低液位2219鋁合金420mm×1620mm厚鑄錠熔鑄工藝研究
2017-05-09 15:49:09吳曉旭韓再旭
鋁加工 2017年2期
吳曉旭,馬 月,才 智,韓再旭,金 磊
(東北輕合金有限責任公司,哈爾濱 150060)
低液位2219鋁合金420mm×1620mm厚鑄錠熔鑄工藝研究
吳曉旭,馬 月,才 智,韓再旭,金 磊
(東北輕合金有限責任公司,哈爾濱 150060)
介紹了2219合金在工業上的一些主要的用途及低液位熔鑄鑄錠的特性,并結合現場經驗和鑄錠試片全分析結果確定出2219合金420mm×1620mm規格合金鑄錠鑄造工藝及其參數。
鋁合金;熔鑄工藝;低液位鑄造;熔體質量;工藝參數
0 前言
2219鋁合金屬于高強Al-Cu-Mn系合金,這種合金可熱處理時效強化,具有很高的室溫強度及良好的高溫和超低溫性能,因此Al-Cu-Mn系合金是工業中應用廣泛的金屬結構材料之一。隨著現今工業生產技術的快速進步以及飛行器結構對材質要求的不斷提高,人們越來越關注2219鋁合金焊接接頭的性能。因此,為了進一步擴展2219鋁合金在工業上的應用,進行了2219鋁合金420mm× 1620mm厚鑄錠熔鑄工藝研究。
低液位鑄造是近年來逐步應用推廣的一種鑄造新技術,結晶器相對于傳統DC鑄造結晶器高度減少30mm以上,鑄造過程中結晶器內的金屬液面與冷卻水孔相對距離更近,當鑄錠收縮低熔點化合物即將二次重熔時,引錠頭已經下降至結晶器噴水孔,受到二次水冷的直接冷卻,二次重熔得以大幅減少,因此低液位鑄造可以使鑄錠表面質量更加優良,皮下偏析層厚度更薄,同時可以在后續的機加過程中大幅減少銑面厚度,減少幾何廢料,因此,低液位鑄造技術具有極大的市場價值及廣闊的應用前景。綜上所述,本次2219鋁合金420mm× 1620mm厚鑄錠采用低液位鑄造的方式進行試驗。
1 2219鋁合金組成及低液位熔鑄特點
1.1 2219鋁合金成分
2219鋁合金的國標化學成分見表1。
1.2 2219鋁合金低液位熔鑄工藝特點
低液位鑄造是近年來鋁加工行業廣泛采用的鑄造新技術,是未來鋁加工行業發展的必然趨勢,其鑄錠質量明顯優于傳統DC鑄造。使用傳統DC鑄造生產硬鋁合金時,金屬液位高度較高,普遍在120mm以上,其鑄錠質量一般,很難滿足航空航天用鋁合金厚板等高質量板材的要求。而使用低液位結晶器鑄造生產時,金屬液位高度能有效地控制在80~ 100mm之間,鑄錠質量有很大的提高,尤其是在生產大規格硬鋁合金鑄錠時,能有效減小鑄錠表面偏析瘤,減少皮下裂紋深度。

表1 2219鋁合金化學成分(質量分數/%)
2 試驗過程
工藝流程:配料→熔煉→鑄造→均勻化退火。
使用Mg<0.01%的鋁錠,加2kg Al-Be,Cu以純金屬形式加入,Mn、Cr、V、Zr以中間合金形式加入,Ti以Al-Ti絲的形式加入。
使用2#熔劑,熔煉溫度720~760℃,用Al-5Zr中間合金,Cu:6.0%~6.5%,Ti:0.04%~0.06%,Mn:0.25%~0.35%,加入0.005%的Al-Ti-0.2B絲。
保溫爐Ar氣精煉15min,靜置30min,走在線,30+50ppi陶瓷片雙級過濾,點入Al-Ti-0.2B絲600mm/min,擋板前溫度:700~720℃,鑄造參數見表2。
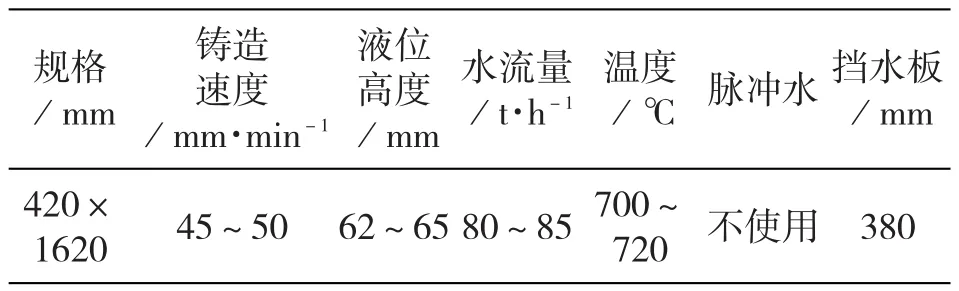
表2 2219合金420mm×1620mm規格扁鑄錠鑄造工藝參數
2219合金均勻化退火制度參見表3。
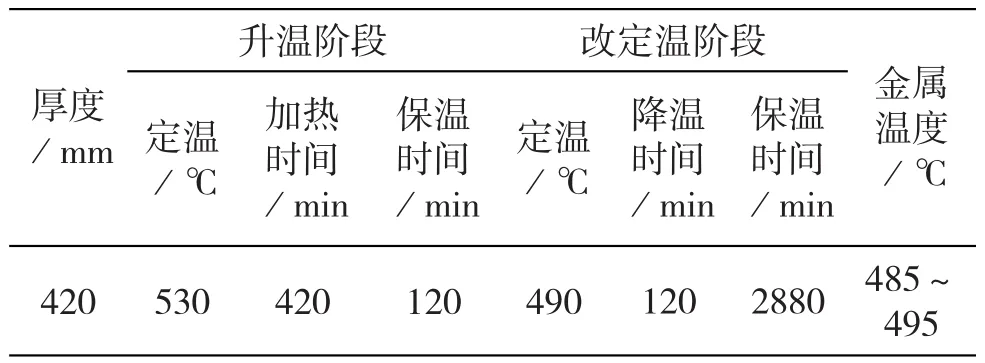
表3 2219均勻化退火制度
3 試驗結果分析
嚴格按照工藝要求,于2016年4月7~10日成功鑄造了8個熔次共16塊鑄錠,現場成型無任何缺陷。為了評定鑄錠的整體情況,我們對鑄錠(除去澆口部分)切取了30mm厚試片進行了化學成分均勻性、性能及顯微組織分析,取樣示意圖見圖1。
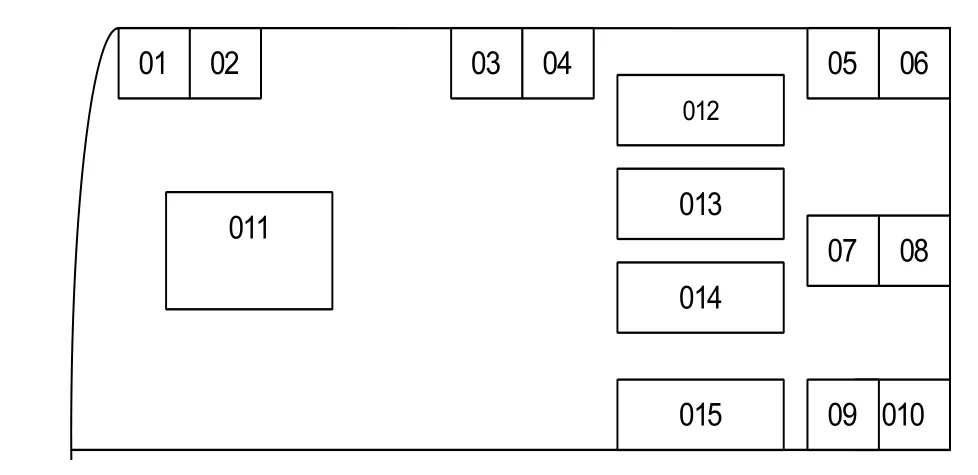
圖1 2219合金試片取樣位置
3.1 化學成分分析
01、03、05、07、09為化學成分分析試樣,試樣規格:20mm×20mm;取樣位置:01為寬度方向邊部,03為寬度方向1/4處,05為厚度方向邊部/寬度方向中心,07為厚度方向1/4處,09為厚度/寬度方向中心。5個試樣的化學成分如表4所示。
從檢驗結果分析來看,2219合金化學成分控制比較理想,除主元素Cu元素外,其他元素化學成分偏差不大,但整體成分分布符合結晶規律和以往鑄錠成分偏析規律。
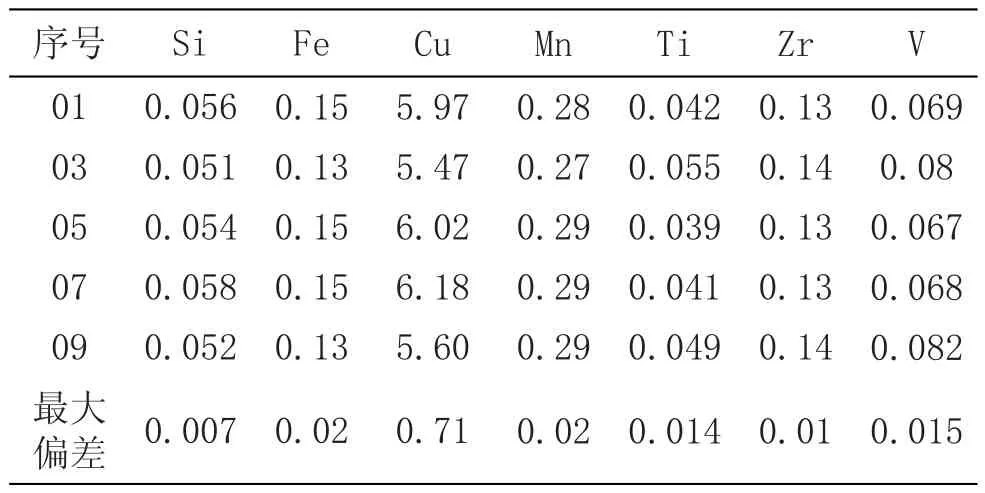
表4 2219合金化學成分試樣分析結果(質量分數/%)
3.2 低倍組織檢驗
在試片中心部取規格為150mm×150mm試樣,進行鑄錠低倍組織檢查。沒有發現裂紋、夾渣、氣孔、羽毛晶、光亮晶等缺陷。
3.3 高倍組織檢驗
02、04、06、08、010為高倍檢驗試片,試樣規格:20mm×20mm;取樣位置:02為寬度方向邊部,04為寬度方向1/4處,06為厚度方向邊部/寬度方向中心,08為厚度方向1/4處,010為厚度/寬度方向中心,放大倍數200倍,圖2為2219合金420mm×1620mm規格鑄錠高倍組織照片。


圖2 2219合金420mm×1620mm鑄錠高倍組織照片
從高倍照片中沒有發現過燒組織和顯微疏松,枝晶間距從中心到邊部逐漸減少,枝晶網格逐漸變薄,符合結晶規律。
3.4 力學性能檢驗
沿厚度方向分別在試片的中心厚度至邊部切取規格為20mm×120mm試樣,編號012~015進行鑄錠力學性能對比,結果如表5所示。

表5 2219合金力學性能
從表5可以看出,鑄錠厚度方向從中心到邊部抗拉強度的平均值為162MPa,屈服強度的平均值為111MPa,延伸率8.3%,整體比較均勻,說明該鑄錠各部分組織比較均勻,具有良好的綜合性能。
4 分析與討論
4.1 提高熔體質量減少鑄錠缺陷產生
4.1.1 在線除氣過濾
本次生產2219合金420mm×1620mm規格鑄錠工藝采用在線除氣凈化裝置,提高了熔體的純潔度,同時利用陶瓷過濾片的阻擋、沉積、吸附作用,使渣停留在陶瓷片表面、孔道內,實現熔體與渣的分離。
4.1.2 A1-Ti-0.2B絲在線細化晶粒
當鑄錠中晶粒粗大時,結晶末期存在于晶界和枝晶界上的低熔點金屬相粗大,而且分布不均勻,所以塑性低,抵抗拉應力的能力降低,裂紋傾向增加。當晶粒和枝晶細小時,分布在晶界和枝晶界上的低熔點金屬相分布均勻,塑性提高,抵抗變形能力增強,裂紋傾向減小。因此,在線播種Al-Ti-0.2B細化晶粒可達到細化晶粒的作用。
4.2 合理調整鑄造參數
4.2.1 鑄造速度的影響
提高鑄造速度,尤其是鑄造開頭時的開始速度可使鑄錠冷裂紋的傾向性降低,這是因為較高的鑄造速度可以使鑄錠溫度提高,降低了鑄錠不同方向收縮變形帶來的應力不均導致的不利影響,同時采用較高的鑄造速度,鑄錠的塑性相對更好,鑄錠抵御收縮變形的能力得到提高。但同時較高的鑄造速度會導致熱裂紋的傾向性增加,這是因為鑄錠中過渡帶尺寸增加,形成熱裂紋的脆性區的幾何尺寸增大,熔體焊合裂紋的能力降低。同時,隨著鑄造速度的提高,鑄錠各層的冷卻速度差別更大,導致拉伸變形量增加,因而使鑄錠形成熱裂紋的傾向增大。經大量的工藝摸索,2219合金420mm× 1620mm規格鑄造速度宜控制在55mm/min。
4.2.2 液位高度的影響
降低液位高度,相當于降低鑄錠的一次冷卻強度,使由結晶器壁單獨冷卻形成的凝殼縮短,從而使鑄錠形成拉痕和拉裂的傾向性降低;又由于液穴變得更為平坦,鑄錠表面形成偏析浮出物的傾向性也降低。但是,液位高度的降低使鑄錠冷卻強度增加,鑄錠形成冷隔(成層)的傾向性增大。經大量的工藝摸索,2219合金420mm×1620mm規格液位高度控制在90mm左右。
4.2.3 鑄造溫度的影響
鑄造溫度是影響鑄錠性能的一個很活躍的因素。提高鑄造溫度,使結晶前沿變陡,結晶時的冷卻速度增大,因而細化了晶內結構,提高鑄態力學性能;同時可以使鑄錠液穴中懸浮晶區的尺寸縮小,形成一次晶化合物的傾向性降低,排氣補縮條件得到改善,鑄錠致密度得到提高。經大量的工藝摸索,2219合金420mm×1620mm規格鑄造溫度控制在擋板前705~710℃。
4.2.4 水流量的影響
水流量越大,鑄錠內部組織越均勻,晶粒越細小,在鑄造穩態一般采用較高的水流量,但在開頭時如果水流量過大,會導致鑄錠底部冷卻強度過大,易造成成層、冷隔甚至翹曲過大漏鋁。因此,在開頭時采用較低的水流量,在鑄造穩定后逐步提高水流量,來保證鑄錠內部組織的均勻性和尺寸較小的晶粒度。經大量的工藝摸索,2219合金420mm×1620mm規格水流量開頭控制在35t/h,穩態控制在80t/h比較合適。
4.2.5 擋水板高度的影響
由于2219合金的收縮系數較大,持續的水冷會導致應力集中在鑄錠大面,導致大面裂紋,因此需要在結晶器下方安裝擋水板,利用鑄錠自身的殘余熱量縱向回火,降低鑄錠應力。但擋水板的懸掛位置十分重要,當擋水板懸掛過高時,液穴在擋水板之下,因鑄錠縱向回火作用,此時擋水板下方的液穴斜率大于擋水板上方,而此時正是鑄錠凝固末期,易導致鑄錠心部補縮疏松和析出型疏松。結合2219合金420mm×1620mm規格的熔鑄工藝特點和以往鑄造過程中的液穴測量經驗,確定擋水板高度為距離結晶器下沿300mm。
5 結論
采用上述工藝生產的鑄錠可以滿足要求,從而可以得出以下結論:
(1)熔煉溫度720~760℃。
(2)鑄造前保溫爐精煉20min,靜置30min,鑄造過程中采用在線除氣,雙級過濾對熔體進行熔體凈化處理。
(3)鑄造工藝參數:鑄造速度50~60mm/min,鑄造溫度擋板前700~720℃,水流量80t/h,液位高度90mm(設定值60mm),擋水板高度300mm。
通過各個方面的檢查分析,化學成分符合標準,低倍沒有成層和裂紋現象出現,高倍分析符合結晶規律,力學性能良好,說明采用以上工藝參數可以批量生產。
Comparative Study on Low Level Casting of 2219 Flat Ingot Alloys with 420mm×1620mm Specification
WU Xiao-xu,MA Yue,CAI Zhi,HAN Zai-xu,JIN Lei
(Northeast Light Alloy Co.,Ltd.,Harbin 150060,China)
Some of the important uses in industry of 2219 aluminum alloy are introduced in the paper,and the charicteristics of ingot and the function of each element of 2219 aluminum alloy are analyzed in details,combining with the actual situations,melting and casting of 2219 alloys with 420mm×1620mm are determined.And the through analyzing the ingot specimen,it is confirmed that the casting technology parameters of the 2219 flat ingot alloys with 420mm×1620mm.
aluminum alloy;casting process;low level casting;melt quality;process parameters
TG292
A
1005-4898(2017)02-0029-05
10.3969/j.issn.1005-4898.2017.02.06
巴拉圭對華鋁擠壓材反傾銷初裁暫不征稅
吳曉旭(1984-),女,黑龍江省哈爾濱市人,工程師。
2016-11-20
2月17日,巴拉圭工貿部和財政部在官方公報共同發布2017年第1號決議,決定對原產自中國的鋁擠壓材初裁不征收臨時反傾銷稅,并繼續開展調查。涉案產品的南共市稅號為76041029、76042100、76042920、76101000和76109000。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
測控技術(2018年9期)2018-11-25 07:45:00
石油化工自動化(2018年5期)2018-11-14 02:34:30
銅業工程(2015年4期)2015-12-29 02:48:39
汽車維護與修理(2015年2期)2015-02-28 12:15:41
石油化工應用(2014年8期)2014-03-11 17:40:03
建筑材料學報(2014年3期)2014-03-11 17:08:02