帶鋼表面異物壓入缺陷分析與改進
2017-04-27 07:26:04郭強,李鋒
山東冶金 2017年6期
郭 強,李 鋒
(山東泰山鋼鐵集團有限公司,山東 萊蕪271100)
1 前 言
爐卷軋制與連軋軋制相比,在幾何尺寸、板形、物理性能及表面質量控制方面均存在工藝特性的弊端,隨著AGC、AWC、WRB、CTC及板形自動控制等新軋鋼工藝技術的應用,其幾何尺寸、板形及物理性能均得到有效控制,但帶鋼表面質量控制尚無有效的控制手段。泰鋼不銹鋼軋鋼廠1 800 mm爐卷線2013年升級改造后,帶鋼的寬厚度尺寸、板形及物理性能有較大改善,但表面質量控制存在一些問題,特別是異物壓入缺陷,因生產過程中不易發現,易形成批量質量事故,不但影響經濟效益,而且損害產品質量形象,成為制約品質提升及經濟效益的重要瓶頸。
2 異物壓入缺陷分析
2.1 卷取爐上爐殼爐襯材料影響
原設計卷取爐上爐殼爐頂材料為陶瓷纖維模塊,該材料耐熱溫度為1 150℃,由于不銹鋼軋制中的溫降是普碳鋼2倍,不銹鋼生產時卷取爐溫度按上限1 100~1 150℃控制,以更好地實現保溫補熱,便于軋制。由于該溫度已達到了陶瓷纖維模塊的耐熱溫度,導致纖維模塊出現軟化現象,卷軋時隨卷取爐的振動,軟化后的部分陶瓷纖維脫落,落在卷軋過程中的帶鋼上,經軋制形成陶瓷纖維壓入缺陷。此缺陷大小不一,分布無規律性,色澤發白,從熱軋黑皮卷上比較容易發現,如圖1所示。
2.2 卷取爐卷筒結瘤影響
爐卷軋制帶鋼在卷取爐內產生高溫氧化,而帶鋼頭尾部分別與出入口卷筒表面接觸,導致卷筒表面產生氧化鐵皮粘結,同時卷筒在高溫卷取爐內作業表面產生碳化,二者的影響導致卷筒長時間使用而形成表面結瘤。根據這一現象分析,卷軋速度越慢、爐溫越高、易生成氧化鐵皮的鋼種卷軋量越多,卷筒表面結瘤現象越嚴重。一旦卷筒表面生成結瘤,而帶鋼頭尾部又與卷筒接觸,部分結瘤會粘在帶鋼頭尾部,經軋制形成結瘤壓入缺陷。該缺陷分布在帶鋼頭尾部,隨帶鋼厚度的不同其長度不同,一般距帶鋼頭尾部20 m,如圖2所示。
圖1 纖維模塊壓入缺陷
圖2 卷筒結瘤壓入缺陷
2.3 卷取爐升、降溫工藝影響
原設計卷取爐上下爐殼兩側爐墻均為澆注爐墻,由于卷取爐升降溫曲線設計不合理或執行不嚴格,每次停爐檢修升降溫過程中,爐墻出現裂縫及變形現象,降低了澆筑爐墻的使用壽命。開裂后的爐墻,隨卷軋時卷取爐的晃動,澆注料會從裂縫掉落在帶鋼表面,經軋制形成澆注料壓入缺陷。該缺陷分布無規律性,且由于澆注料與熱軋黑皮卷的顏色相近,不經酸洗很難發現。
2.4 除塵灰影響
爐卷軋制中產生的FeO粉塵,通過軋機上導衛的吸塵口吸入上導衛內部,再通過吸塵管道系統進入煙霧凈化器,凈化后排出廠房外。但實際生產過程中,由于爐卷軋機產生的粉塵多、除塵系統設備故障或吸塵力不夠等原因,粉塵無法完全吸走,殘留在上導衛內形成堆積,受軋機咬鋼及卷軋過程中的振動影響,堆積的粉塵隨振動掉落在帶鋼表面上,經軋制形成粉塵壓入缺陷。該缺陷受軋制振動的影響,頭尾部發生的概率相對偏高,中間部位發生概率相對較低,如圖3所示。
2.5 側導板襯板焊接影響
為了提高補焊后側導板襯板的耐磨性,經與焊條廠家交流,采用了特種耐磨堆焊焊條,該焊條含C、Cr、W、B、Mn等多種合金元素,堆焊層硬度達60~65 HRC,但焊接性能較差,補焊材質為16Mn的襯板,易產生氣孔、夾渣及表面焊渣不易清理等現象。補焊后的襯板上線使用時,殘留的焊渣經受熱變形,部分掉落在帶鋼上,經軋機軋制后形成鐵銷壓入缺陷。該缺陷一般出現在帶鋼邊部200 mm內,如圖4所示。
圖3 灰塵壓入缺陷
圖4 襯板焊渣掉落壓入缺陷
3 改進措施
3.1 爐襯材料革新改造
鑒于卷取爐上爐殼陶瓷纖維模塊出現軟化及脫落現象,通過計算分析卷取爐溫度與陶瓷纖維承受溫度需求關系,決定對現使用的陶瓷纖維進行升級更換,采用新型含鋯陶瓷纖維模塊,此模塊耐熱溫度高達1 300℃,能夠完全滿足卷取爐最高1 150℃的溫度需求;同時,為了更好的有效防止新型纖維模塊的軟化脫落,經與陶瓷纖維模塊制作單位技術交流,在上爐殼安裝好的模塊表面,涂刷一層耐高溫固化劑,將各模塊粘結在一起,使模塊更好的起到保溫隔熱的作用,延長使用周期,從而有效防止纖維模塊的軟化及脫落。
3.2 優化卷軋工藝
針對爐卷軋制所共同面對的卷筒結瘤這項現實問題,主要從3方面進行了工藝改進。1)優化計劃編排。根據月度總生產作業計劃,安排易產生氧化的碳鋼與氧化鐵皮細小的不銹鋼交替軋制,減輕或延長卷筒表面結瘤;2)優化爐卷軋機軋制速度。為縮短帶鋼在卷取爐內停留時間,減少氧化,將各道次軋制速度進行了提高,對爐卷軋機道次間隔時間進行了縮短,終軋溫度要求高的鋼種,投用機架間冷卻水,以保帶鋼物理性能;3)優化卷取爐溫度。為了減少帶鋼在爐內的高溫氧化,對易產生氧化鐵皮的碳鋼爐溫下調50℃;不銹鋼生產在保證軋制順行的前提下,卷取爐爐溫按下限控制。
3.3 優化卷取爐升降溫曲線
通過查閱卷取爐爐墻澆筑料烘烤及常規升降溫工藝技術參數,結合卷取爐溫度及卷筒溫度升降溫工藝要求,繪制了科學合理的卷取爐常規停爐升降溫工藝曲線,見圖5、圖6。設備計劃檢修停爐時,依據卷取爐升降溫為原則,對每項設備檢修計劃進行科學合理的編排,既能實現檢修項目的有效實施,又能保證卷取爐升降溫工藝的執行效果,從而提高澆筑爐墻使用壽命。
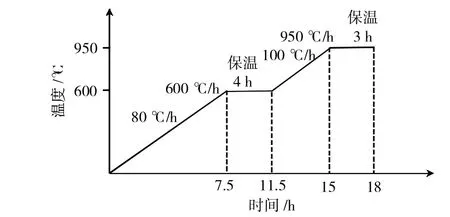
圖5 卷取爐升溫曲線
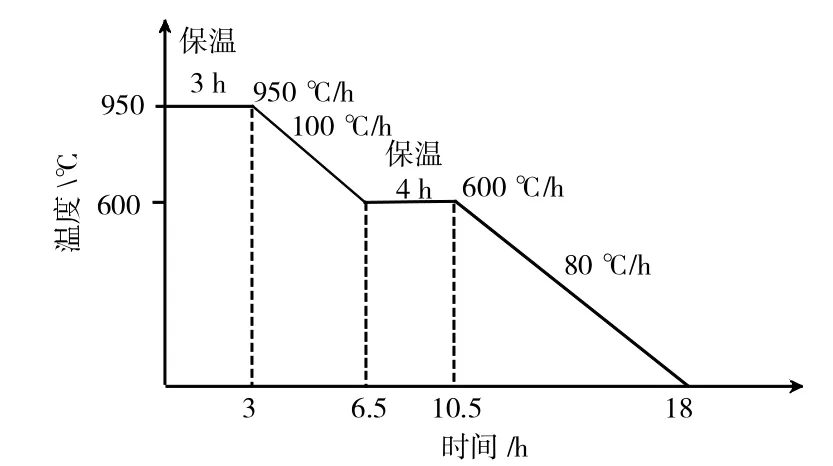
圖6 卷取爐降溫曲線
3.4 導衛灰清理改進
改進前導衛灰清理,需拆開吸塵管用鐵鍬、撬棍等工具人工清理,一是每次清理需拆裝吸塵管,費時費力,影響軋機作業率;二是檢修停機清理,導衛內灰塵堆積過多,增加了灰塵從吸塵口掉落的頻率;三是上導衛內部空間小,工具不易全方位進入,灰塵清理難度較大,不能實現徹底清理。
為了實現導衛內灰塵徹底清理,在導衛上部安裝灰塵水沖裝置,進水口連接軋輥冷卻水集管,需要清理時,打開壓力15 kg的沖洗水閥門,導衛內灰塵會沿吸塵口與沖洗水一同沖入地溝。該措施的實施,上導衛灰塵清理實現了相鄰兩塊鋼軋制間隔時間進行清理,保持了導衛內部的清潔,避免了導衛內灰塵掉落造成的異物壓入缺陷。
3.5 增設吹掃裝置
根據產生異物壓入缺陷的關鍵部位,分析掉落異物形態及重量,計算不同部位所需吹掃力,分別在卷取爐活套、爐卷軋機前后、連軋活套增設了吹掃裝置,分壓縮空氣、蒸汽、水三種吹掃介質選擇,并且均實現了自動控制,做到了吹掃效果、質量需求及節約能源的結合,其中水管道安裝了增壓泵,以提高吹掃效果。
3.6 改進襯板焊接
經分析研究,決定用普通焊條來代替特種耐磨堆焊焊條,規范補焊標準,補焊后用磨光機對焊接部位打磨后再上線使用,對補焊頻次較多或變形的襯板及時報廢處理。
4 結 語
采取一系列優化改進措施后,克服了爐卷軋制工藝存在的弊端,明顯減經了異物壓物缺陷,帶鋼表面異物壓入缺陷率由0.7%降為0.2%以內,大幅度提高了帶鋼表面質量。但爐卷軋制模式與連軋模式比較,受工藝特性的影響,帶鋼頭尾質量控制仍是影響品質提升的主要瓶頸,需要持續進行改進。
