大型薄壁注塑件型腔內熔體縮痕缺陷形成機理分析及成型參數優化模型的研究
2017-04-07 02:24:27胡鄧平伍先明陳立鋒張靜秋
中國塑料 2017年3期
關鍵詞:工藝
胡鄧平,伍先明,陳立鋒,張靜秋
(1.廣東科技學院機電工程系,廣東東莞523083;2.湖南科技大學難加工材料高效精密加工技術湖南省重點實驗室,湖南湘潭411201;3.湖南科技大學機械設備健康維護湖南省重點實驗室,湖南湘潭411201)
大型薄壁注塑件型腔內熔體縮痕缺陷形成機理分析及成型參數優化模型的研究
胡鄧平1,伍先明2,陳立鋒3,張靜秋1
(1.廣東科技學院機電工程系,廣東東莞523083;2.湖南科技大學難加工材料高效精密加工技術湖南省重點實驗室,湖南湘潭411201;3.湖南科技大學機械設備健康維護湖南省重點實驗室,湖南湘潭411201)
以空調框罩為研究案例,從分析縮痕在模具型腔中的形成及演化機理出發,得出了熱交匯差和垂直模具型腔壁厚方向壓力值對縮痕形成的影響規律,并驗證了垂直型腔壁厚兩側的壓力差越大,則縮痕深度越大。結果表明,在熔體溫度(T1)為191.5℃、相對保壓壓力(P1)為85.5%、注射時間(t1)為2.3 s、模具溫度(T2)為33.6℃的條件下,運用遺傳算法迭代優化得到了最佳工藝參數組合和最小縮痕指數值為1.352;在優化得到的工藝參數組合下,通過注塑實驗和仿真模擬相對照,縮痕深度和縮痕指數實際取值范圍分別為0~0.05 mm和0.38%~1.43%。
大型薄壁注塑件;縮痕;演化機理;熱交匯差;工藝參數組合
0 前言
塑料熔體在模具型腔內的不平衡流動在很大程度上會影響塑件的表面品質,缺陷大小主要由熔體流動前沿的偏移程度決定,塑料熔體在模具型腔內的不規則冷卻結晶也會導致縮痕等缺陷的生成。國內外很多學者對塑料熔體在模具型腔內的流動進行了相關研究,Yashiro等[1]以取向張量作為研究依據,將所有樹脂分子和纖維作為一個粒子群組來預測注塑過程中纖維和樹脂的交互作用。Dray等[2]比較了幾種熱彈性塑料在流動中的纖維取向,總結了塑料纖維的流動特征。Soukane等[3]研究了樹脂的流動特點來預測注塑件的變形特征。Gruber等[4]研究得到了一種新的表面品質預測模型,可應用到機器視覺系統來預測樣品表面縮痕凹陷的大小。在成型工藝參數優化模型等方面的研究中,Yin等[5]研究得到了一種Back Propagation(BP)神經網絡,可以建立模具溫度、熔體溫度、保壓壓力、保壓時間以及成型周期等工藝參數與某汽車塑件翹曲變形量的關系。Huang[6]在注射成型參數優化過程中建立了一種退化模型,該模型能夠降低周邊環境噪聲對結果的影響。Mathivanan等[7-8]通過遺傳算法和實驗設計相結合的方式,得到了對縮痕有顯著影響的因素。Guo等[9-10]、Longzhi等[11]均以不同的對象為研究案例,以縮痕最小為研究目標,得到了不同工藝參數與塑件縮痕指數的影響規律。本文在上述研究的基礎上,先分析熔體流變特性中縮痕的形成規律,對縮痕在模具型腔內的形成進行了理論建模,并揭露了縮痕形成的機理,最后針對工藝參數與縮痕之間建立優化模型,求得了最小的縮痕值,并進行了注塑實驗驗證。
1 研究案例
空調框罩形狀為帶有網格的框形薄壁注塑件,用三維激光掃描儀測量得到空調框罩的實際尺寸為854.3 mm×268.2 mm×195.2 mm,塑件壁薄處為3.5 mm,壁厚處約為13.2 mm,由于空調框罩結構相對較復雜,在壁厚與壁薄的交接區域、窗欄、面框角、筋連接及內外表面等位置較容易產生縮痕凹陷,如圖1所示。查閱相關研究論文[12-15]得出結論,當縮痕深度大于0.05 mm時,一般都清晰。在成型物料的選擇方面,根據空調框罩的使用性能要求選擇材料型號為Polyrex PH-60的高抗沖聚苯乙烯(PS-HI)。
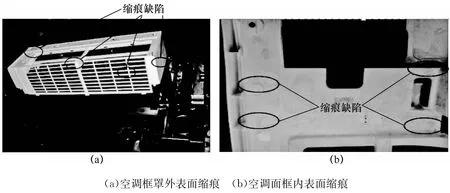
圖1 空調框罩縮痕缺陷Fig.1 Sink mark defects of air-conditioning plane frames
2 縮痕缺陷在模具型腔內的形成過程
如圖2可以看出,塑料熔體在經過冷卻固化的過程中,由于熔體的熱脹冷縮特性而發生體積收縮,在充模結束時,熔體表層己經冷卻固化,而處于芯層的熔體才剛剛冷卻,如果無法得到足夠的保壓熔料補償,那么芯層熔體的冷卻收縮會拉扯熔料的表層,將導致熔體表層往下凹陷而形成縮痕。在注射成型工藝中,由于工藝參數的設置不當,注塑件表層的強度很難平衡芯層的拉力作用,從而在制品表面形成下沉缺陷等問題。另外塑料熔體的溫度變化、塑料分子結構變化以及塑料熔體分子取向和內應力也會一定程度上影響縮痕的形成。
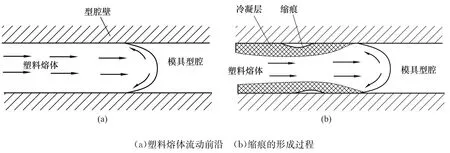
圖2 縮痕缺陷的形成過程Fig.2 Formation process of sink mark defects
3 縮痕形成過程的建模分析
3.1 熔體在模具型腔中的流動方程建模
如圖3所示,空調框罩的成型過程中被認為是一個非等溫、非穩態和黏彈性的復雜過程。在注射成型熔體的流動過程中,可運用微元法,取部分流體作為參考對象,在塑料熔體流動方向上取一個流體質點團,設為x、y、z 3個方向。
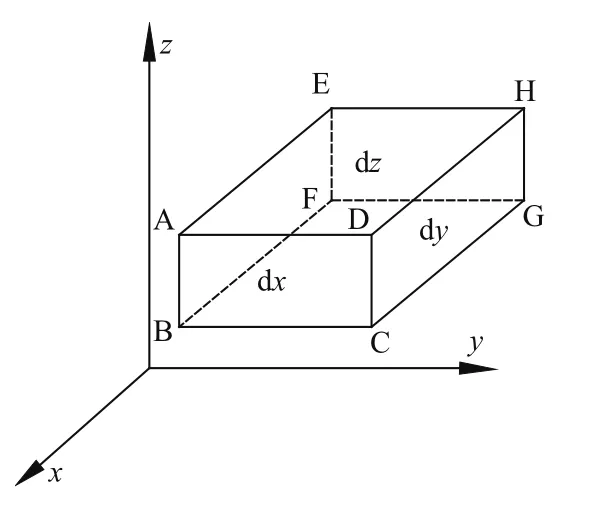
圖3 流體質點團的流速分解Fig.3 The flow rate of the fluid particle group decomposition
單位時間內,EFGH面的塑料流通量為ρu d y d z,則通過ABCD面的流通量為,其他3對表面塑料熔體流動過程也相似,那么可得在三維直角坐標系中塑料熔體流動的連續性方程,如式(1)所示。

式中 x——中面坐標,m
y——中面坐標,m
z——壁厚方向坐標,m
u——x方向的速度分量,m/s
v——y方向的速度分量,m/s
w——z方向的速度分量,m/s
t——塑料熔體的流動時間,s
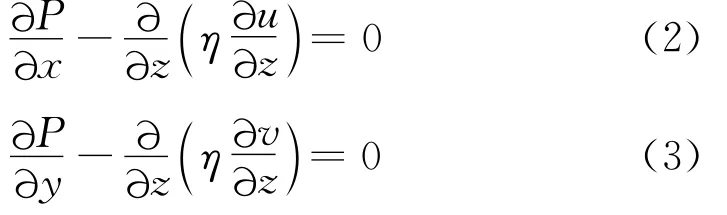
塑料熔體注射流動過程中必須遵守動量守恒方程,那么在流動過程中的動量變化率如公式(2)、(3)所示。
熔體流動過程中的能量方程如式(4)所示。

式中 η——剪切黏度,Pa·s
ρ——PS-HI熔體的密度,g/cm3
K——PS-HI熔體的熱傳導率,W/(m·K)
CP——PS-HI熔體的比熱容,J/(kg·K)
γ·——PS-HI熔體的剪切速率,s-1
P——PS-HI熔體的壓力,MPa
T——PS-HI熔體的溫度,K
因此PS-HI熔體的γ·可進一步表示為式(5)。

3.2 空調框罩內縮痕形成的過程建模
由于填充熔體與空調框罩型腔壁面溫度不同,從而之間會產生熱交換,將導致不同溫度塑料熔體間的熱交匯,故而產生縮痕。如圖4所示,現設空調框罩型腔壁厚為b,Tb表示型腔壁溫度,同樣假設熔體在型腔中流動關于中性面層對稱,且假設塑料熔體溫度和流速都沿中性面對稱分布。
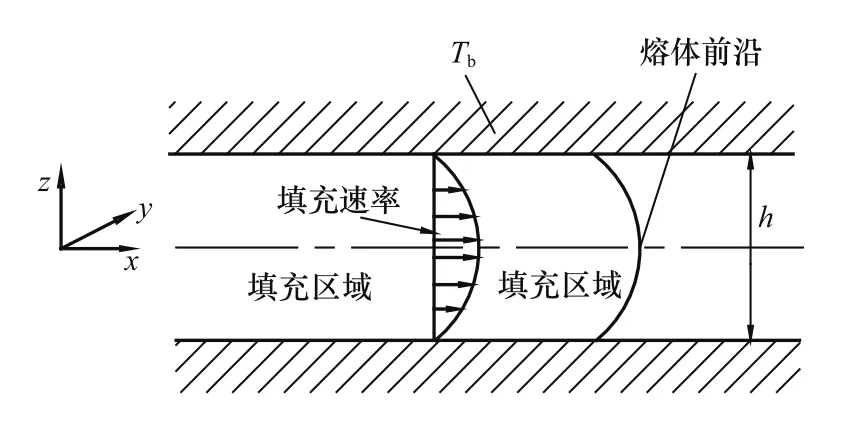
圖4 空調框罩模具型腔對稱邊界Fig.4 The mold cavity symmetrical boundary of air-conditioner plane frame
在空調框罩型腔壁面上Z=±h/2,滿足邊界條件,如式(6)所示。

式中 h/2——空調框罩模具型腔半壁厚,m
Tm——模具型腔壁臨界溫度,K
在空調框罩型腔中心面上Z=0,滿足邊界條件如式(7)所示。

式中 Tb——空調框罩模具型腔壁面溫度,K
假定通過空調框罩澆口位置處邊界Cj的塑料熔體流量為注射機注入的流量,同時入口邊界上的壓力均勻分布,則如式(8)所示。

式中 Q(t1)——t1時刻的熔體流量,m3/h
q——PS-HI熔體的流通率,g/min
h——注塑模具型腔的壁厚,m
l——熔料長度,m
n——法方向矢量
將空調框罩熔料流動過程中的動量方程式(2)、(3)在厚度方向上二次積分,并且利用無滑移邊界條件,可求得如式(9)、(10)所示。
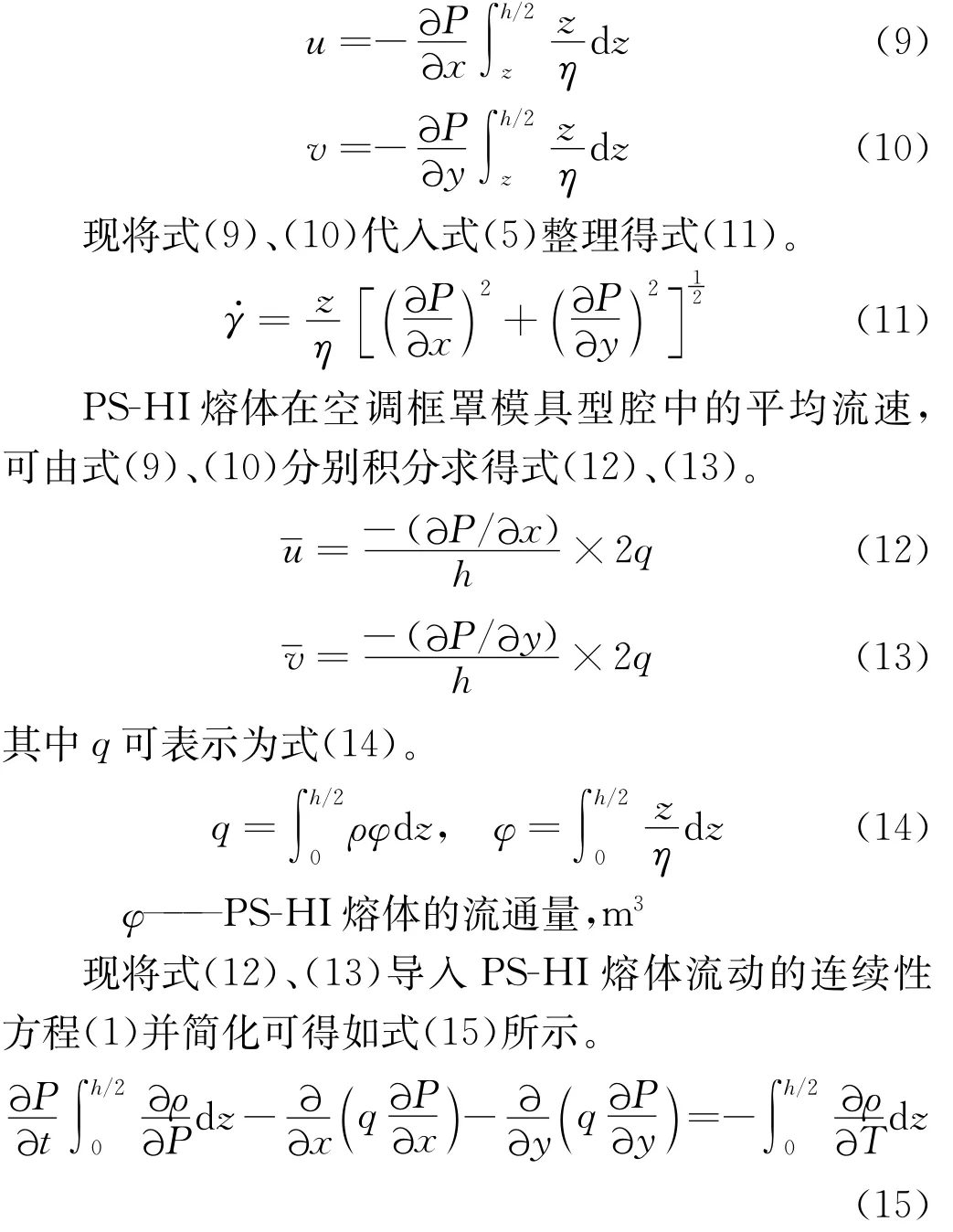
總之,像空調框罩這樣的復雜薄壁框形注塑件,又有較多的網格窗欄,壓力邊界條件可以認為PS-HI熔體在澆口位置處為給定的注射壓力PE(t),熔體流動前沿壓力為零,空調框罩模壁處壓力也滿足無滲透邊界條件,對式(15)積分并利用空調框罩PS-HI熔體流動邊界條件可得到壓力場控制方程簡化為如式(16)所示。

由于縮痕缺陷大都是由內部芯層塑料熔體拉扯表層塑料熔體,而且保壓補償又不足,所以在縮痕缺陷上的熔體的法向速度和壓力應保持連續,即滿足式(17)、(18)。

式中 P+——縮痕凹陷垂直模具型腔壁厚方向的壓力值,N
P-——縮痕凹陷垂直模具型腔壁厚方向的壓力值,N

因此,兩側壓力值相差越大,縮痕將會越深。
4 工藝參數優化建模及實驗
4.1 工藝參數優化建模
工藝參數對于熔體在模具型腔中的流動具有較大的影響,現針對空調框罩在成型過程中的最主要的幾個成型參數,進行優化建模。在空調框罩工藝參數的影響分析中,t1、T1、P1、T2為工藝過程中可控的4個主要成型參數。由于設計因素為4個,從而選擇25個試驗點在四元二次回歸組合設計中作為參考依據。
根據空調框罩的注射條件、所選材料特性、生產效率以及單因素取值對縮痕指數的影響程度,再結合moldflow仿真軟件的系統推薦值,四元二次組合設計中4個工藝參數的取值范圍分別設置為:t1為1~2.6 s,P1為70%~90%,T1為176~260℃,T2為21~48℃,根據回歸正交組合設計的結構矩陣及計算表的算法原則,分別運用四元二次組合實驗的參數設計規律,進行Moldflow模擬實驗,得到了每組參數的縮痕指數值,縮痕指數為相應部位縮痕深度與該處塑件壁厚的比值,篇幅所限省略了回歸正交組合矩陣計算表。
根據注塑工藝參數的試驗結果的結構矩陣及計算表,并分析統計數據,同時根據相關工藝參數與x1、x2、x3、x4的對應關系,可得式(19)~(22)。
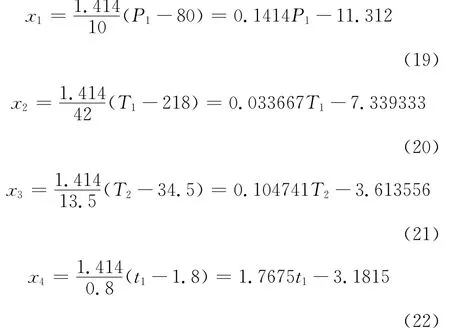
將式(19)~(22)分別帶入四元二次多項式可以得到空調框罩縮痕指數的四元二次響應面模型[如式(23)]所示。
根據各注塑工藝參數的取值范圍和限定條件,在Matlab中對優化模型進行fminsearch函數編程,并進行遺傳算法進行求解,可求得參數組合縮痕指數最小值F(P1,T1,T2,t1)min=1.352。此時模具的T1為191.5℃,P1為85.5%,t1為2.3 s,T2為33.6℃。
4.2 注塑實驗及仿真分析
最后通過注塑實驗和模擬分析數據進行對比,根據優化模型得到的成型工藝參數,成型塑件產品如圖5所示,通過三維激光測試儀得到空調框罩樣品內外表面成型品質較好,縮痕深度取值范圍為0~0.05 mm,表面光潔無法觀察到縮痕,從而計算得到縮痕深度最大值與空調框罩壁薄3.5 mm處比值計算為1.43%,與空調框罩壁厚13.2 mm處比值計算為0.38%,從而得到空調框罩表面縮痕指數的取值范圍為0.38%~1.43%,同時在Moldflow仿真軟件中取T1為191.5℃,P1為85.5%,t1為2.3 s,T2為33.6℃,其他參數取默認值,可得縮痕指數圖如圖5所示,空調框罩最大縮痕指數優化為1.433,與成型產品表面縮痕誤差較小,與優化模型中縮痕指數最優值的相對誤差為5.63%,從而達到了工藝生產的要求。
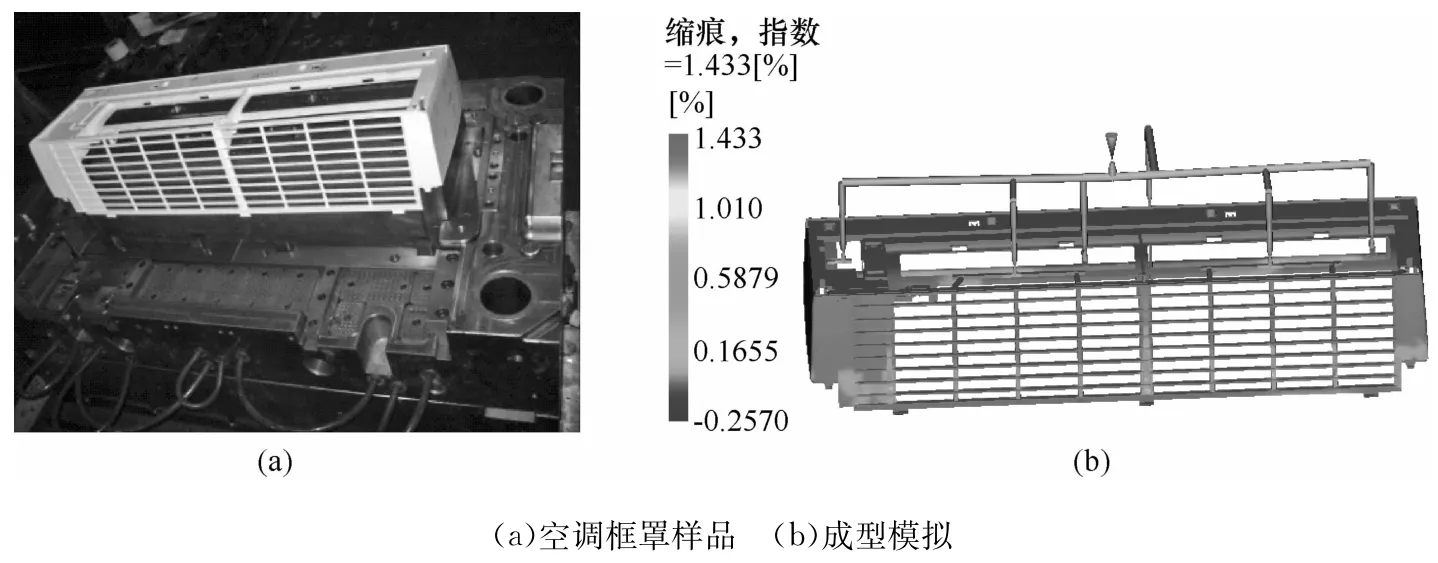
圖5 工藝參數優化后的產品縮痕Fig.5 Sink mark index after the optimization of injection molding parameters
5 結論
(1)以空調框罩內外表面的縮痕缺陷為研究案例,對初步成型塑件的內外表面進行了測量,得到了空調框罩產生縮痕的位置和大小,對縮痕在模具型腔中形成及演化機理進行了深入分析,得出了縮痕形成的一般規律;
(2)對縮痕凹陷在模具型腔內的形成進行了理論建模,得出了熱交匯差和垂直模具型腔壁厚方向壓力值對縮痕形成的影響規律,驗證了垂直型腔壁厚兩側的壓力差越大,則縮痕深度越大;
(3)通過注塑實驗和仿真模擬,空調框罩表面縮痕深度較小,并運用遺傳算法迭代優化得到了空調框罩的最佳工藝參數組合和最小縮痕指數,縮痕深度取值范圍為0~0.05 mm,縮痕指數的取值范圍為0.38%~1.43%,表面光潔度較高,達到了工藝生產要求,為注塑行業縮痕缺陷的防范提供了指導性依據。
[1] Yashiro S,Okabe T,Matsushima K.A Numerical Approach for Injection Molding of Short-fiber-reinforced Plastics Using a Particle Method[J].Advanced Compo-site Materials,2011,20(6):503-517.
[2] Dray D,Gilormini P,Régnier G.Comparison of Several Closure Approximations for Evaluating the Thermoelastic Properties of an Injection Molded Short-fiber Composite[J].Composites Science and Technology,2007,67(7):1601-1610.
[3] Soukane S,Trochu F.Application of the Level Set Method to the Simulation of Resin Transfer Molding[J].Composites Science and Technology,2006,66(7):1067-1080.
[4] Gruber D P,Macher J,Haba D,et al.Measurement of the Visual Perceptibility of Sink Marks on Injection Molding Parts by a New Fast Processing Model[J].Polymer Testing,2014,33(1):7-12.
[5] Yin F,Mao H,Hua L,et al.Back Propagation Neural Network Modeling for Warpage Prediction and Optimization of Plastic Products During Injection Molding[J].Materials&design,2011,32(4):1844-1850.
[6] Huang M S,Lin T Y.An Innovative Regression Modelbased Searching Method for Setting the Robust Injection Molding Parameters[J].Journal of Materials Processing Technology,2008,198(1):436-444.
[7] Mathivanan D,Parthasarathy N S.Sink-mark Minimization in Injection Molding Through Response Surface Regression Modeling and Genetic Algorithm[J].The International Journal of Advanced Manufacturing Technology,2009,910(45):867-874.
[8] Mathivanan D,Nouby M,Vidhya R.Minimization of Sink Mark Defects in Injection Molding Process-Taguchi Approach[J].International Journal of Engineering,Science and Technology,2010,2(2):13-22.
[9] Guo W,Hua L,Mao H.Minimization of Sink Mark Depth in Injection-molded Thermoplastic Through Design of Experiments and Genetic Algorithm[J].The International Journal of Advanced Manufacturing Technology,2014,72(1/4):365-375.
[10] Guo W,Hua L,Mao H J.Minimizing the Warpage and Sink Mark Depth in Injection-molded Thermoplastics[J].Advanced Materials Research,2011,189(2):2081-2086.
[11] Longzhi Z,Binghui C,Jianyun L,et al.Optimization of Plastics Injection Molding Processing Parameters Based on the Minimization of Sink Marks[C]//Mechanic Automation and Control Engineering(MACE),2010 International Conference on.IEEE,2010:593-595.
[12] Hoyden K,Engelmann P.Smoke and Mirrors:Hiding Sink in Plain Sight[J].ANTEC2008,Society of Plastics Engineers,2008,21(1):703-707.
[13] Horton K B.Quantifying a Key Injection Molding Attribute Defect[D].Michigan:Western Michigan University,1999.
[14] Shi L,Gupta M.Prediction of Sink Marks in Injectionmolded Plastic Parts Using a Localized Shrinkage Analysis Near a Rib[C]//TECHNICAL PAPERS OF THE ANNUAL TECHNICAL CONFERENCE-SOCIETY OF PLASTICS ENGINEERSINCORPORATED.SOCIETY OF PLASTICS ENGINEERS INC,1998,1:609-613.
[15] ?ktem H.Modeling and Analysis of Process Parameters for Evaluating Shrinkage Problems During Plastic Injection Molding of a DVD-ROM cover[J].Journal of Materials Engineering and Performance,2012,21(1):25-32.
Formation Mechanism Analysis of Melt Sink Mark Defects Inside Mold Cavity for Large Thin-wall Plastic Parts and Parameters Optimization Model of Molding Process
HU Dengping1,WU Xianming2,CHEN Lifeng3,ZHANG Jingqiu1
(1.Department of Mechanical and Electrical Engineering,Guangdong University of Science and Technology,Dongguan 523083,China;2.Hunan Provincial Key Laboratory of High Efficiency and Precision Machining of Difficult-to-cut Material,Hunan University of Science and Technology,Xiangtan 411201,China;3.Hunan Provincial Key Laboratory of Health Maintenance for Mechanical Equipment,Hunan University of Science and Technology,Xiangtan 411201,China)
Based on the case study of air-conditioning plane frames,sink mark formation and evolutionary mechanism in a mold cavity were analyzed.Influence of bad thermal intersection and stress along the direction of wall thickness vertical to mold cavity on the formation of sink mark were achieved,and the vertical pressure difference between the both sides of cavity wall thickness was confirmed.It was found that the greater the pressure difference,the deeper was the sink mark.The studies indicated that,with a melt temperature of 191.5℃,a relative pressure maintaining pressure of 85.5%,a mold temperature of 33.6℃and injection time of 2.3 s,the optimum process parameters for the air-conditioning plane frame were achieved by using genetic algorithm and the minimum shrink mark index was calculated to be 1.352.Through a comparative investigation on injection experimental results and simulation values,and the exact value of sink mark depth and the sink mark index should be set to 0~0.05 mm and 0.38%~1.43%under the combination of optimized process parameters,respectively.
large thin-wall injection-molded part;sink mark;evolutionary mechanism;bad thermal intersection;combination of process parameter
TQ320.66
:B
:1001-9278(2017)03-0076-06
10.19491/j.issn.1001-9278.2017.03.014
2016-09-21
聯系人,hudengping668@163.com
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52