陶瓷工廠多節漸縮圓錐管90°彎頭工程圖的畫法及其展開料
2017-04-06 17:24:02蔡祖光
佛山陶瓷 2017年3期
蔡祖光

摘 要:本文介紹了陶瓷工廠多節漸縮圓錐管90°彎頭工程圖目前常用的作圖方法,分析了造成該作圖方法錯誤的原因,詳細論述了多節漸縮圓錐管90°彎頭工程圖的正確畫法及其展開料的設計。
關健詞:多節漸縮圓錐管90°彎頭;工程圖;畫法;圓錐管展開料的設計
1 引言
多節漸縮圓錐管90°彎頭是多節漸縮正圓錐管組成90°彎頭的簡稱(俗稱90°“牛角”彎頭),它是陶瓷工廠燃油輸送、窯爐助燃空氣、冷卻空氣的輸送及含煙含塵氣體的排放、墻地磚干壓成型工序及日用陶瓷制品、衛生陶瓷制品修坯工序通風除塵、干壓成型用陶瓷粉料制備用噴霧干燥器熱風管道及排濕排煙等管道工程中廣泛應用的變徑轉彎構件。如:陶瓷工廠窯爐助燃空氣、冷卻空氣的輸送及含煙含塵氣體的排放管道等常用的變徑90°轉彎構件,就是由多節圓錐度角相同的圓錐管通過咬邊連接(薄板)或焊接(中厚板)后制成的管道附件,其接口處的結合線為橢圓,在其軸向投影面內重合為一直線。盡管一些資料[1~5]上介紹了多節漸縮圓錐管90°彎頭工程圖的畫法及其展開料的設計計算,但因其缺乏系統性和完整性的敘述,難于理解,甚至有些觀點還是錯誤的,不便于正確地指導實踐生產。為此筆者通過相關文獻加以綜述,并提出自已的觀點,供同行批評指正。
2 問題的提出
2.1多節(5節)圓管90°彎頭工程圖的繪制方法
與多節漸縮圓錐管90°彎頭一樣,多節圓柱管90°彎頭也是由多節圓柱管組成90°彎頭的簡稱。同樣,多節圓管90°彎頭也是陶瓷工廠窯爐助燃空氣、冷卻空氣的輸送及含煙含塵氣體的排放管道等常用的另一等徑轉彎構件,它是由多節直徑相同的圓管(圓柱管的簡稱)通過咬邊連接(薄板)或焊接(中厚板或成品中厚壁圓管)后制成的。同樣,其接口處的結合線也是橢圓,在其軸向投影面內仍重合為一直線。多節圓管90°彎頭的三維實體示意圖如圖1所示,其中圖1(a)為5節圓管90°彎頭的三維實體示意圖,圖1(b)為7節圓管90°彎頭的三維實體示意圖。
實踐生產中,多節圓管90°彎頭可由n(n為大于2的整數,因為n=2時變成90°直角彎頭)節切割成斜切口的圓管段組成,其中兩端部圓管只有一端為斜切口,另一端為正切口。中間部分圓管段的兩端均為斜切口,且中間部分圓管段中心線的長度為端部圓管段中心線長度的2倍,假設多節圓管90°彎頭的彎曲半徑為R=800mm,以5節外徑為D=500 mm及壁厚為δ=4mm的圓管90°彎頭為例進行分析,端節(兩端部圓管段)的角度β(圓管段兩端面與“蝦米腰”彎頭彎曲中心C連線所成的夾角)為:β=■=■=11.25°,中間部分圓管段的角度均為2β=22.5°;端節(兩端部圓管段)中心線的長度h為:h=R·tanβ=800·tan11.25°=159.13(mm),中間部分圓管段中心線的長度均為2h =318.26mm。
如圖2所示,我們可以作出外徑為D=500 mm及壁厚為δ=4mm的圓管的軸向投影圖,該圓管的軸向長度(高度)H為:H=2(n-1)·h=2·(5-1)·119.13=1273.04(mm)。在該軸向投影圖中,由圓管底部A0處沿其軸心線向上依次截取長度為A0A1=h、A0A2=3h、A0A3=5h及A0A4=7h(其中h=159.13mm)與圓管的軸心線相較于點A1、A2、A3及A4,然后過點A1及點A3向“蝦米腰”彎頭的彎曲中心C側作斜度角為β(β=11.25°)的直線,同時過點A2及點A4向“蝦米腰”彎頭的彎曲中心C側的反方向作斜度角為負β(β=11. 25°)的直線,此四直線將圓管分割成5節。
2.1.1傳統繪制法
如圖2所示,若以第1節(從圓管底部A0處往上算起)圓管段(A0至A1之間的圖形)為基礎,將第2節圓管段(A1至A2之間的圖形)繞其軸心線旋轉180°后,再以其右側的最低點為旋轉中心,將整個圖形逆時針方向旋轉2β=22.5°后,疊加在第1節圓管段的上端部;再以第3節圓管段(A2至A3之間的圖形)右側的最低點為旋轉中心,將整個圖形逆時針旋轉4β=45°后,再疊加在第2節圓管段的上端部;同樣將第4節圓管段(A3至A4之間的圖形)繞其軸心線旋轉180°后,再以其右側的最低點為旋轉中心,將整個圖形逆時針旋轉6β=67.5°后,再疊加在第3節圓管段的上端部;最后以第5節圓管段(A4至A5之間的圖形)右側的最低點為旋轉中心,將整個圖形逆時針旋轉8β=90°后,再疊加在第4節圓管段的上端部后,就獲得了5節圓管90°彎頭的工程圖,如圖3所示。
2.1.2快速繪制法
顯然,上述傳統繪圖方法比較繁瑣,尤其是等分圓管的節數更多時,勞動強度就更大,結果繪制多節圓管90°彎頭的工程圖所花費的時間就更長,繪圖效率就更低。為此,我們可采用以下快速繪制多節圓管90°彎頭工程圖的方法。仍以5節圓管90°彎頭為例進行描述,具體操作過程如下:
如圖4所示,以5節圓管90°彎頭的彎曲中心點C為圓心,以彎曲半徑R=800mm作四分之一圓周分別與過點C的水平線和垂直線相交于點A0和點A5,然后過點A0向上作垂線與過C 點沿直線CA0逆時針方向旋轉β的直線交于點A1;緊接著過點A1作上述四分之一圓周的切線與過C 點沿直線CA1逆時針方向旋轉2β的直線交于點A2;緊接著再過點A2作上述四分之一圓周的切線與過C 點沿直線CA2逆時針方向旋轉2β的直線交于點A3;隨后過點A3作上述四分之一圓周的切線與過C 點沿直線CA3逆時針方向旋轉2β的直線交于點A4;直線連接點A4和點A5。隨后再分別以點A0、點A1、點A2、點A3、點A4和點A5 為圓心,以圓管直徑D為直徑作圓A0、圓A1、圓A2、圓A3、圓A4和圓A5共6個圓。其中圓A0與直線CA0相交點B和點D,圓A5與直線CA5相交點E和點F。分別過點B和點D作圓A1的切線,同樣,分別過點E和點F作圓A4的切線。然后,依次作出圓A1與圓A2、圓A2與圓A3及圓A3與圓A4之間的外公切線。最后,依次直線連接圓A1、圓A2、圓A3和圓A4內、外兩側的切線及外共切線的相應交點以及內外兩側的切線及外共切線后,獲得如圖4所示的圖形。為了使圖形表達得更為清晰,省略各輔助圓及相應的相交線后就轉變成5節圓管90°彎頭的工程圖,如圖3所示。
2.2多節(5節)漸縮圓錐管90°彎頭目前“公認”工程圖的畫法
多節(5節)漸縮圓錐管90°彎頭的三維實體示意圖如圖5所示。
假設多節漸縮圓錐管90°彎頭由5節圓錐管組成,其技術參數為:彎曲半徑為R=800mm,圓錐管的最大外徑為D=600 mm,圓錐管的最小外徑為d=350 mm及壁厚為δ=4mm,與5節圓管90°彎頭一樣,端節(兩端部圓錐管段)的角度β(圓錐管段兩端面與“牛角”彎頭彎曲中心C連線所成的夾角)為:β=■=■11.25°,中間部分圓錐管段的角度均為2β=22.5°;端節(兩端部的圓錐管段)中心線的長度h為:h=R·tanβ=800·tan11.25°=159.13(mm),中間部分圓錐管段中心線的長度均為2h =318.26mm。
如圖6所示,我們可以作出最大外徑為D=600 mm、最小外徑為d=350 mm及壁厚為δ=4mm的圓錐管的軸向投影圖,該圓錐管的軸向長度(高度)H為:H=2(n-1)·h=2(5-1)·119.13=1273.04(mm)。在該軸向投影圖中,由圓錐管底部A0處沿其軸心線向上依次截取長度截取長度為A0A1=h、A0A2=3h、A0A3=5h及A0A4=7h(其中h=159.13mm)與圓錐管的軸心線相較于點A1、A2、A3及A4,然后過點A1及點A3向“牛角”彎頭的彎曲中心點C側作斜度角為β的直線,同時過點A2及點A4向“牛角”彎頭的彎曲中心點C側的反方向作斜度角為負β的直線,此四直線將圓錐管分割成5節。
根據圓錐管的性質,獲得各節圓錐管等分點處的半徑縮減率:
S=■=■=15.625(mm)
顯然,等分點A1、點A2、點A3及點A4處水平截面圓的半徑R1、R2、R3及R4分別為:
R1=■-S=■-15.625=284.375(mm)
R2=■-3S=■-3×15.625=253.125(mm)
R3=■-5S=■-5×15.625=221.875(mm)
R4=■-7S=■-7×15.625=190.625(mm)
同樣,按照多節圓管90°彎頭工程圖的快速繪制方法,繪制5節漸縮圓錐管90°彎頭工程圖。如圖6所示,以5節漸縮圓錐管90°彎頭的彎曲中心點C為圓心,以彎曲半徑R=800mm作四分之一圓周分別與過點C的水平線和垂直線相交于點A0和點A5,然后過點A0向上作垂線與過C 點沿直線CA0逆時針方向旋轉β(β=11.25°)的直線交于點A1;緊接著過點A1作上述四分之一圓周的切線與過C 點沿直線CA1逆時針方向旋轉2β的直線交于點A2;緊接著再過點A2作上述四分之一圓周的切線與過C 點沿直線CA2逆時針方向旋轉2β的直線交于點A3;隨后過點A3作上述四分之一圓周的切線與過C 點沿直線CA3逆時針方向旋轉2β的直線交于點A4;直線連接點A4和點A5。隨后再分別以點A1、點A2、點A3、點A4為圓心,以R1、R2、R3及R4為半徑作圓A1、圓A2、圓A3、圓A4;以點A0為圓心,以圓錐管的最大外徑D=600 mm為直徑作圓A0,圓A0與直線CA0相交點B和點D;以點A5 為圓心,以圓錐管的最小直徑d=350mm為直徑作圓A5;同樣,圓A5與直線CA5相交點E和點F。分別過點B和點D作圓A1的切線,同樣,分別過點E和點F作圓A4的切線。然后,依次作出圓A1與圓A2、圓A2與圓A3及圓A3與圓A4之間的外公切線。最后,依次連接圓A1、圓A2、圓A3和圓A4內、外兩側的切線及外共切線的相應交點以及內外兩側的切線及外共切線后,獲得如圖7所示的圖形。為了使圖形表達得更為清晰,省略各輔助圓及相應切線、外公切線的相交線后就轉變成5節圓錐管90°彎頭目前通常“公認”的工程圖[1~5],如圖8所示。
事實上,如圖8所示5節漸縮圓錐管90°彎頭目前 “公認”的工程圖是錯誤的,因為經測量各節圓錐管的錐度角可知,它們是互不相等的,顯然與多節漸縮錐管90°彎頭的定義是自相矛盾的。5節漸縮圓錐管90°彎頭工程圖的正確畫法介紹如下。
3 多節(5節)漸縮圓錐管90°彎頭工程圖的正確畫法
如圖6所示,與多節(5節)圓管90°彎頭工程圖的傳統繪制方法一樣。若以第1節(奇數節)圓錐管段(從圓錐管底部A0處往上算起,A0至A1之間的圖形)為基礎,將第2節(偶數節)圓錐管段(A1至A2之間的圖形)繞其軸心線旋轉180°后,再以其右側的最低點為旋轉中心,將整個圖形逆時針方向旋轉2β=22.5°后,疊加在第1節圓錐管段的上端部;再以第3節(奇數節)圓錐管段(A2至A3之間的圖形)右側的最低點為旋轉中心,將整個圖形逆時針旋轉4β=45°后,再疊加在第2節圓錐管段的上端部;同樣將第4節(偶數節)圓錐管(A3至A4之間的圖形)繞其軸心線旋轉180°后,再以其右側的最低點為旋轉中心,將整個圖形逆時針旋轉6β=67.5°后,再疊加在第3節圓錐管段的上端部;最后以第5節(奇數節)圓錐管段(A4至A5之間的圖形)右側的最低點為旋轉中心,將整個圖形逆時針旋轉8β=90°后,再疊加在第4節圓錐管段的上端部后,就獲得了5節漸縮圓錐管90°彎頭的工程圖,如圖9所示。所以說,對于多節(n節,n為大于2的整數,因為n=2時變成90°直角彎頭,不屬于90°彎頭的范疇)漸縮圓錐管90°彎管的工程圖的畫法可歸納如下:
(1)作出圓錐管分成n節的等分示意圖(如圖6所示,n=5)
(2)以第1節圓錐管段為基礎,即作為n節漸縮圓錐管90°彎管工程圖的底部。
(3)然后依次將偶數節圓錐管圍繞軸心線旋轉180°后,奇數節圓錐管不需旋轉。再沿各自圖形低端的最高點沿“牛角”彎頭的彎曲中心側旋轉2(n-1)·β疊加在上一節圓錐管段的上端部,直至完成第n節圓錐管的疊加后,就獲得多節(n節)漸縮圓錐管90°彎管的工程圖(如圖9所示,n=5)。
顯然,比較圖8和圖9可知,其區別是非常明顯的。主要表現在以下幾方面:
(1)多節(5節)漸縮圓錐管90°彎頭的彎曲半徑隨著圓錐管外徑的逐漸減小而依次減小,由底部第1節圓錐管段(圓錐管最大外徑端)處的最大值R=800mm依次減小至頂部第5節圓錐管段(圓錐管最小外徑端)的最小值777.39mm。
(2)除底部第1節圓錐管段上端部的軸向投影線與第1節的角度線重合外,其余各節圓錐管段上端部的軸向投影線都超出其角度線一定距離,至最末節(第5節)達到最大超出值。
(3)各節圓錐管的軸心線是不再是相交的,并且從底部第1節圓錐管段開始依次向彎曲中心點C側偏移。
(4)形成90°彎頭后,其頂端第5節圓錐管段的軸向長度超出90°角度線一定距離。
(5)各節圓錐管的錐度角處處相等。
所以說,多節(5節)漸縮圓錐管90°彎頭工程圖的正確畫法如圖9所示。
4 造成多節(5節)漸縮圓錐管90°彎頭工程圖繪制錯誤的原因
僅根據多節(5節)圓管90°彎頭工程圖的特點,而忽視了圓柱管與圓錐管之間的差異,隨意省略了繁復的繪圖過程,僅憑主觀猜想推斷出多節(5節)漸縮圓錐管90°彎頭目前“公認”的工程圖的畫法是造成多節(5節)漸縮圓錐管90°彎頭工程圖繪制錯誤的原因。發現這一錯誤其實很簡單,只需測量各節(5節)圓錐管段的錐度角(如圖8所示),因為它們是互不相同的,顯然這與多節漸縮錐管90°彎頭的定義是自相矛盾的。所以說,多節(5節)漸縮圓錐管90°彎頭目前“公認”的工程圖的畫法是錯誤的。
5 多節(5節)漸縮圓錐管90°彎頭展開料的設計
5.1設計計算
多節(5節)漸縮圓錐管90°彎頭展開料的設計可以看成是如圖6所示圓錐管展開料的設計。根據板料折彎(也稱滾彎)成型圓錐管(正圓錐臺筒體)的特性,可知其展開圖是以中性面(到圓錐管內、外表面距離相等的點所組成的面)進行設計計算的,其等分方法同圖6所述,其展開料的設計計算原理圖如圖10所示。同時,如圖6所示的圓錐管就是一個正圓錐臺筒體,正圓錐臺筒體的展開圖是一個扇形[1~5],且扇形的內徑、外徑及其圓心角與正圓錐臺的大徑D0、小徑d0及高度H具有下例關系:
D0=D-δ=600-4=596(mm)
d0=d-δ=350-4=346(mm)
H=8h=8×159.13=1273.04(mm)
錐度角:
γ=2tan■■=2tan■■=11.22°
若設正圓錐臺頂部正圓錐體的高度為H0,根據正圓錐臺及其頂部正圓錐體的特性可得:■=■
那么可得:H0=■=■=1761.89(mm)
所以說,正圓錐臺展開成扇形的外圓半徑R6、內圓半徑R7及圓心角α分別如下:
R6=■)■=■)■
=3049.52(mm)
R7=■)■=■)■=1770.36(mm)
α=■×■=■×■=■=35.18°
5.2作圖
(1)5節漸縮圓錐管90°彎頭的展開圖
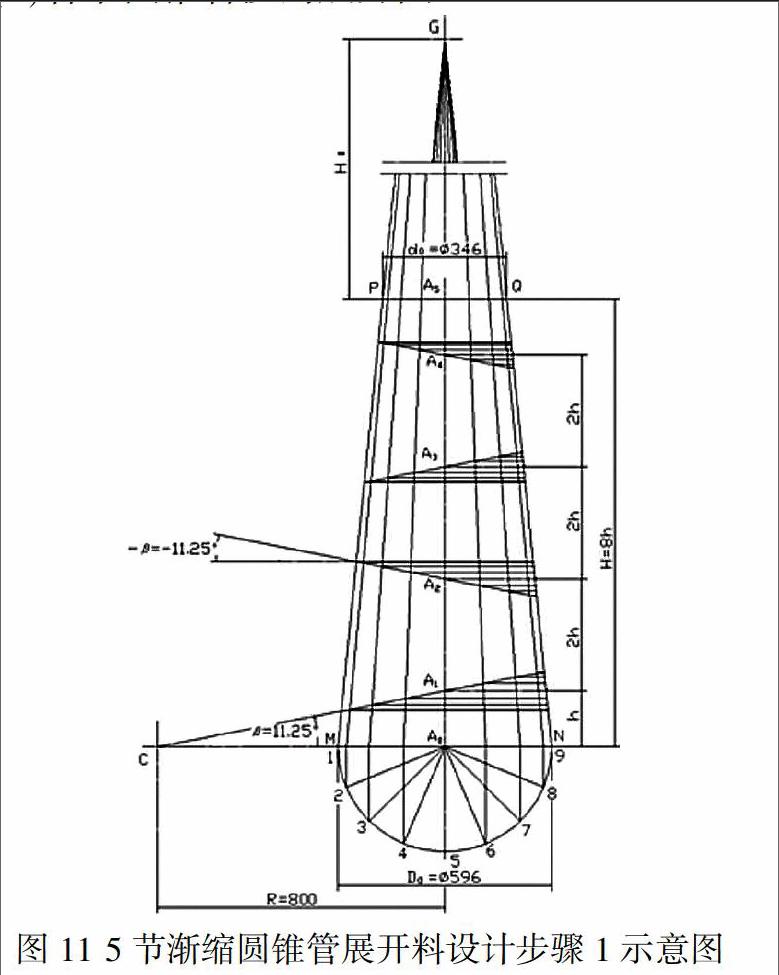
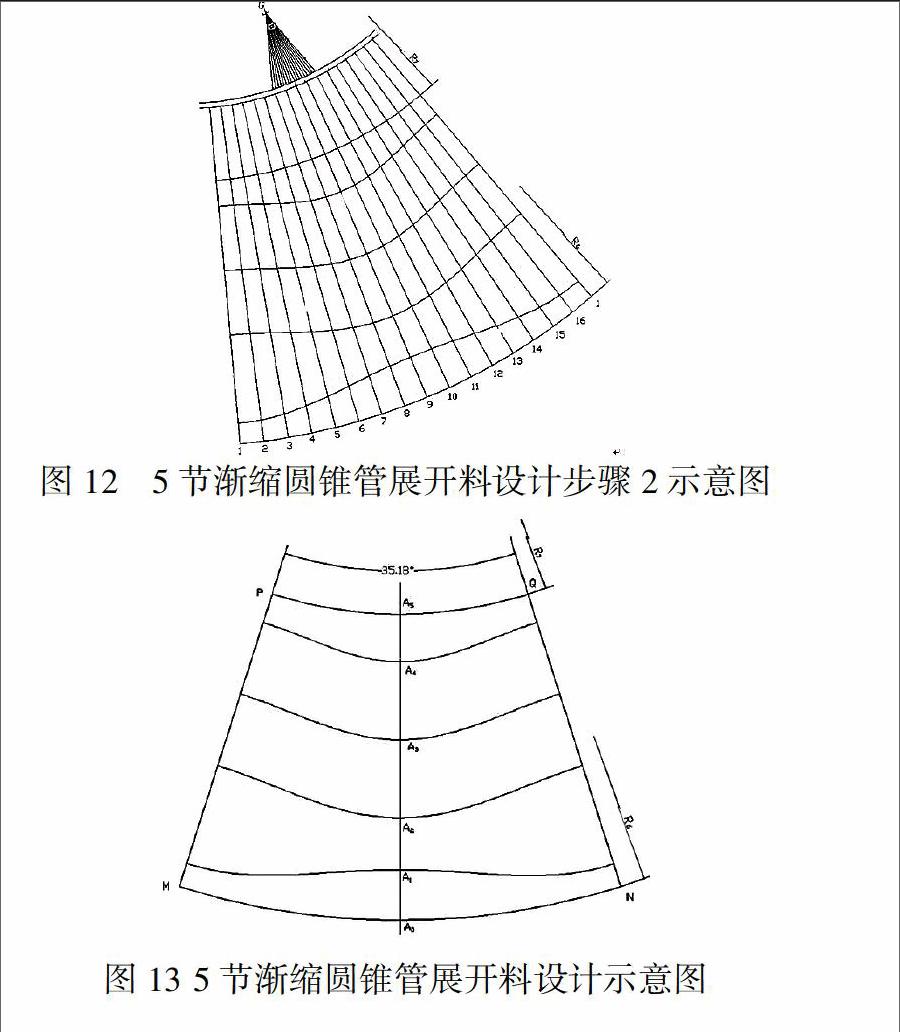
如圖10所示,延長兩素線MP和NQ以及軸心線A0A5相交于點G(如圖11所示),其中素線GP與素線GQ長度相等,且等于展開料(扇形)的內圓半徑R7;同樣,素線GM與素線GN長度相等,且等于展開料(扇形)的外圓半徑R6;可據此對扇形的內、外圓半徑R7、R6的計算值進行驗證。然后,過點G作外圓半徑為R6、內圓半徑為R7及圓心角為α的扇形,如圖12所示。顯然該扇形就是5節漸縮圓錐管90°彎頭的展開圖。各節圓錐管段的展開料的設計如下:
(2)各節圓錐管段的展開圖
如圖11所示,將正圓錐臺筒體中性面的大徑圓D0=596mm分成16等份,對應的等份點依次標記為點1~16(圖中僅畫出前面可見的9個等份點)。如果過各等份點1~9依次向直線MN(大徑圓直徑)作垂線,依次交直線MN與點1~9(為了讓圖形更清晰,各點已省略),過點1~9依次與頂點G直線連接,與過點A1的等份線分別交于點1”~9”,緊接著過點1”~9”作直線MN的平行線(水平線)交素線GN于點1*~9*,再依次分別以素線G1*~G9*為半徑,以點G為圓心作各圓(如圖12所示),與過扇形圓心角頂點G(也就是圓錐體的頂點)將扇形分成16等份的各等份線依次交于點1#~9#,采用曲線光滑連接點1#~9#,然后利用扇形的對稱性的特性作出點10#~16#和1#,再次采用曲線光滑連接點10#~16#和1#(同樣為了圖形更清晰,省略輔助圓及其交點),獲得如圖12所示的第2條曲線(從下往上算起)。同理,可以作出如圖12所示的第3條曲線、第4條曲線及第5條曲線(從下往上算起)。為了使圖形更加清晰,省略各輔助線及輔助圓后,獲得各節圓錐管段的展開圖如圖13所示。從下到上, 依次為第1節圓錐管段(A0至A1之間的區域)、第2節圓錐管(A1至A2 之間的區域)、第3節圓錐管段(A2至A3之間的區域)、第4節圓錐管段(A3至A4之間的區域)及第5節圓錐管段(A4至A5之間的區域)。再在各節圓錐管段的上下端部留放咬邊余量或者制作焊縫坡口后,即得各節圓錐管的展開料的設計,然后折彎成型為圓錐筒段,最后通過通過咬邊連接(薄板)或焊接(中厚板)后制成多節(如5節)漸縮圓錐管90°彎頭。
參考文獻
[1] 翟洪緒. 實用鈑金展開計算法[M]. 化學工業出版社, 2000.
[2] 孔令云. 基于SolidWorks的漸縮彎頭展開新方法[J]. 機械設計與研究, 2010, 26(2):11-13.
[3] 馮劍, 盛喬林, 嚴建華,等. 基于SolidWorks的漸縮彎頭鈑金放樣[J]. 機械工程師, 2011(4):51-52.
[4] 王軍. 多節漸縮圓錐管90°彎頭展開下料計算機數字化[C]// 中國科協青年學術會議. 2001.
[5] 四節漸縮彎頭展開的尺規作圖法.百度文庫.