新安江電廠6號機組水導擺度偏大處理
2017-05-06 03:46:29鄧金榮
水電站機電技術 2017年4期
鄧金榮
(國網新源新安江水力發電廠,浙江建德311608)
新安江電廠6號機組水導擺度偏大處理
鄧金榮
(國網新源新安江水力發電廠,浙江建德311608)
6號機組自2009年大修后一直存在水導擺度偏大的情況,在線監測系統測量已經達到0.65 mm,遠遠超過《新安江電廠機組檢修規程》中規定的機組運行中水導擺度不能超過0.40 mm的標準,手工測量也超過0.40 mm,為了解決此問題,我們對6號機進行了擴大性C修。通過檢修,改善了水導擺度,找到了問題癥結所在,為以后機組推力軸承和軸承座改造提供了依據。
水導;擺度;軸線
1 引言
新安江電廠位于浙江省建德市境內,是我國第一座自行設計、自制設備、自己施工建造的大型水電站,共9臺機組,總裝機容量855 MW。是華東電網第一調頻電廠,擔負著華東電網的調頻、調峰、事故備用的重要任務。
新安江電廠6號水輪發電機組發電機型號為TS854/156-40,容量100MVA,額定功率95MW,電壓13.8 kV,電流4 183 A;水輪機型號為HLS66. 46-LJ-410型,設計水頭73 m,設計出力92.3 MW,額定轉速150 r/min。2009年進行過一次B級大修,2013年進行過一次A級大修。此次檢修前,在機組出力為90 MW時,人工使用百分表測得機組擺度如表1:
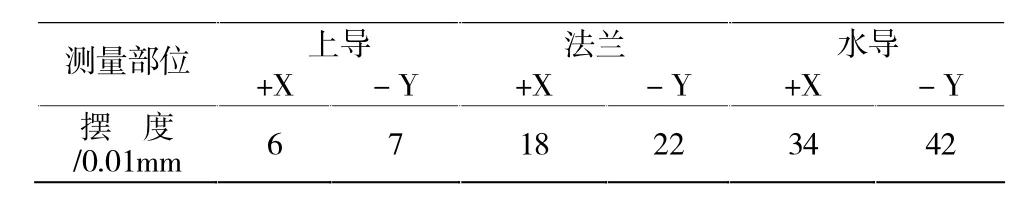
表1 修前擺度
分析數據發現機組水導擺度偏大,擺度偏大容易使機組各連接部件松動,使各轉動部件與靜止部件之間產生摩擦甚至掃膛而損壞;引起零部件或焊縫的疲勞、形成并擴大裂縫甚至斷裂,對機組安全運行十分不利。
2 制定檢修方案
查閱2013年大修記錄,發現軸線調整中最后數據X、Y兩個方向顯示的絕緣墊高點不一致,當時也發現了這個問題,但未能解決,因此,此次檢修軸線的檢查調整作為一個重點內容來進行。由于6號機水導擺度偏大的原因暫時不是很明確,此次關鍵是找出原因,并針對原因進行處理,以達到消除水導擺度偏大的目的。為此,檢修前,我們召開了幾次技術人員的討論會,分析了所有可能導致機組水導擺度偏大的原因,并制定了詳細的檢查方案如下:
1)機組停機,做好安全措施。
2)拆除推力罩、推力油槽、上導蓋板、水導水箱等,測量鏡板高程、上機架高程、瓦架距離、轉輪高程、轉輪與錐管導流段距離等。
3)頂轉子、抽推力瓦,拆除推力瓦,拆除水導瓦。連軸法蘭面間隙測量檢查。
4)檢查推力頭、聯接螺栓、卡環、鏡板、推力瓦、軸承座,對推力頭裂紋進行探傷,測量長度、拍照,對比上次大修。
5)推力部件裝復后軸線調整前,測量大軸垂直度、鏡板波浪度。垂直度采用綁扎水平儀的方式,測量八個位置,檢查有無突變。鏡板波浪度測量采用鏡板底部架設百分表盤車測量的方式,與垂直度同時進行。
6)進行軸線檢查調整,軸線測量時在水導軸頸上部增加2塊表,檢查兩個方向數據不一致的問題,在推力頭上增加2塊表,與上導軸頸數據對比。軸線調整完畢,復測垂直度。
7)水導瓦內徑測量、軸承座詳細檢查(螺栓更換),水導軸頸測量,對包焊不銹鋼層進行詳細探傷,檢查塞焊點分布、有無脫開,檢查上下端面焊接區域有無缺陷。對水導內徑視情況進行收縮處理。
8)水輪機流道全面檢查(包括尾水管)測量。
9)上機架、定子機座等部位詳細檢查。
10)機組中心檢查調整,各部件裝復,上機架撓度測量,定子機座撓度測量。空氣間隙測量。
11)機組復役后進行穩定性試驗。
3 檢修過程
3.1 發電機檢查檢修情況
發電機部分按照檢修方案和項目表進行了檢查,重點進行了軸線檢查處理和機組受力調整。
整體盤車前,進行水導間隙測量,根據水導間隙將大軸中心初步調整到中心位置。水導撬出來的間隙符合整體盤車水導間隙最小處大于0.8mm的要求。盤車檢查機組軸線,水導處最大凈擺為0.32 mm,故決定進行刮墊處理:用0號砂布,分7等分,高點區域4號點偏3號點,打磨30下,依次類推;第2次檢查軸線,盤車數據不合格,再次進行刮墊處理:高點4號點5號點之間,用0號砂布砂30下,分7等分,依次類推;第3次檢查軸線,盤車數據不合格,用0號砂布,分5區域,高點8號點偏7號點,打磨20下,盤車數據水導最大凈擺度為0.235 mm,但X、Y方向高點顯示不對應。
由于機組大軸垂直度不是很好(見圖1),因此接下來進行機組受力調整并同時調整機組垂直度,采用人工錘擊法,共打錘34圈,最后4圈數據如表2:
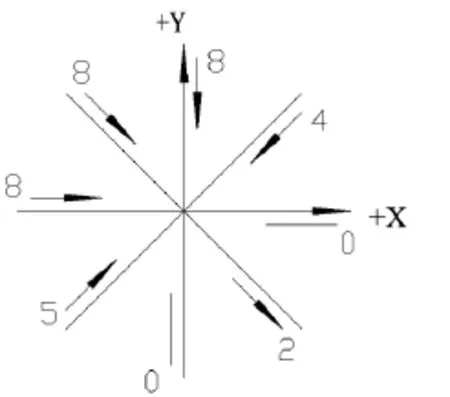
圖1 修前大軸垂直度單位:0.02 mm/m
受力調整完畢再次進行盤車檢查軸線,水導最大凈擺度為0.225 mm,X、Y 2塊表顯示高點依然不對應,其中-X方向數據有2個高點,已無法進行刮墊處理。最后一次盤車數據見下頁表3。
修后大軸垂直度如圖2:
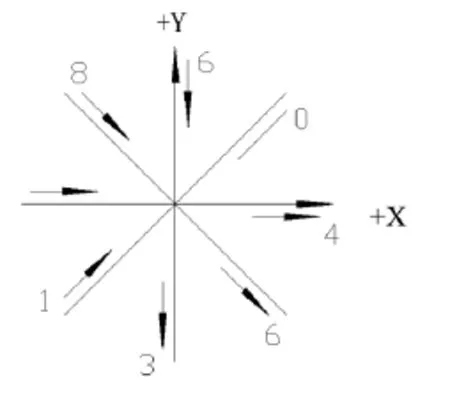
圖2 修后大軸垂直度單位:0.02mm/m
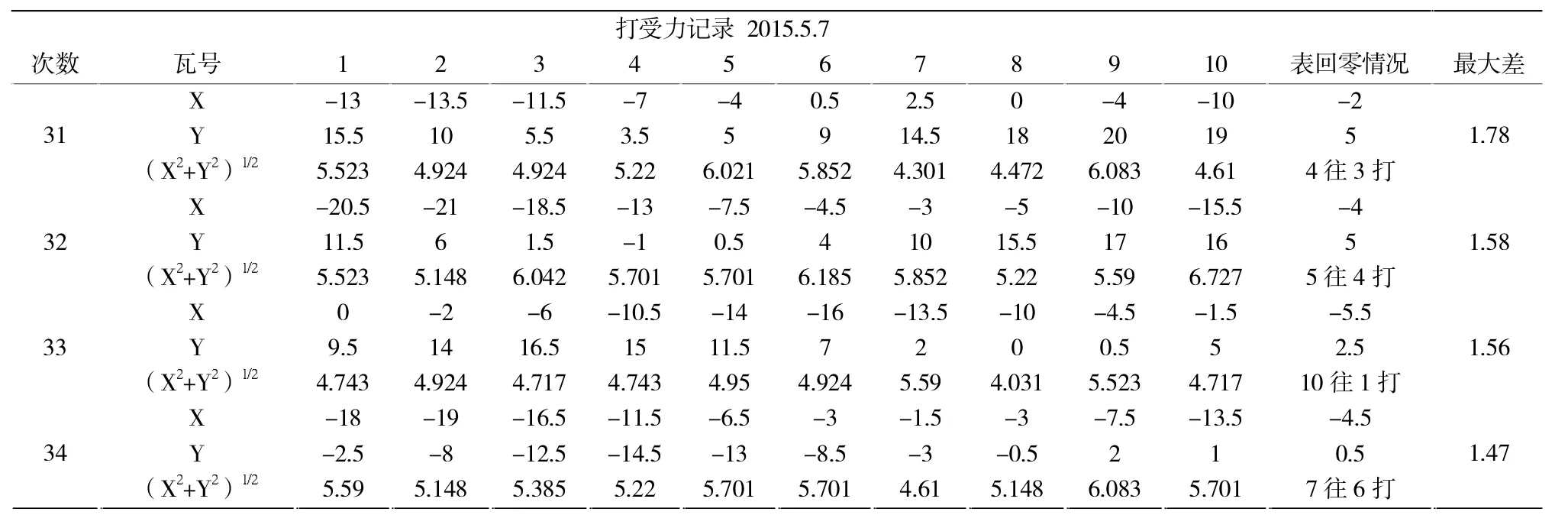
表2 受力調整數據 單位:0.01 mm
整體盤車后,水導軸領相對擺度數據符合檢修規程中的良好標準0.03 mm/m之內。雖然數據已在良好范圍內,但是我們平時機組大修中處理軸線都要調到優秀標準0.02 mm/m之內,而且從盤車數據上看,X、Y兩個方向的高點不對應,不合乎常理,且按照我們以往的經驗已經無法處理。而且大軸垂直度沒有改善,甚至比修前更差,所以說,應該某一地方有問題,導致我們已經無法按照常規工藝來處理軸線和大軸垂直度。
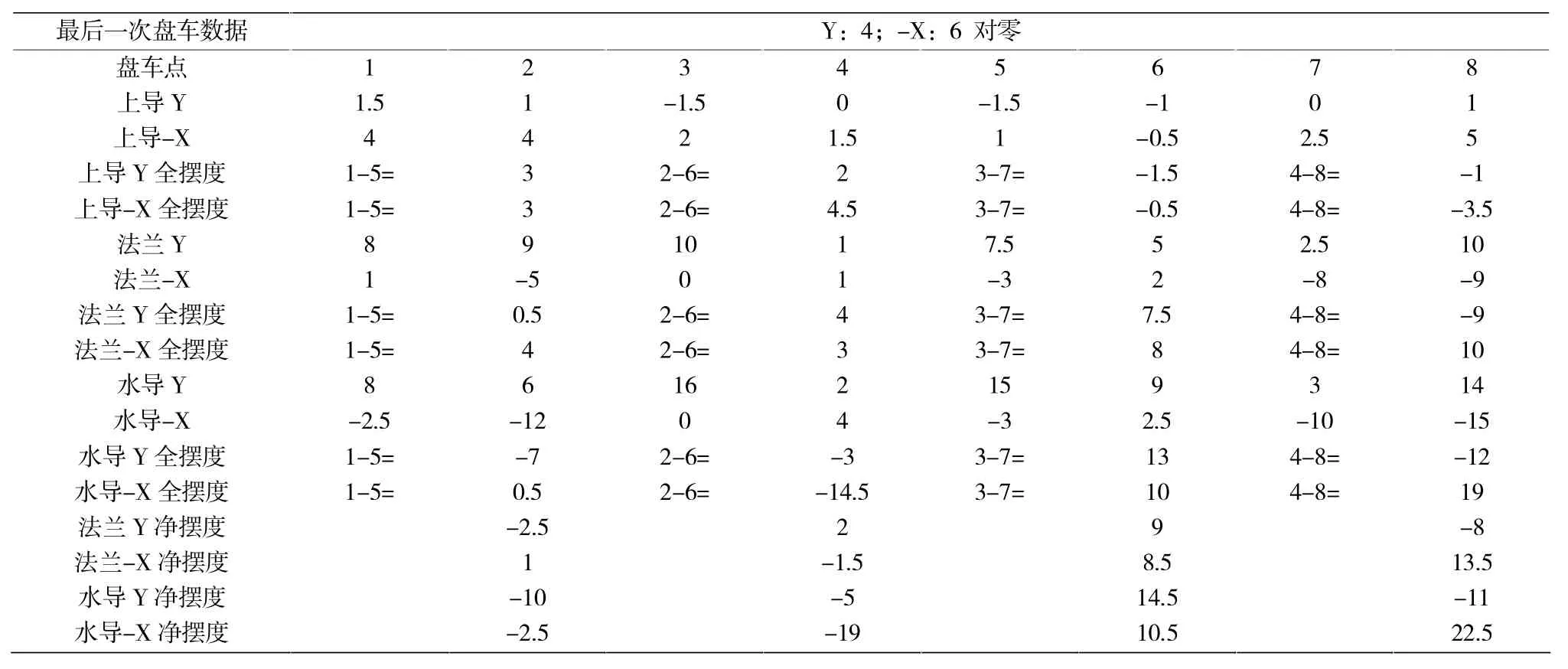
表3 最后一次軸線調整數據 單位:0.01mm
3.2 水輪機部分檢查檢修情況
水輪機部分重點進行了水導和水流流道檢查,流道檢查主要是為了查看水力因素方面是否有導致水導擺度偏大的可能,檢查未發現異常。同時測量了固定導葉進水邊和中心距,出水邊距為查閱上次大修數據(見表4)。
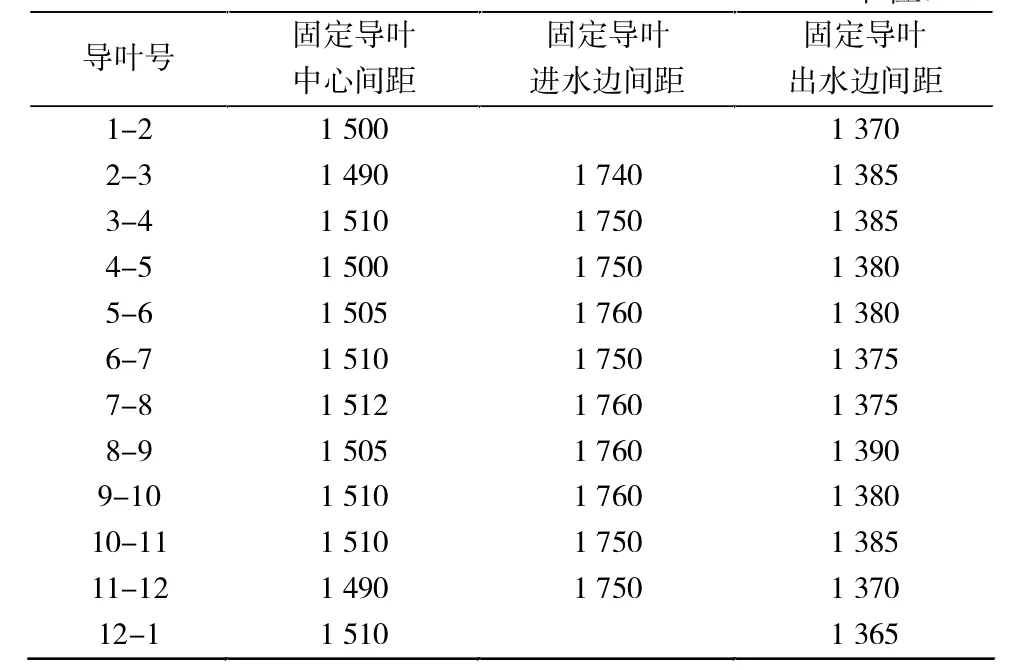
表4 6號機固定導葉測量數據 單位:mm
最后廠里組織技術人員對此次檢修情況進行分析,大家一致認為,可以進行下一步工作,然后按照正常檢修程序進行了機組中心調整、水導、上導瓦間隙調整,機組回裝工作等。
修后迷宮數據如圖3,符合要求。
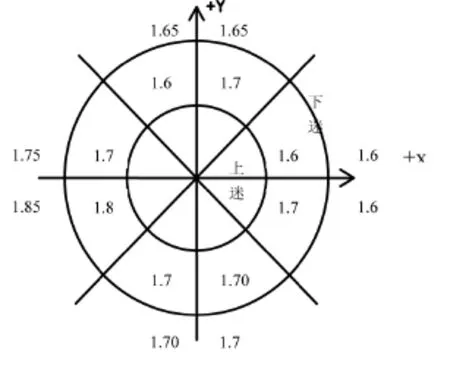
圖3 修后迷宮數據 單位:mm
檢修后水導間隙測量記錄如表5。
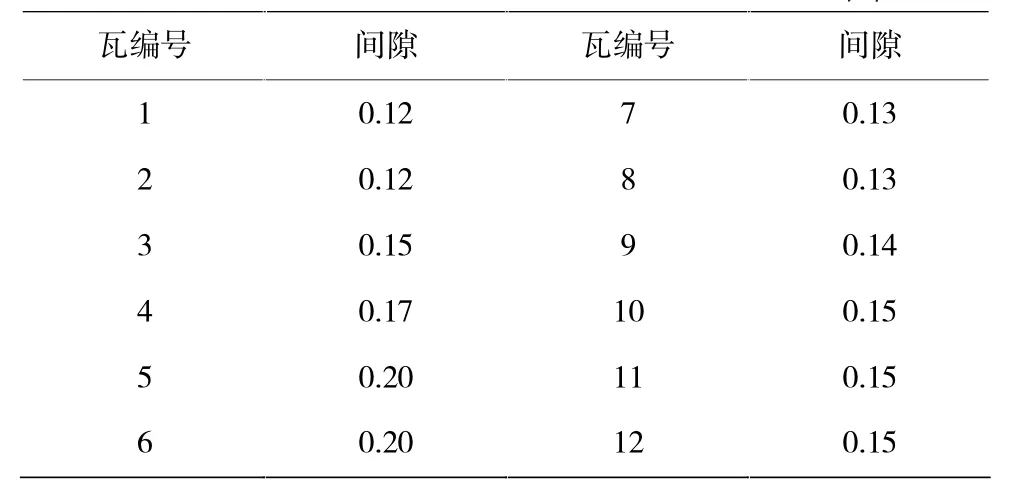
表5 修后水導間隙 單位:mm
4 試驗情況
在6號機檢修結束后,為了機組能順利投產,我們做了6號機C修后的試運行試驗,包括機組充水啟動試驗、機組穩定性試驗、機組12 h試運行試驗。其中機組穩定性試驗作了25%、50%、75%、100%的額定負荷和調相一共5個工況。
在充水啟動試驗中,機組未發現異常情況。在25%、50%、75%、100%額定負荷和調相工況時水導擺度如表6:
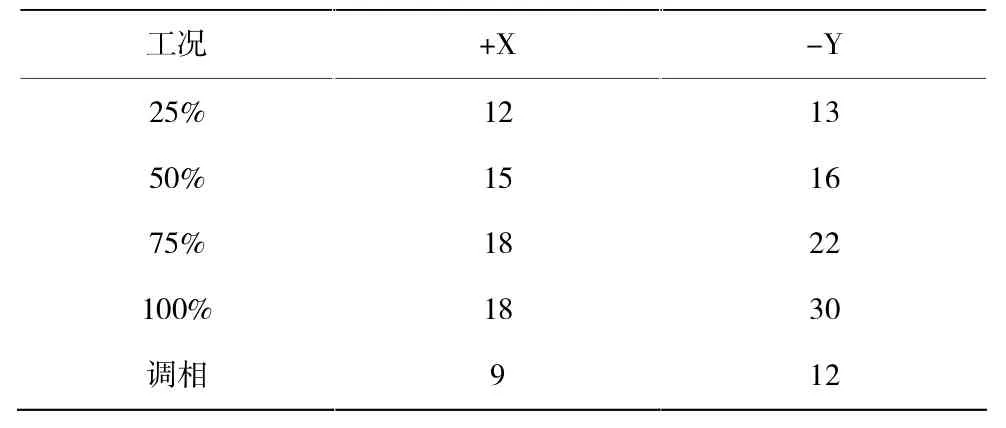
表6 修后試驗數據 單位:0.01mm
機組12 h試運行數據也比較好,未見超標。
5 檢修總結
本次機組C修后情況也不是很理想,雖然水導擺度現在符合要求,但是水導瓦是新瓦,軸瓦間隙較小,因此存在隨著瓦的磨損擺度逐漸加大的可能,另外,我們機組大修水導擺度也是基本控制在0.20mm之內的,但是此次修后最大還是有0.30 mm。分析整個檢修過程,我們認為問題可能有以下幾點:
1)推力相關部分硬度不夠。因推力瓦和托盤為2013年大修更換,故懷疑抗重螺栓頭部硬化層已被磨光,頭部圓度已不符合R1000要求,盤車時產生異常移動。
2)推力頭與大軸間隙配合。2013年大修時實際采用冷拔方式拆卸推力頭,且拆卸后無明顯拉毛,故懷疑兩者實際已為間隙配合。加上大軸垂直度差,故懷疑盤車時大軸與推力頭間存在相對位移。
3)機架及軸承座等金屬老化,瓦架距離增大過程中,相關部位下沉導致推力瓦并未上升足夠距離。另外盤車時擾度變化可能過大。
4)鏡板波浪度過大,該機組鏡板未進行更新(H(厚度)=115 mm),在工作面架設百分表盤車檢查波浪度顯示鏡板波浪度最大為0.085 mm。
6 小結
6號機C修后,水導擺度得到了改善,但是離理想的擺度值還是有差距,目前問題的癥結已經找到,那就是在推力軸承及軸承座上。新安江電廠推力軸承及軸承座已經使用多年,存在設備老化和變形的情況,為了機組安全運行,有必要在以后的大修中進行這一塊的改造,徹底解決水導擺度偏大的問題。
TK730.3+22
B
1672-5387(2017)04-0051-04
10.13599/j.cnki.11-5130.2017.04.015
2017-01-04
鄧金榮(1984-),女,工程師,從事水輪發電機組檢修管理工作。
猜你喜歡
紫禁城(2019年12期)2020-01-14 02:53:18
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
農家書屋(2019年4期)2019-05-15 08:25:28
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
上海公路(2018年2期)2018-08-29 01:22:32
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
中國石油石化(2015年12期)2015-04-20 09:04:36
中國煤層氣(2014年3期)2014-08-07 03:07:45