在線監測系統在工廠污水處理中的應用
2017-05-05 00:32:52黃海燕
中國高新技術企業 2017年5期
黃海燕


摘要:文章論述了遵義卷煙廠通過污水在線監測系統的安裝應用,在實際生產中基于過程數據的統計、分析,指導改善和優化微波污水處理的工藝流程,實現了多項指標動態監控,并有效降低了污染物的排放量,將工廠排放口COD濃度值控制在合理范圍內。
關鍵詞:在線監測系統;污水處理;流程優化;過程數據;污染物排放 文獻標識碼:A
中圖分類號:X832 文章編號:1009-2374(2017)05-0114-02 DOI:10.13535/j.cnki.11-4406/n.2017.05.055
隨著工業經濟發展,環境污染與保護問題日益受到關注,國家對工業企業的減排工作越來越重視,各地環保部門對工業企業的污染物排放量有了更加明確的量化目標要求,以有效的技術手段和措施確保工廠污染源達標排放是企業生存與發展的前提。
1 污水處理現狀
遵義卷煙廠的污水主要來源于生產車間鍋爐排污水、生產污水以及廠區生活污水等,為實現污水處理工廠采用微波污水處理工藝,車間生產污水及廠區生活污水經微波污水處理設施的調節池、曝氣池及混合池等流程處理后,經廠區管網排放口進入城市管網。
由于工廠污水處理為微波污水處理站,處理時無動態過程監控措施,無法對處理環節中過程水質數據進行檢測和分析,處理結果性指標不理想。通過檢查人工檢測數據顯示:排放口水質中COD濃度高達340mg/L,已超出《污水綜合排放標準》中二級標準150mg/L的要求。因此,由于COD檢測出的水質數據相對污水處理過程有一定的滯后性,僅靠COD檢測儀對排放口水質進行人工抽檢無法保證污水達標排放要求。同時,缺乏對污水處理流程和數據的過程監控,既不能反饋和指導污水處理工藝流程的調整優化,也不能保證污水處理達標排放要求。
2 污水在線監測系統安裝使用
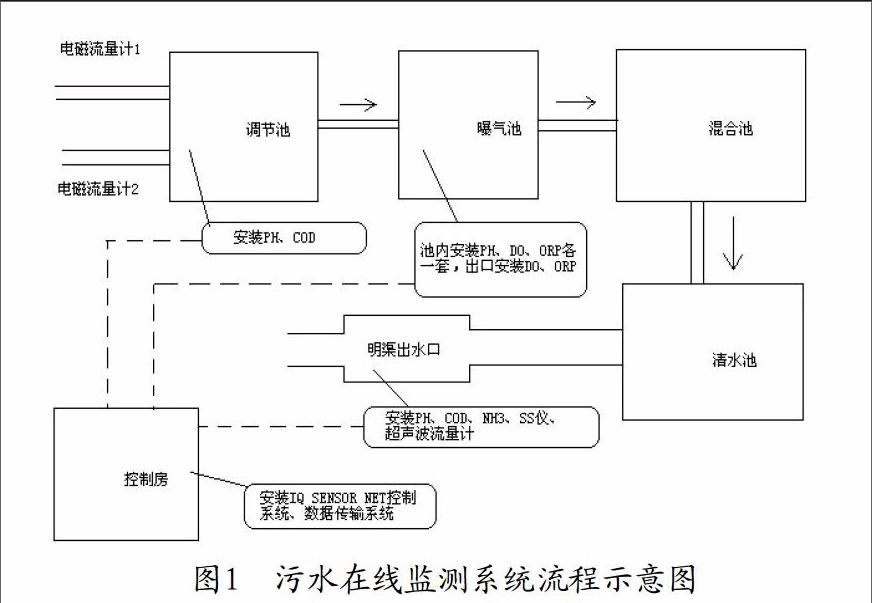
針對現有污水處理流程存在問題,為實現處理環節中的過程在線監測,基于數據采集和控制目標要求,在調節池、曝氣池、排水口等環節安裝pH、COD、NH3、SS儀,以數據控制和傳輸系統為平臺搭建了污水在線監測系統,系統流程見圖1。
通過在線監測系統的應用,實現對污水進出口的COD濃度、各處理環節pH值、總磷濃度、氨氮濃度等指標的過程監測和數據采集,實時查閱,并可對數據進行統計分析,便于及時指導對處理工藝流程進行優化調整。跟蹤監測數據統計結果表見圖2至圖6:
3 處理工藝流程優化調整
基于污水在線監測系統的數據統計及分析反饋,工廠以數據結果為導向及時指引對污水處理站的各環節工藝流程進行優化和改進。
3.1 優化曝氣池工藝
以曝氣池環節COD監測值為基礎,通過連續監測運行并統計2組數據表明:曝氣環節存在明顯不足,現有曝氣設施雖運行正常,在污水量較少時一用一備的曝氣基本滿足需求,但在污水量較大時,明顯存在COD濃度值偏高問題。為優化曝氣池含氧量,使其曝氣充分,結合運行監測數據反饋調增曝氣設備能力。據此,對微波污水處理曝氣池內的曝氣設施進行升級改造,以增加曝氣。改造后,通過監測數據對比發現,該環節的處理效果比改造前明顯改善,且過程COD監測值下降明顯(見圖7),曝氣環節的處理率從改造前的不足50%提升至80%以上(見圖8)。
3.2 調節池結構改造
結合調節池環節及關聯數據監測對池體結構進行了分析:池體原排泥系統的管道泵安裝在池體上部,無法有效排泥,同時造成污水中雜質及污染物沒有得到較好沉淀就直接伴隨污水進入下一個工藝環節(曝氣池),加大了后續處理難度。為提高排泥系統正常運行效果,將排泥管道泵安裝到液面下部,排泥管道不再從池體頂部通過,改為由池體中部通過后連接管道泵,見圖9改進前后圖。
改造后的調節池功能得到加強,監測數據對比分析表明:排放口COD濃度得到進一步改善,并能穩定保持在100mg/L以內(圖10),且排放口總磷濃度和氨氮濃度均能維持在一個較低的水平范圍內,且波動較小
(圖11)。
4 結語
(1)污水在線監測系統的應用可實現同時對進口COD濃度、排放口COD濃度、排放口總磷濃度、排放口氨氮濃度及進出口pH值進行實時的數據采集和統計分析;(2)通過在線監測系統數據分析,有效指引處理過程中對曝氣池環節的優化調整并取得良好效果,曝氣環節的COD濃度處理率從改進之前的40.94%提升到84.11%;(3)基于監測數據分析,對處理環節的調節池做了結構改進,保證了工廠排放口COD濃度得到進一步改善,能較好地穩定在100mg/L內。同時,排放口氨氮濃度、總磷濃度均能維持在較低范圍內,工廠污水處理工藝流程通過優化調整后實現了排放口水質指標的達標排放。
(責任編輯:王 波)