彎彎曲試驗不合格并非焊縫中的微小熱裂紋引起的。通常在焊接循環過程中易沿著粗大晶界產生應力集中和局部應變,同時塑性變形是晶粒位錯協同滑移的結果,晶粒越大,晶界處晶胞和晶粒內部晶胞滑移協調性變差,使塑性變形越不均勻,導致內應力集中越大,在應力集中處可優先促使裂紋的產生,從而降低焊縫的塑性;另一方面,雖然分布于枝狀晶間的顆粒狀富Nb復雜碳化物會增加焊接接頭的強度,但是析出的碳化物屬脆硬相,容易成為焊縫金屬的失塑裂紋源,成為變形過程中裂紋萌生和長大的起點,會在一定程度上降低焊縫的塑性。因此,在晶粒粗大產生的應力集中和富Nb碳化物處易產生失塑裂紋源的兩種作用機制下,將會降低焊縫金屬的塑性,導致9Ni鋼焊縫在面彎測試過程中無法滿足α=120°的要求,出現不合格的情況。
焊縫金屬的晶粒粗大主要與焊縫冷卻速度有關,冷卻速度越慢,晶粒越粗大[5];而焊接熱輸入的大小是影響接頭冷卻速度的主要工藝參數,焊接熱輸入越大,在高溫停留時間越長,冷卻速度就會越慢,接頭組織的晶粒越粗大[6];因此,實驗中焊接熱輸入(25 kJ/cm)過大可能是導致晶粒粗大的主要工藝因素。此外,對于碳化物的析出,應嚴格控制焊條中的碳含量,避免形成較多的碳化物。在9Ni鋼的焊接施工中,優化焊接工藝參數,減少焊接熱輸入,控制焊縫金屬的碳化物,成為后期的研究方向。
3 結論
(1)使用國產CHNiCrFe-9型鎳基焊條進行9Ni鋼焊條電弧焊,接頭焊縫組織由奧氏體基體和富Nb復雜碳化物析出相組成,焊縫金屬中枝晶偏析嚴重,晶粒粗大;焊接接頭斷口主要由大而深的韌窩組成,屬于韌性斷裂。
(2)焊接接頭的室溫抗拉強度、延伸率和低溫沖擊韌性均符合標準要求,但焊接接頭的橫向面彎彎曲試驗不合格。
(3)焊縫金屬中晶粒粗大和析出的脆性富Nb碳化物使焊接接頭塑性降低,導致9Ni鋼焊縫的橫向面彎彎曲試驗不合格。
[1]朱青松,彭云,齊彥昌,等.1436LNG儲罐用9Ni鋼低溫性能及焊接接頭性能[J].熱加工工藝,2015(21):21-23.
[2]孟根巴根,林文光,馬成勇,等.焊接方法對9Ni鋼焊接接頭組織及低溫韌性的影響[J].熱加工工藝,2009,38(15):8-10.
[3]顏丙鎖,馬紅廣,汪春標,等.LNG儲罐中9Ni低溫鋼焊接[J].焊管,2013,36(2):29-31.
[4]Wu K M.Three-dimensional analysis of acicular ferrite in a low-carbon steel containing titanium[J].Scripta Materialia,2006,54(4):569-574.
[5]耿都都,嚴春妍,納學洋,等.LNG儲罐用9Ni鋼及其焊接性分析[J].焊管,2015(5):5-8.
[6]吳智武,王移山,李少華,等.LNG儲罐用9Ni鋼的焊接材料與工藝[J].焊接技術,2009,38(8):40-41.
Microstructure and performance of welded joint in shielded metal arc welding of 9Ni steel for LNG Storage Tank
ZHENG Yi1,LI Xinyu2,LI Ning1,JANG Yong2,YAN Jiazhen1,YANG Fei2,SHI Haojiang1
(1.School of Manufacturing Science and Engineering,Sichuan University,Chengdu 610065,China;2.ATLANTIC CHINA WELDING CONSUMABLES,INC,Zigong 643000,China)
The CHNiCrFe-9 Ni-based electrode is used in the shielded metal arc welding (SMAW)test of the 9Ni steel.The microstructure and performance of welded joint are studied by tensile test,bending test,optical microscopy of microstructure and SEM.The results show that the weld metal is composed of austenitic matrix and Nb-rich carbide,the dendritic segregation is severe and the grain is relatively coarse;the fracture is mainly composed of large and deep dimple,and its mode is ductile fracture;the average value of tensile strength of specimens is 736 MPa;The lateral bending test of welded joints is unqualified,and the unqualified bending performance of the weld metal is analyzed according to the test results.The results can be used as theoretic basis for the actual welding and guiding significance for deciding welding technology for 9Ni steel.
9Ni steel;SMAW;microstructure;welded joint;low-temperature toughness
TG406
A
1001-2303(2017)04-00
10.7512/j.issn.1001-2303.2017.04.
獻
郭吉昌,朱志明,閆國瑞,等.基于UG的弧焊機器人離線編程系統開發[J].電焊機,2017,47(01):1-6.
2016-09-09;
:2016-12-06
四川省科技支撐計劃項目(2015KJT0072-2015GZ0062)
鄭 義(1992—),男,云南廣南人,在讀碩士,主要從事特種焊接材料及其方法的研究。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
