90 m自升式海上平臺圍阱的精度研究及改進
2017-04-05 08:43:03楊九九戴康利黃佛生
船舶標準化工程師 2017年2期
林 偉,楊九九,余 彪,王 華,戴康利,黃佛生
(金海重工(舟山)設計研究院有限公司,浙江岱山 316200)
90 m自升式海上平臺圍阱的精度研究及改進
林 偉,楊九九,余 彪,王 華,戴康利,黃佛生
(金海重工(舟山)設計研究院有限公司,浙江岱山 316200)
文章主要闡述了90 m自升助航式海上平臺圍阱施工精度控制方法,以及為了降低施工的難度,縮短生產周期,對圍阱結構進行了優化,優化后結構達到了預期的效果。
圍阱;圍筒;精度控制;平臺
0 引言
隨著國家經濟的發展,對石油能源需求量越來越大,而陸地開采受到地理分布和開采難度等條件的限制,國內石油產量一直不能滿足日益增長的能源需求。目前,國家進口大量石油以緩解這一矛盾,而且進口量逐年上升。但國際社會仍動蕩不安,能源安全問題受到嚴重威脅。面對重重矛盾,國家非常重視海洋資源的勘探及開采。海工平臺成為開發海洋的重要工具,國家大力倡導技術創新、自主研發[1]。
在這樣的背景下,金海重工股份有限公司(下稱“公司”)建造的90 m自升助航式海上平臺(下稱“90 m S.E.U”)是公司的第一艘海工平臺,是公司戰略轉型的重要項目,同時也是自主生產設計的項目,對公司發展海工產品具有里程碑意義。
1 船舶概況
船舶主尺度:總長85.1 m,型長63.6 m,型寬40.0 m,型深5.8 m,設計吃水3.0 m,載員300人,最大作業水深60 m。
主要特點:四條90 m圓柱式帶方形樁靴的樁腿和升降系統,自航式,具備居住單元、DP1定位系統、190 t吊機。如圖1所示。
90 m S.E.U結構由主船體、樁腿、樁靴、圍阱、生活樓及直升機甲板主要部分組成。圍阱是90 m S.E.U的重要組成部分,也是升降系統的核心部分之一,其建造精度要求非常高,圍阱的精度水平直接影響90 m S.E.U的升降功能及使用壽命。圍阱的結構特點如圖2所示,主要由圍筒、π型板及周圍結構組成。圍阱的精度公差小,對船廠的生產建造及管理水平都是一項巨大考驗。本文主要介紹圍阱的精度控制方法和圍阱結構設計改進方案,旨在降低施工難度,提高生產效率。
2 圍阱精度控制公差范圍[2]
圍阱精度控制公差范圍見表1。
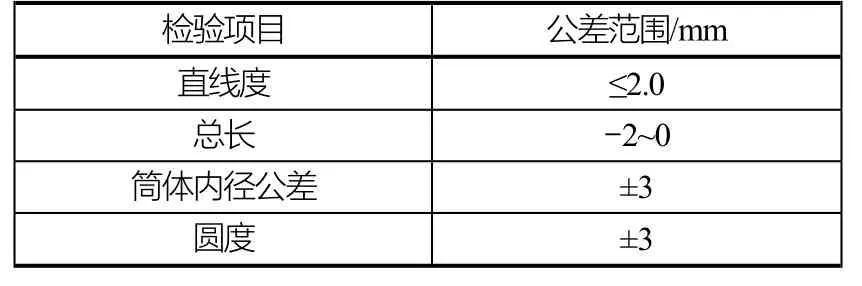
表1 圍阱精度控制公差范圍
3 影響圍阱精度因素
圍阱作為整個平臺動力傳遞機構,其制作精度要求非常高,影響其精度因素主要有幾個方面:圍阱筒體加工精度、圍阱裝配和π型板安裝精度、齒輪箱安裝精度、運輸方式、搭載方式。
3.1 圍筒加工精度
圍筒板材切割精度控制,應選用正確規格的板材,檢查出廠爐批號,對鋼板的板厚、表面粗糙度、鹽分、板厚等進行嚴格檢查和登記。仔細核對切割指令準確無誤,選用切割變形較小的火焰數控切割機切割零件。檢查割好的零件的長度和寬度,偏差不能超過0.3 mm,相鄰兩邊需要保證垂直度,角度偏差不能超過0.1°。采用自動坡口機切割坡口,坡口角度偏差嚴格控制在1°以內[3]。
采用三蕊輥卷板機把零件卷成圈形。首先需要采用油壓機對板兩端進行預彎,預彎的長度為三蕊輥卷板機兩個下輥中心尺寸的 1/2。預彎時需要在特制的模具上進行,用樣板進行檢驗,預彎的加工偏差量不能超過1 mm。預壓完成后,將其放在卷板機上,進行滾圓加工。此過程非常關鍵,難度也較大。在卷板機上加工時,需要保證預彎的邊與輥軸平行。加工成型以后,采用內圓弧形樣板輔助檢驗,零件加工內徑公差0 mm~3 mm,圓度±3 mm,軸心直線度3 mm/10 m[4]。加工完成后零件豎立放置48小時釋加工應力,筒體加強(見圖3),減少運輸、裝配、焊接變形。
3.2 圍阱裝配及π型板安裝精度
圍阱裝配,精度嚴格,公差允許小。筒體內徑公差0 mm~3 mm,圓度±3 mm,軸心直線度3 mm/10 m[1]。錯邊量(開口邊緣≤1 mm,環縫小于等于1.5 mm),端面不平度≤1‰Di且≤2 mm,圓度≤1‰Di且≤3 mm[2,5]。定位結束后測量整套精度數據后進行圍阱焊接,留反變形余量,開設小坡口,低電流低電壓,預熱,采用CO2氣體保護焊打底,埋弧自動焊多次多道的焊接(見圖4)以及保溫等方法控制焊接變形,同時做好過程監控,發現超差及時處理。
π型板安裝,π型板作為傳動設備安裝平臺,π型板裝配要求保證x、y和z方向的安裝精度:1)x方向安裝精度:安裝架基準基于樁腿導筒基準高度差±1mm;2)y方向安裝精度:以樁腿導筒垂直中心線為基準量取半寬值2 160 (0, +1.5) mm;3)z方向安裝精度:通過頂甲板定位封閉頂部,如圖5所示。
若采用傳統的固定胎架進行焊接,需要進行翻身作業或者采用仰焊的形式,而這些措施都會影響整個精度。因此為保證建造精度胎架采用套筒式旋轉胎架,每隔2 m~3 m設置一個胎架,設置位置與圍筒內部加強相對應,且π型板螺栓頂撐將其緊固于圍阱上(圖6)。
3.3 圍阱運輸
圍阱制作完工后,需要將其放置在特殊門架上,禁止將圍筒與門架進行焊接,以減少放置時由于重力或受力不均衡等因素而引起的變形(圖7)。
同時在圍筒內部的臨時加強(圖8)可以增加圍筒的剛性,減少放置及運輸過程中帶來的變形,臨時加強在圍阱船塢搭載結束后再拆除。
3.4 圍阱的搭載
為方便齒輪箱的安裝,圍阱采用齒輪箱安裝結束后船塢單獨吊裝。先將圍阱分段船塢搭載,焊接、變形火功校正完成后,再把圍筒插入圍阱分段定位。找出圍筒上、下中心,確保在同一垂直線上,偏差控制在1 mm以內。
圍阱分段焊接的過程中,精度部門、設計部門、施工部應密切配合。施工部門嚴格按照焊接工藝,制定合理的焊接順序;精度部門時刻監測圍筒的直線度、圓度等精度數據,分析是否超差,并將數據匯報給施工和設計部門。如果發現超差情況,施工部門停止施焊,匯同設計部門分析原因,找出解決方案,再進行下一步。焊接結束進行精度測量和完整性檢查,焊接后48小時后再拆除內部加強。
4 圍阱與樁腿
如圖2所示,樁腿的設計外徑是3 300 mm,而圍筒的設計內徑是3 312 mm,兩者相差12 mm,即樁腿與圍筒的設計間隙是6 mm。根據表1可知,圍筒的圓度公差是±3 mm,如果圍筒控制在公差范圍內以及樁腿公差為0時,也可能出現圍筒與樁腿的間隙為3 mm的情況。然而現實中樁腿精度肯定存在偏差,根據樁腿的公差要求,圓度控制在±3 mm。如果圍筒與樁腿可以控制在公差范圍內,有可能出現間隙為0的情況。這對平臺升降帶來巨大的潛在危險,同時對生產裝配過程中精度控制過程是嚴酷的考驗。在樁腿吊裝過程,如果發生無法插入,或者平臺在升降過程中,發生卡住或擠壓,都會導致災難性的后果。
5 圍阱改進方案
設計公司及船東要求圍阱圍筒與樁腿的間隙盡可能小,原因是減少樁腿在圍阱內的搖晃。但間隙偏小,對船廠施工要求較高。為了降低施工的難度,規避精度給平臺帶來的潛在風險,如果對圍阱結構進行改進,既可以將圍阱圍筒與樁腿之間的間隙增大,降低施工難度及風險,又能滿足船東的要求,讓客戶滿意。按照這一思路,將圍阱圍筒的內徑由原來的3 312 mm,改成3 328 mm,即圍筒與樁腿的設計間隙由原來的6 mm改成14 mm,同時在距圍筒上、下端口80 mm安裝寬度500 mm的墊板。如圖9所示,理論上墊板的厚度是7 mm,以保證有墊板處的理論間隙是6 mm。實際上,墊板的厚度需要根據圍阱與樁腿之間的真實間隙進行適當調整。
通過此設計改進,圍筒與樁腿的間隙由原來的6 mm,增加到14 mm,極大地降低了精度要求,解決了現場的施工難度大的問題。同時在上、下口安裝的墊板可以達到原設計要求,即減少樁腿在圍筒內的搖晃,滿足了船東的要求。
6 結論
圍阱屬于90 m S.E.U的關鍵結構之一,其精度控制非常重要,考驗船廠的管理及生產建造水平。通過船廠各部門通力合作,加強管理,在精度控制方面下了很大力氣,使得精度水平上升了一個臺階。對于如此高精度的要求,為了降低風險,加快生產進度,增加效益,對圍阱結構進行了改進,既降低了施工難度,也滿足了船東要求,受到了船廠施工部門及船東的一致贊揚。
[1] 余彪, 楊九九, 王華, 等. 90 m S.E.U海工作業平臺關鍵結構的精度控制[J]. 船舶標準化工程師, 2015, 48(5): 40-43.
[2] 國防科學技術工業委員會. 中國造船質量標準: CB/T 4000-2005[S]. 2005.
[3] CCS. 海上移動平臺入級與建造規范[S]. 2012.
[4] 美國石油學會. API_SPEC_5L[S]. 2007.
[5] ABS. ABS MODU RULE[S]. 2008.
Accuracy Research and Improvement of Jackhouse Construction on 90 m Self-elevating Unit
Lin Wei, Yang Jiujiu, Yu Biao, Wang Hua, Dai Kangli, Huang Fosheng
(Jinhai Heavy Industry (ZhouShan) Design & Research Institute Co. Ltd., Zhejiang Daishan 316200, China)
The article mainly demonstrates the accuracy control method of the construction of 90 m S.E.U jachhouse. In order to reduce the difficulty of the construction and to shorten the period of production, the structure of jackhouse is improved. The structure after improving reaches the expecting result.
jackhouse; jackhouse-cylinder; accuracy control; unit
TU578
A
10.14141/j.31-1981.2017.02.012
林偉(1981—),男,助理工程師,研究方向:船舶生產設計和建造。
猜你喜歡
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年9期)2021-07-16 07:11:36
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34