高產洛伐他汀紅曲霉(Monascus sp.UVD9)的發酵條件優化
2017-04-13 03:42:03游玟娟溫擁軍
食品工業科技 2017年7期
游玟娟,溫擁軍
(湖南化工職業技術學院,湖南株洲 412004)

游玟娟,溫擁軍
(湖南化工職業技術學院,湖南株洲 412004)
為了進一步提高洛伐他汀產量,對實驗組前期獲得的洛伐他汀高突變株Monascussp.UV-D-9的發酵條件進行了響應曲面優化。獲得最佳發酵條件為:發酵溫度30.4 ℃,裝液量134 mL,轉速187 r·min-1,其他條件為發酵時間10 d,接種量 8%。在此條件下,洛伐他汀的產量為(0.32±0.014) mg·mL-1(n=3),比原始條件的產量提高了10.1%。
洛伐他汀,紅曲霉UV-D-9,響應曲面法,發酵條件,優化
洛伐他汀(Lovastatin)是一種重要的降血脂、降膽固醇藥物,目前在臨床上應用十分廣泛。洛伐他汀的開環羥基酸部分與體內的羥甲戊二酰輔酶A(HMG-CoA)的化學結構十分相似,作為底物結構類似物,洛伐他汀會對HMG-CoA的代謝過程中的關鍵酶產生競爭性抑制作用導致體內膽固醇合成量減少,從而對高膽固醇血癥、動脈粥樣硬化、高血壓等因膽固醇升高引起的疾病起到防治作用[1-5]。伴隨著生活水平的提高,近年來我國民眾飲食結構和習慣都發生了很大改變,過多攝入高熱量、高脂質、高膽固醇的食物導致動脈粥樣硬化、高血脂、冠心病等“富貴病”的發病率不斷提高,使得洛伐他汀等他汀類藥物的市場需求日益增大。
洛伐他汀是真菌的次級代謝產物,主要生產菌種有青霉菌、紅曲霉和土曲霉等[6-8]。微生物發酵工業中,影響產量的兩個關鍵因素是生產菌種和發酵條件。在紅曲霉發酵生產洛伐他汀的研究方面,對菌種改良或發酵條件優化單獨研究的報道很多。如李盡哲[9]等利用超高壓對紅曲霉進行誘變處理,選育出一株洛伐他汀高產突變株HQ2,其洛伐他汀產量達到3.43 mg/g,相對于出發菌株提高了52.4%;李晶[10]等人研究了紅曲霉M7固態發酵工藝條件,確定固態發酵最佳工藝為發酵溫度26~28 ℃,發酵時間18~20 d,發酵基質初始含水量50%,發酵基質初始pH自然。但對應用響應面優化技術對發酵條件進行系統性研究鮮見報道。為系統地研究洛伐他汀生產的關鍵影響因素,進一步提高洛伐他汀產量,本課題組采用響應曲面法對前期獲得的高產洛伐他汀紅曲霉突變株Monascussp.UV-D-9[11]的發酵條件進行優化,旨在為洛伐他汀工業化生產提供理論依據。
1 材料與方法
1.1 材料與儀器
菌種:紅曲霉Monascussp.UV-D-9,為課題組通過UV與DES復合誘變處理所獲得的高產突變株,其在溫度為32 ℃、轉速為160 r/min的條件下發酵10 d,其洛伐他汀產量達到0.289 mg·mL-1,保藏于本院生物制藥國家重點實訓基地;斜面培養基(PDA) 馬鈴薯20%(煮爛后取汁),蔗糖2%,瓊脂2%;種子及發酵培養基均為PD液體培養基 馬鈴薯20%(煮爛后取汁),蔗糖2%;洛伐他汀標準品 純度≥98%,上海永葉生物科技有限公司。
DZ4-0.8A離心機 北京醫用離心機廠;HPS-250生化培養箱 哈爾濱東明醫療儀器設備廠;CBV-1500A超凈工作臺 上海瑞仰凈化裝備有限公司;QYC.210搖床 上海福瑪實驗設備有限公司;P1201高效液相色譜儀 戴安中國有限公司。
1.2 實驗方法
1.2.1 種子液的制備 在超凈工作臺上,取2環紅曲霉孢子至250 mL搖瓶(內裝150 mL種子培養基)中,將搖瓶置于32 ℃恒溫搖床上,于160 r·min-1的轉速條件下進行培養,直至溶液出現淺紅色。
1.2.2 單因素實驗方法
1.2.2.1 發酵時間對洛伐他汀產量的影響 取250 mL搖瓶6個(內裝100 mL PD培養基),按8%比例接入種子液,置于轉速為160 r·min-1、溫度為32 ℃的搖床分別發酵2、4、6、8、10、12 d(以接種時間計,下同),測定洛伐他汀的產量,確定最佳發酵時間。
1.2.2.2 發酵溫度對洛伐他汀產量的影響 取250 mL搖瓶6個(內裝100 mL PD培養基),按8%比例接入種子液,分別置于溫度分別為26、28、30、32、34、36 ℃,轉速160 r·min-1的搖床發酵10 d。
1.2.2.3 搖床轉速對洛伐他汀產量的影響 取250 mL搖瓶6個(內裝100 mL PD培養基),按8%比例接入種子液,分別置于轉速為140、160、180、200、220、240 r·min-1,溫度為32 ℃的搖床發酵10 d。
1.2.2.4 接種量對洛伐他汀產量的影響 取250 mL搖瓶6個(內裝100 mL PD培養基),分別接入2%、4%、6%、8%、10%、12%的種子液,于溫度為32 ℃、轉速為160 r·min-1的搖床發酵10 d。
1.2.2.5 裝液量對洛伐他汀產量的影響 取250 mL搖瓶6個(內裝100 mL PD培養基),按8%比例接入種子液,置于轉速為160 r·min-1,溫度為32 ℃的搖床發酵10 d。
1.2.3 響應面優化方法 在分析單因素實驗結果基礎上,選取對洛伐他汀產量影響最為顯著的3個關鍵因素,按照Box-Behnken設計對發酵條件進行3因素3水平優化。
1.2.4 洛伐他汀樣品液的制備 用離心試管取一定量的發酵液置于4000 r·min-1的離心機上離心15 min,取上清液經12層紗布過濾所得澄清液體,再過0.22 μm微孔濾膜即得洛伐他汀樣品液。
1.2.5 洛伐他汀含量測定 根據文獻[12],測定條件為:色譜柱:XDB C18柱,檢測波長237 nm,流動相:甲醇∶水(體積比為70∶30),柱溫26 ℃,體積流量1.0 mL/min,進樣量20 μL。
1.2.6 數據分析與處理 采用mintab15.0軟件對實驗數據進行處理和分析。
2 結果與分析
2.1 單因素實驗結果與分析
2.1.1 發酵時間對洛伐他汀產量的影響 從圖1可知,發酵時間在2~10 d內,洛伐他汀產量隨時間的增加而增加,在10 d時達到量高值0.281 mg·mL-1。繼續延長發酵時間,洛伐他汀產量基本保持穩定。其原因是洛伐他汀是紅曲霉的次級代謝產物,其積累速度與菌體生長不一致,有明顯的“滯后性”,當菌體開始衰退時產量達到最高,之后會隨菌體的衰退而下降。因此,從時間與效益綜合考慮,發酵時間選10 d為佳。

圖1 不同發酵時間洛伐他汀生成量的變化曲線Fig.1 Change curve of fermentation time on lovastatin yield
2.1.2 發酵溫度對洛伐他汀產量的影響 一般來講,微生物在一定條件下發酵,均存在一個最利于發酵產物積累的溫度,真菌的最適發酵溫度一般在28~32 ℃左右[13]。從圖2結果來看,洛伐他汀生成量隨發酵溫度的變化曲線圖呈“鐘罩形”。單因素方差分析結果表明,溫度對紅曲霉發酵生產洛伐他汀存在顯著影響(p<0.05)。當發酵溫度在26~30 ℃范圍內,洛伐他汀產量隨溫度增加而增加,在30 ℃時達到最大值0.278 mg·mL-1。當發酵溫度超過30 ℃時,洛伐他汀產量隨溫度增加而下降十分明顯。其原因在于溫度過低,菌體生長緩慢而影響產物的生成,而溫度過高則菌體生長代謝旺盛,消耗營養物質和能量較多,不利于產物的積累,因此,最適發酵溫度為30 ℃。
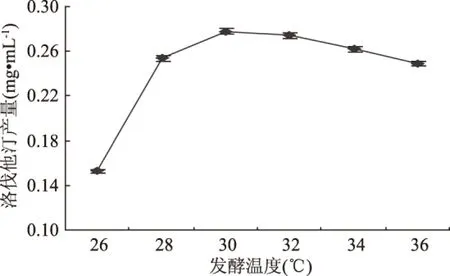
圖2 不同發酵溫度洛伐他汀生成量的變化曲線Fig.2 Change curve of fermentation temperature on lovastatin yield

圖3 不同轉速下洛伐他汀的生成量Fig.3 Production of lovastatin under different revolution
2.1.3 轉速對洛伐他汀產量的影響 由圖3可以看出,洛伐他汀生成量隨轉速變化的曲線圖也呈“鐘罩形”,經單因素方差分析發現,轉速對洛伐他汀產量有顯著影響(p<0.05)。當轉速為180 r·min-1時,洛伐他汀產量最高,達到0.294 mg·mL-1,降低或升高轉速,洛伐他汀產量均明顯下降。轉速對發酵結果的影響具有“兩面性”,一方面保持一定的搖床轉速能促進氣液間傳質,增加溶氧量有利于發酵,進而能提高洛伐他汀產量;另一方面當轉速過快時,會產生過大的剪切力,損傷紅曲霉菌絲體而導致產量下降,故最佳轉速為180 r·min-1。
2.1.4 接種量對洛伐他汀產量的影響 從圖4可知,接種量2%~8%范圍內,洛伐他汀產量隨接種量的增加而增加;但當接種量>8%后增速不明顯,當接種量>10%后反而有所下降。原因是接種細胞密度越大,則達到生長飽和的時間越短,因此適當增加接種量,能節約生產時間,但接種量太大則會增加制備種子液的成本。綜合考慮,應選擇8%的接種量為最佳。

圖4 不同接種量下洛伐他汀生成量Fig.4 Production of lovastatin under different inoculum concentration
2.1.5 裝液量對洛伐他汀產量的影響 由圖5可知,洛伐他汀濃度隨裝液量的增加而逐漸減少,而每個搖瓶中洛伐他汀的總產量則隨裝液量的增加而呈先升后降的趨勢。經單因素方差結果表明,裝液量對洛伐他汀產量有顯著影響(p<0.05)。原因是裝液量對液體發酵溶氧量影響較大,裝液量少時溶氧高,裝液量多時因搖瓶中的液面較高而限制了氣液間的傳質,導致溶氧低。當裝液量為120 mL時,單個搖瓶中洛伐他汀的總產量達到最大值為31.32 mg,此時洛伐他汀濃度也處于較高水平,為0.261 mg·mL-1。綜合考慮,裝液量宜選120 mL為佳。

圖5 不同裝液量下洛伐他汀生成量Fig.5 Production of lovastatin under different medium volume
2.2 響應面實驗結果與分析
根據單因素實驗結果,選取對洛伐他汀產量有顯著影響的3個因素(即溫度(X1)、裝液量(X2)、轉速(X3)),按Box-Behnken設計進行響應面優化分析,其它因素控制在最佳水平,共進行15次實驗,其中中心點重復3次,用來估算誤差。

表1 Box-Behnken設計及實驗結果Table 1 Box-Behnken design and experimental results
2.2.1 模型的擬合與回歸分析 利用mintab15.0軟件對表1所得的數據進行二次多元回歸擬合,得到回歸模型:

表2 模型的方差分析Table 2 Variance analysis of model
2.2.2 響應面優化的直觀分析 響應面圖能直觀反映各因素對響應值的影響,等高線圖則反映因素間的交互作用[14]。采用mintab15.0軟件繪制響應面圖和等高線圖(如圖6~圖8),從圖6可以看出,當轉速固定在X3=0時,等高線呈橢圓形,說明溫度與裝液量交互作用顯著,當溫度為30.1 ℃時,裝液量在100~134.6 mL范圍內,洛伐他汀產量隨裝液量增加而增加,當裝液量>134.6 mL后,則隨裝液量增加洛伐他汀產量反而下降,當裝液量為134.6 mL時,洛伐他汀產量存在最大值0.3197 mg·mL-1。從圖7可以看出,當裝液量固定在X2=0時,等高線呈橢圓形,說明溫度與轉速也存在顯著的交互作用。當溫度為30.5 ℃時,轉速在160~187 r·min-1范圍內,洛伐他汀產量隨轉速增加而增加,而當轉速在187~200 r·min-1范圍內,洛伐他汀產量隨轉速增加反而下降,當轉速為187 r·min-1時,洛伐他汀產量存在最大值0.3175 mg·mL-1。而圖8的等高線呈圓形,說明裝液量與轉速的交互作用不顯著。

圖6 Y=f(X1,X2)響應面立體分析和等高線圖Fig.6 Response surface and contour plots of y=f(X1,X2)

圖7 Y=f(X1,X3)響應面立體分析和等高線圖Fig.7 Response surface and contour plots of y=f(X1,X3)
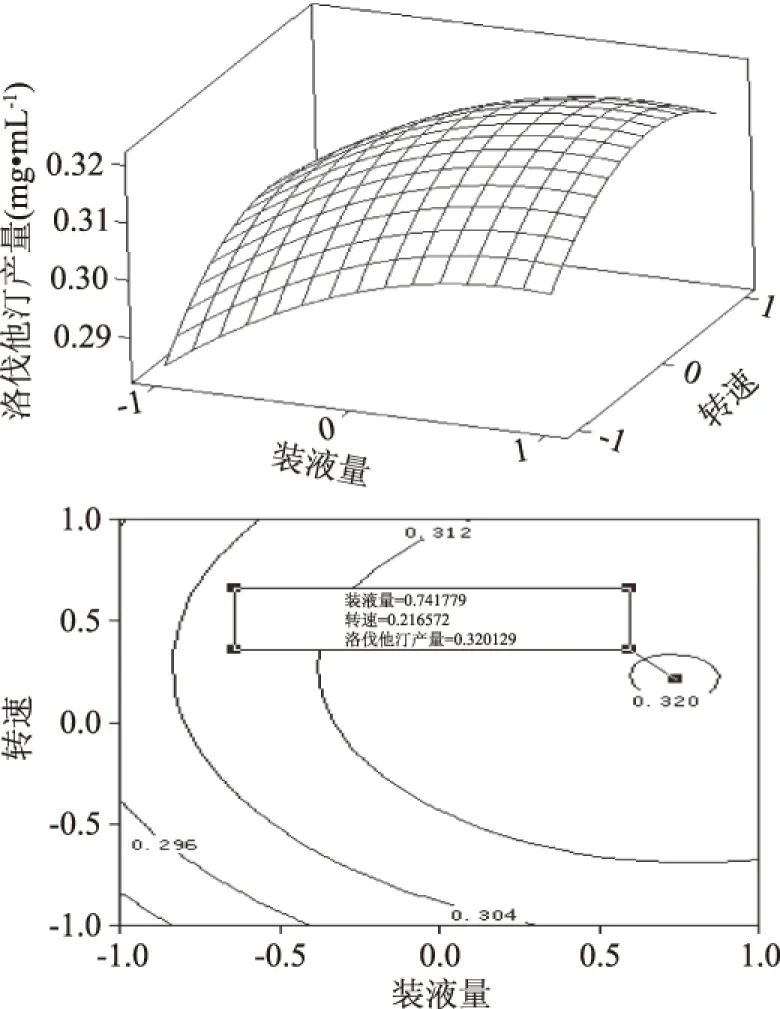
圖8 Y=f(X2,X3)響應面立體分析和等高線圖Fig.8 Response surface and contour plots of y=f(X2,X3)
30.4 ℃,裝液量為134 mL,轉速187 r·min-1,該優化條件下模型預測值為0.319 mg·mL-1。驗證實驗結果為(0.32±0.014) mg·mL-1(n=3),與模型預測值基本接近,說明該擬合模型可以較好地用于結果預測。
3 結論
本實驗采用Box-Behnken設計對紅曲霉高產突變株Monascussp.UV-D-9發酵生產洛伐他汀條件進行了響應面優化研究。通過單因素實驗確定了對洛伐他汀產量影響顯著的因素及進行Box-Behnken實驗水平,即發酵溫度28~32 ℃,裝液量100~140 mL,轉速160~200 r·min-1。在此基礎上,運用Box-Behnken實驗設計響應面優化技術對發酵條件進行了進一步的優化,得到最佳發酵條件為:發酵溫度30.4 ℃,裝液量為134 mL,轉速187 r·min-1,其他條件為發酵時間10 d,接種量8%。在此條件下,洛伐他汀的產量為(0.32±0.014) mg·mL-1(n=3),與模型預測結果0.319 mg·mL-1基本接近。優化后的洛伐他汀產量相對于原始條件提高了10.1%。
[1]Mekenney J M.Lovastatin:a new cholesterol-lowering agent[J]. ClinicalPharmacy,1988,7(1):21-36.
[2]Akira Endo. The discovery and development of HMG-CoA reductase inhibitors[J].J Lipid Res,1992,33(11):1569-1582.
[3]江利香,葛鋒,劉暢,等.紅曲洛伐他汀高產策略[J].中草藥,2011,42(7):1446-1451.
[4]李梅,臺喜生,馮佳麗,等.微生物來源的洛伐他汀的研究進展[J].食品工業科技,2011,32(8):457-460.
[5]Alberts AW Chen J,Kuron G,etal.Mevinilin,a highly protent competitive inhibitor of hydroxymethylglutaryl-coenzyme A reductase and a cholesterol-lowering agent[J].Proc Natl Acad Sci USA,1980,77(7):3957-3961.
[6]李雪梅,沈興海,段震文,等.紅曲霉代謝產物的研究進展[J].中草藥,2011,42(5):1018-1025.
[7]Valera HR,Gomes J,Lakshmi S,etal.Lovastatin producing by solid state fermentation using Aspergi llus flavipes[J].Enzyme Microb Technol,2005,37:521-526.
[8]李亞莉,黑利生,秘鳴,等. 1株紫色紅曲菌(MPT13)產洛伐他汀發酵條件的優化[J].食品工業,2013,34(8):70-72.
[9]李盡哲,王偉,劉敏杰,等.超高壓對紅曲霉菌株的誘變效應[J].中國釀造,2013,38(12):24-27.
[10]李晶,馬貴民,馮曉明,等.紅曲霉固態發酵生產洛伐他汀工藝條件研究[J].安徽農學通報,2014,20(17):29-30.
[11]游玟娟,溫擁軍,李援.高產洛伐他汀紅曲霉復合誘變育種[J].食品工業科技,2014,35(22):213-215.
[12]張鳳琴,李小龍,劉飛,等. HPLC法檢測紅曲霉菌HNLI發酵液中洛伐他汀含量[J].湖南工業大學學報,2009,23(5):26-28.
[13]周德慶.微生物學教程[M].北京:高等教育出版社,2002.
[14]]Sayan Gup ta,C.S.Manohar.An improved response surface method for the determination of failure probability and importance measures[J].Structural Safety,2004,26(2):123-129.
2.2.3 最優條件的求解與驗證實驗 通過對模型求偏導,解逆矩陣得到回歸方程最優解,即x1=0.21、x2=0.71、x3=0.35,轉化為實際水平可得:發酵溫度
Optimization of fermentation conditions on lovastatin yield byMonascussp.UV-D-9
YOU Wen-juan,WEN Yong-jun
(Hunan Chemical Industry Vocational Technology Institute,Zhuzhou 412004,China)
The fermentation conditions ofMonascussp. UV-D-9,which was a high-yield mutant obtained by complex mutagenesis,were optimized by Response Surface Methodology(RSM)to further improve lovastatin yield.The optimum fermentation conditions were received as follows:the fermentation temperature(X1)was 30.4 ℃,the medium volume(X2)was 134 mL,the rotation speed(X3)was 187 r·min-1,fermentation time was 10 d and inoculation amount was 8%. The lovastatin yield ofMonascussp.UV-D-9 under the optimum conditions was(0.32±0.014)mg·mL-1(n=3),which was increased by 10.1% in comparison with the original condition.
lovastatin;Monascussp.UV-D-9.;RSM;fermentation condition;optimization
2016-09-14
游玟娟(1981-),女,本科,講師,研究方向:微生物育種技術,E-mail:55073160@qq.com。
湖南省教育廳科學研究項目(15C0466)。
TS201.3
A
1002-0306(2017)07-0141-05
10.13386/j.issn1002-0306.2017.07.019
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
礦山安全信息(2022年40期)2022-04-07 02:16:52
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代水產(2021年10期)2021-12-05 16:31:48
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
當代陜西(2021年2期)2021-03-29 07:41:24
今日農業(2020年20期)2020-11-26 06:09:10
聚氯乙烯(2018年9期)2018-02-18 01:11:34
