基于逆向工程的變截面渦旋盤快速精度診斷*
2017-04-27 07:30:34鄔再新
振動、測試與診斷 2017年2期
鄔再新, 劉 濤, 吳 軍
(蘭州理工大學機電工程學院 蘭州,730050)
?
基于逆向工程的變截面渦旋盤快速精度診斷*
鄔再新, 劉 濤, 吳 軍
(蘭州理工大學機電工程學院 蘭州,730050)
針對變截面渦旋盤形狀復雜程度高、傳統檢具檢驗難度大、檢測精度低的特點,提出一種基于逆向工程的渦旋盤加工精度快速診斷方法。首先,建立基于Pro/E的變截面渦旋盤三維實體模型并將其作為參考模型;然后,利用ROMER六軸75系列絕對關節臂測量機測得加工渦旋盤的表面點云數據,精簡后作為數字化模型,并將上述兩個模型進行對比分析以獲取渦旋盤的加工精度信息;最后,提出了基于圖形制導的數模匹配原則以提高數字化模型與參考模型的對齊精度,采用3種方法降低數據處理誤差。結果表明,變截面渦旋盤的加工精度和形位公差符合要求,為復雜型面機械產品加工精度診斷提供了準確、快捷和直觀的方法。
逆向工程; 變截面渦旋盤; 精度診斷; 點云數據; 數字化模型
引 言
渦旋壓縮機被廣泛應用于空調、制冷和氣體壓縮領域,其關鍵零部件為一對復雜型面渦旋盤,它直接影響壓縮機的效率、性能以及使用壽命。為了評定渦旋盤的加工質量,需要對渦旋面的加工精度進行診斷。隨著渦旋機械設計與制造水平的不斷提高,渦旋盤型線也從等截面圓漸開線型線發展到變截面組合型線。但是隨著零件形狀復雜程度的提高,用傳統的檢具檢驗難度大、精度不高[1],因此采用快速有效的檢測方法[2-5]取代傳統的檢測工具,提高曲面零件的精度便成為亟待解決的問題。基于逆向工程技術,筆者提出了復雜變截面渦旋盤快速精度診斷方法,實現渦旋盤檢測的數字化、可視化和自動化,以解決傳統測量方法耗時長,檢測難,成本高等問題。該方法有助于降低渦旋盤加工和檢測成本,為實現渦旋盤的精確加工提供可靠的依據。
1 快速精度診斷流程
本研究以渦旋式空氣壓縮機渦旋盤為研究對象,首先建立基于Pro/E的變截面渦旋盤三維實體模型并將其作為參考模型,根據型線數學模型在數控機床上加工得到待測變截面渦旋盤,采用合適的測量設備獲得零件表面信息,使用Geomagic Studio軟件對渦旋盤的表面點云數據進行處理后作為數字化模型,最后使用Geomagic Qualify軟件對參考模型和數字化模型進行對比分析,采用二維分析、三維分析和形位公差評估方法得到最終檢測的結果,并把結果反饋到變截面渦旋零件的設計和加工中。精度診斷流程見圖1。

圖1 渦旋盤精度診斷流程圖Fig.1 Flowchart of precision diagnosis of the non-uniform scroll part
2 變截面渦旋盤參考模型
變截面渦旋盤母線由組合型線構成:圓漸開線、高次曲線和圓弧,各曲線段之間保證一階幾何連續邊界條件,在母線基礎上生成渦旋盤內外壁型線。
2.1 渦旋盤內壁型線方程
圓漸開線
(1)
高次曲線
(2)
其中
Rs=c0+c1(φ-0.5π)+c2(φ-0.5π)2+
圓弧曲線
(3)
2.2 渦旋盤外壁型線方程
圓漸開線
(4)
高次曲線
(5)
圓弧曲線
(6)
取a=2.25 mm,d=1.3 mm,D=3.375 mm,R=44.014 mm,φ1=2π,φ2=4.5π,φ3=5.5π,c0=32.146 4,c1=-11.821,c2=2.106 6,c3=-0.086 8。根據上述參數在Pro/E中建立變截面渦旋盤的三維實體模型,即參考模型, 如圖2所示。圖3為根據實體模型在VMC850E型數控銑床上加工得到渦旋零件實物,即待測模型。

圖2 渦旋盤三維實體模型Fig.2 The 3D solid model of scroll part圖3 待測變截面渦旋盤Fig.3 The non-uniform scroll part to be measured
3 快速精度診斷
3.1 點云數據采集
渦旋零件的加工精度要求較高,尤其是渦旋齒部分,這對壓縮機的效率有決定性影響,因此是精度檢測的重點。渦旋盤的端板部分與渦旋齒要保證一定的平面度、平行度和垂直度。點云數據采集設備為ROMER六軸75系列絕對關節臂測量機,測量精度依據B89.4.22和VDI/VDE2617-9標準,保證了所測的點云的實時性、實測性和真實性。
3.2 多視點云對齊
由于測量工作的各階段是在相對應的局部坐標系下進行的,因此需要把每次測量所對應的局部坐標系統一到同一個坐標系下,并且消除它們之間的重疊部分,這樣被測渦旋盤的全貌就能完整的反映出來,最后得到表面完整的坐標信息,這就需要多視點云數據的對齊。由于測量位置的變化,引起渦旋盤表面的相同點測量數據不同,帶來誤差,因此需要進行三維圖形的坐標變換,包括平移、旋轉、比例和錯切等幾何變換。渦旋盤表面三點的幾何坐標的變換方式為:第1次測量基準點下的坐標為p1,p2和p3;第2次測量基準點下坐標變為p1′,p2′和p3′。則坐標變換具體算法為
做矢量(p2-p1),(p3-p1),(p2′-p1′)和(p3′-p1′)。令V1=p2-p1,W1=p2′-p1′。定義V3與W3
(7)
做矢量V2與W2
(8)
做單位矢量
(9)
(10)
v,w為單位矢量矩陣,且有w=vR,可得關于w坐標系的旋轉矩陣
(11)
將坐標系v任意一點轉換到坐標系w,則有
(12)
其中平移矩陣
(13)
3.3 散亂點云的去噪
本研究采用Hardy函數完成對渦旋盤散亂點云的平滑濾波。該函數由多個二次曲面迭加構成一個復雜曲面[6],應用于散亂數據的插值,表示為
(14)
其中:xi,yi為插值點的x,y坐標;Ci為待定系數。
對于渦旋盤某一部分中偏離其鄰域的點云,當偏離的趨勢比較明顯時,可以應用Hardy函數法對這片數據內的點進行修正,從而達到濾波的目的。具體如下:對于渦旋盤上某數據點q,取其鄰域內到該點距離最小的前m個點Ni(i=0,1,2,…,m)。濾波時首先用Ni構建一張曲面z(x,y),然后再把點q的坐標(x,y)代入曲面方程,運用該方程經過計算求得函數值,用求得的函數值來修正點q的z值。
3.4 數據精簡
對采集的渦旋盤點云數據進行精簡,精簡算法[7-8]從以下3方面進行衡量:精度、簡度、速度。隨機精簡是最容易實現且速度最快的算法,但無法控制精度,也無法重現。曲率精簡能較好的保持模型的曲面特征并有效減少數據點,但缺點是速度較慢。
為了平衡數據精簡的精度、簡度和速度,筆者采用隨機采樣與曲率采樣相結合的混合采樣算法,使二者的優點能夠最大可能得到融合并使其缺點最大程度的削弱。圖4為在去除50%的點云情況下3種數據精簡方法的采樣效果。隨機采樣丟失了點云中的很多細節,曲率采樣則在平坦的地方損失了很多點,而混合采樣克服了上述兩種缺陷,既保留了絕大部分的點云特征,又沒有出現空白。3種數據精簡方法的采樣時間比較見表1。
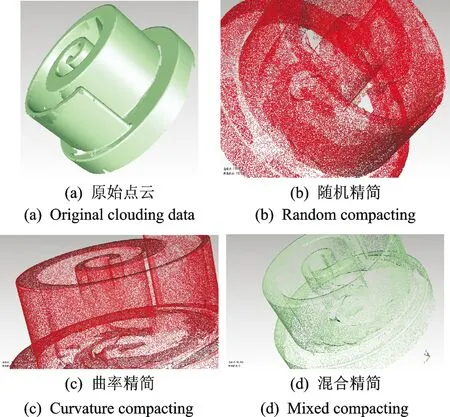
圖4 3種數據精簡方法采樣時間比較Fig.4 Comparison of three different kinds of data compacting method

表1 3種數據精簡方法的采樣時間比較
4 誤差檢測
為了確保渦旋盤在制造階段即能得到經過優化的零件,基于逆向工程對曲面進行匹配和分析。在對曲面進行匹配時,通常采用最小二乘法[9-10]構造目標函數,但是當曲面存在局部大變形的時候,會使得這一方向上的偏差結果難以控制。為了消除該方向上的原始誤差,取渦旋盤端板外圈圓柱、端板上端面以及渦旋齒上關鍵點創建特征;提取出點云數據的邊緣點群,投影到一個平面上作為公共基面并產生零件的邊緣圖像。執行基于質心和慣性主軸圖形制導的曲面匹配,將點云數據模型移動到虛擬模型,使兩個對象處于同一坐標系并匹配在合適的位置。
4.1 二維偏差分析
利用Geomagic Qualify軟件對變截面渦旋盤的任意截面進行二維檢測。根據展開圖剖切位置來確定截面的具體位置, 在圖5所示截面上隨機選取6個點進行檢測,上下偏差允許值設定為±0.010 mm,二維偏差分析比較結果如表2所示,其中參考值為參考模型取值,測試值為數字化模型測試值。
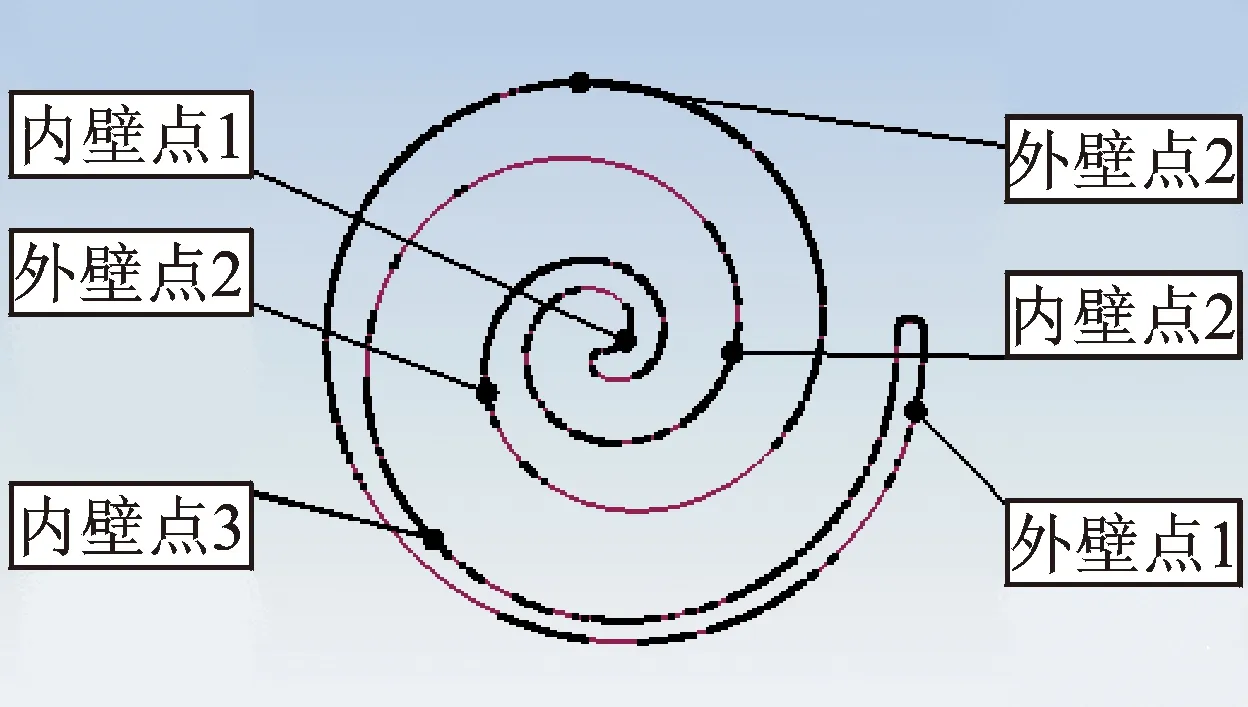
圖5 二維分析測點分布Fig.5 The distribution of testing points in 2D variance analysis
4.2 三維偏差分析
完成對齊操作后,對數字化模型和參考模型進行三維比較,獲得渦旋盤的外形輪廓偏差值,從而生成檢測結果。圖6中標識了渦旋盤上8處檢測位置,上下偏差允許值設定為±0.010 mm,三維偏差分析比較結果如表3所示。
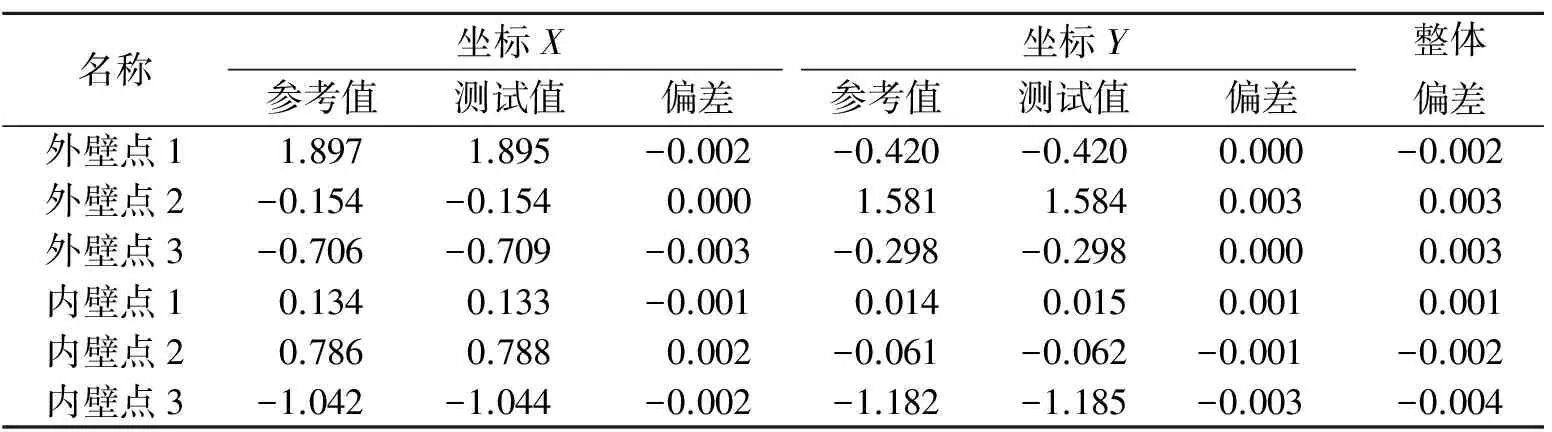
表2 二維偏差分析結果
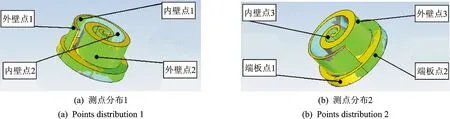
圖6 三維偏差分析測點分布Fig.6 The distribution of testing points in 3D variance analysis
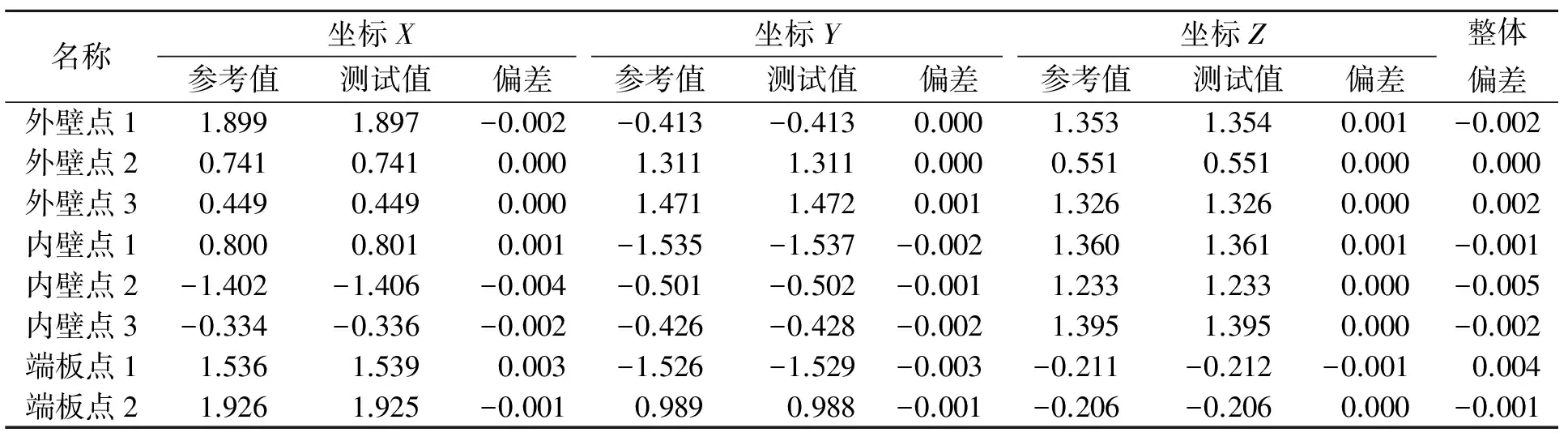
表3 三維偏差分析結果
4.3 形位公差評估
為了實現渦旋零件的有效嚙合,必須使渦旋盤的型面加工精度符合所需指標,其中比較重要的參數為渦旋盤型面的輪廓度和渦旋齒與端板的垂直度。因而在虛擬模型上創建平面度、平行度、面輪廓度、垂直度形位公差,然后評估GD&T標注,在數字化模型上進行擬合,并產生反饋值,基準面A為端板上表面,評估結果如圖7所示。圖中深色部分為形位公差檢測值,淺色為允許值。
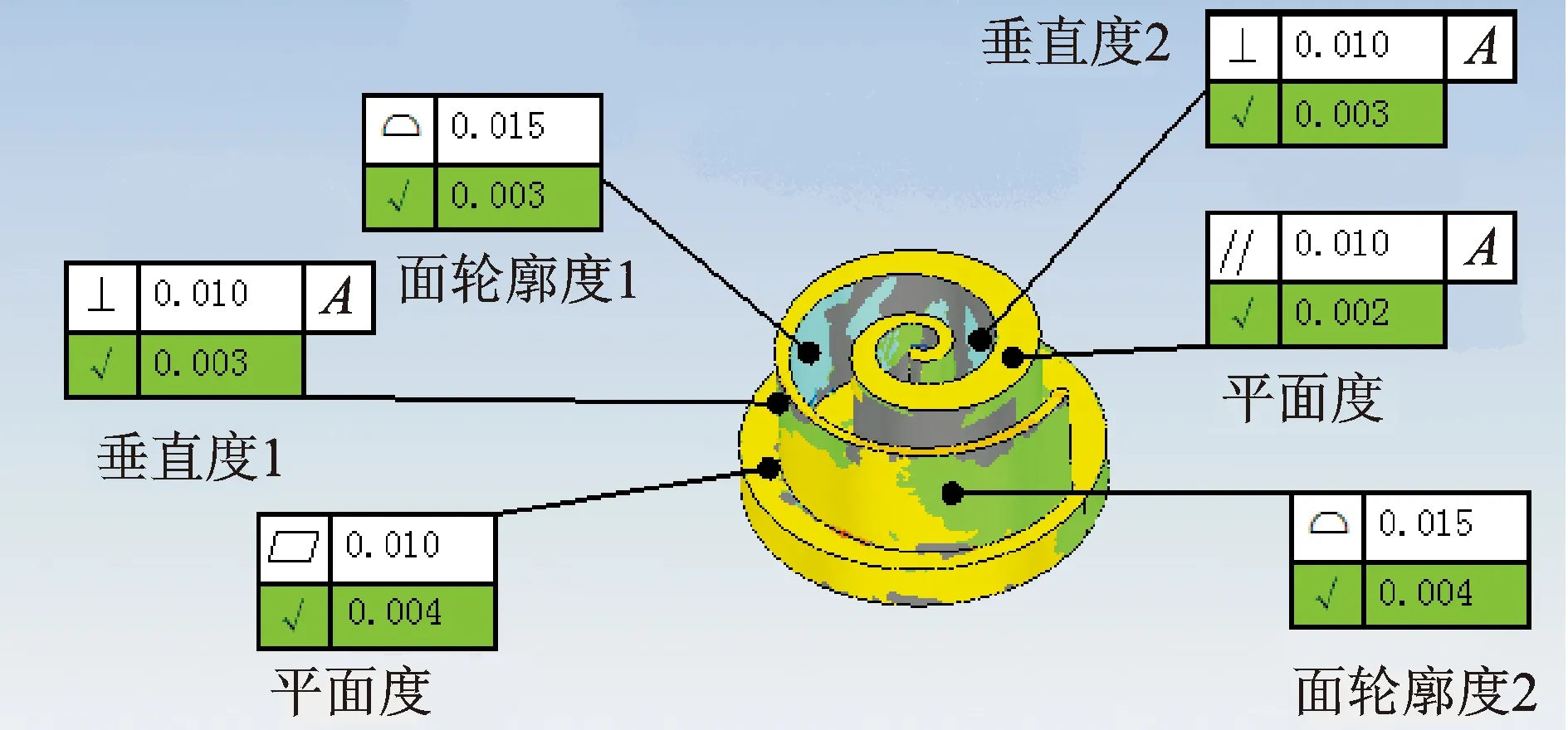
圖7 形位公差評估結果Fig.7 Results of geometric tolerance evaluation
5 結束語
數據前處理中采用多視點云對齊算法及隨機與曲率采樣相結合的數據精簡方法,不但測量的精度有了保證,精簡的速度和簡度也隨之提高,并且顯著降低了數據處理誤差。在數字化模型與參考模型的匹配中,基于質心和慣性主軸圖形制導對點云和三維實體進行匹配,并執行數模對齊操作,有效降低了數模匹配的誤差和對齊誤差。數字化模型的二維偏差分析和三維偏差分析結果,以及其形位公差評估結果表明,變截面渦旋盤的加工精度和形位公差符合要求。筆者提出的基于逆向工程復雜的零件精度診斷方法,可以做到全方位的信息采集和有針對性的檢測,檢測速度快、適應性好,結果直觀準確,是機械產品設計與制造的聯系紐帶。
[1] 李鳳宇, 歐陽林子, 陳仰賢,等. 渦旋體加工質量的檢測[J]. 中國機械工程, 2002, 13(24) : 2094-2096.
Li Fengyu, Ouyang Linzi, Chen Yangxian, et al. Measurement of machining quality of scroll Wrap[J]. China Mechanical Engineering, 2002, 13(24): 2094-2096.(in Chinese)
[2] Arai Y, Inada A, Yang J, et al. A high speed and compact system for profile measurement of scroll compressors[J].International Journal of Precision Engineering and Manufacturing, 2009, 10(5):27-32.
[3] Yang J, Arai Y, Gao W. Rapid measurement of involute profiles for scroll compressors[J]. Measurement Science Review, 2009, 9(3):67-70.
[4] Seo J, Lee H, Park S. Reconstruction of a composite surface by reverse engineering techniques[J]. Advanced Manufacturing Technology, 2001, 17(9) : 639-643.
[5] Li Haisheng, Chen Yinghua, Wu Kaibo, et al. Experimental study on influencing factors of axial clearance for scroll compressor[J]. International Journal of Re-frigeration, 2015, 54: 38-44.
[6] 周煜, 雷雨, 杜發榮,等. 基于非均勻細分的散亂點云數據精簡算法[J]. 農業機械學報, 2009, 40(9):193-196.
Zhou Yu, Lei Yu, Du Farong, et al. Algorithm of scattered point cloud data reduction based on non-uniform subdivision[J]. Transactions of the Chinese Society of Agricultura Machinery, 2009, 40(9):193-196. (in Chinese)
[7] 林礪宗, 李志豪, 顏晶,等.氣化爐三維掃描測量與數據處理[J].振動、測試與診斷, 2009, 29(4): 449-453.
Lin Lizong, Li Zhihao,Yan Jing, et al. Three-dimensional scanning measurement of refractory brick erosion and data processing[J]. Journal of Vibration, Measurement & Diagnosis, 2009, 29(4): 449-453. (in Chinese)
[8] 洪軍, 丁玉成, 曹亮,等. 逆向工程中的測量數據精簡技術研究[J]. 西安交通大學學報, 2004, 38(7) : 661-666.
Hong Jun, Ding Yucheng, Cao Liang, et al. Data cloud direct reduction in reverse engineering[J].Journal of Xi′an Jiaotong University, 2004, 38(7):661-666.(in Chinese)
[9] 武殿梁, 黃海量, 丁玉成,等. 基于遺傳算法和最小二乘法的曲面匹配[J]. 航空學報, 2002, 23(3) : 285-288.
Wu Dianliang, Huang Hailing, Ding Yucheng, et al. Surfaces matching algorithm based on genetic algo-rithm and least square criterion[J]. Acta Aeronautica Et Astronautica Sinica,2002, 23(3) : 285-288.(in Chinese)
[10]陸正剛, 王恒亮, 張寶安. 車輪實測型面數據平滑處理方法[J].振動、測試與診斷,2013, 33(6): 943-949.
Lu Zhenggang, Wang Hengliang, Zhang Baoan. Methods for smoothing of wheel measured profile data[J]. Journal of Vibration, Measurement & Diagnosis, 2013, 33(6): 943-949. (in Chinese)

*國家自然科學基金資助項目(51265027);甘肅省高等學校基本科研業務費資助項目(1302ZTC034)
2015-06-18;
2015-09-07
10.16450/j.cnki.issn.1004-6801.2017.02.024
TH455; TH39
鄔再新,男,1971年8月生,副教授、碩士生導師。主要研究方向為數控技術和機電控制、CAD/CAM、計算機測試技術及系統等。曾發表《用神經網絡方法探測機床運動誤差通用建模方法》(《制造技術與機床》2008年第3卷第3期)等論文。 E-mail:wu_zaixin@sina.com
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
海峽科技與產業(2016年3期)2016-05-17 04:32:12
