熱風(fēng)非織造布厚度提升研究
2017-03-30 09:20:50覃俊東焦曉寧
產(chǎn)業(yè)用紡織品 2017年1期
覃俊東 焦曉寧
1. 天津工業(yè)大學(xué)材料學(xué)院,天津 300387; 2. 天津工業(yè)大學(xué)紡織學(xué)院,天津 300387; 3. 天津工業(yè)大學(xué)先進(jìn)復(fù)合材料教育部重點(diǎn)實(shí)驗(yàn)室,天津 300387
熱風(fēng)非織造布厚度提升研究
覃俊東1焦曉寧2,3
1. 天津工業(yè)大學(xué)材料學(xué)院,天津 300387; 2. 天津工業(yè)大學(xué)紡織學(xué)院,天津 300387; 3. 天津工業(yè)大學(xué)先進(jìn)復(fù)合材料教育部重點(diǎn)實(shí)驗(yàn)室,天津 300387
著重研究熱風(fēng)非織造布部分生產(chǎn)工藝對(duì)厚度的影響。結(jié)果表明,增加梳理雜亂度、使用空調(diào)風(fēng)冷冷卻方式、降低冷卻輥-熱風(fēng)爐牽伸速差等,均能不同程度地提升熱風(fēng)非織造布的厚度,以及其作為衛(wèi)生用品表層的干爽舒適感。
熱風(fēng)非織造布, 厚度, 梳理雜亂度, 冷卻方式, 牽伸速差
熱風(fēng)非織造布是干法熱黏合非織造布中的一種,其是在纖維梳理成網(wǎng)后,利用烘燥設(shè)備上的熱風(fēng)穿透纖網(wǎng),使之受熱并黏合形成的[1]。熱風(fēng)非織造布產(chǎn)品具有蓬松度高、手感柔軟、干爽性佳、透氣性好等特點(diǎn),其配合復(fù)合型纖維[2-3]制造出的薄型產(chǎn)品,纖維間空隙大,使用時(shí)液體能迅速通過(guò)纖維縫隙滲透到吸收層,因此被廣泛應(yīng)用于用即棄產(chǎn)品,如嬰兒尿褲、成人失禁墊、婦女衛(wèi)生用品,以及餐巾、浴巾、一次性桌布等;厚型產(chǎn)品則用于制作防寒服、被褥、嬰兒睡袋、床墊、沙發(fā)墊等[4-5]。高密度的熱風(fēng)非織造產(chǎn)品可用于制作過(guò)濾材料、隔聲材料、減震材料等。與紡黏非織造布和熱軋非織造布相比,熱風(fēng)非織造布厚度更大,液體穿過(guò)表層材料后會(huì)更難返滲到表層,所以使用熱風(fēng)非織造布做衛(wèi)生用品的表層會(huì)更加干爽、舒適[6-7]。
熱風(fēng)非織造布應(yīng)用于衛(wèi)生用品表層是近兩年由日本和韓國(guó)市場(chǎng)引領(lǐng)的,其因優(yōu)良的性能迅速風(fēng)靡全球,故熱風(fēng)非織造布生產(chǎn)廠家的規(guī)模在迅速擴(kuò)大,他們對(duì)熱風(fēng)非織造布性能的研究也在更加地深入。本文所研究的厚度的提升便是眾多廠家研究最多的內(nèi)容之一[8-9]。隨著國(guó)內(nèi)個(gè)人衛(wèi)生用品市場(chǎng)的不斷擴(kuò)大,熱風(fēng)非織造布在個(gè)人衛(wèi)生用品方面的用量呈不斷上升的趨勢(shì),前景十分看好。寶潔[10]、金佰利[11]、花王[12]、尤妮佳[13]、恒安[14]等國(guó)內(nèi)外知名衛(wèi)生用品制造商對(duì)熱風(fēng)非織造布進(jìn)行對(duì)比分析得出,厚度越大、蓬松性越好的非織造布,液體穿透、返滲性能越好,越干爽舒適。非織造布生產(chǎn)廠家為提高厚度,多數(shù)從纖維的選擇與配比、梳理工藝的調(diào)整、熱風(fēng)工藝的調(diào)整等方面進(jìn)行改善,但由于影響非織造布厚度的因素較多,加之生產(chǎn)產(chǎn)能較緊張,故厚度的提升效果并不理想[15]。
本文著眼于研究非織造布生產(chǎn)工藝,探討生產(chǎn)工藝對(duì)非織造布厚度的影響,通過(guò)調(diào)整梳理雜亂度、冷卻方式、牽伸速差等提高熱風(fēng)非織造布的厚度,確保同質(zhì)量的非織造布能生產(chǎn)出更多的衛(wèi)生用品。目前,在不增加非織造布面密度的前提下提高其厚度,是非織造布生產(chǎn)廠家的核心競(jìng)爭(zhēng)內(nèi)容之一[16-17]。
1 試驗(yàn)部分
1.1 設(shè)備選擇
目前較流行的熱風(fēng)非織造布設(shè)備組合:
(1) 單梳理雙道夫+圓網(wǎng)熱風(fēng)爐;
(2) 單梳理雙道夫+平網(wǎng)熱風(fēng)爐;
(3) 雙梳理單道夫+圓網(wǎng)熱風(fēng)爐;
(4) 雙梳理單道夫+平網(wǎng)熱風(fēng)爐。
一般來(lái)說(shuō),雙梳理設(shè)備更有利于纖維組合和厚度提升,而平網(wǎng)熱風(fēng)爐設(shè)備更適用于高速生產(chǎn),故本課題重點(diǎn)研究的設(shè)備為雙梳理單道夫+平網(wǎng)熱風(fēng)爐。
1.2 原料選擇
通常,衛(wèi)生用熱風(fēng)非織造布使用的原料為ES復(fù)合纖維,其多為皮芯結(jié)構(gòu)中的同芯結(jié)構(gòu),少數(shù)使用并列結(jié)構(gòu)或偏芯結(jié)構(gòu)。材料一般分兩種,一種是PE/PP纖維(皮層PE+芯層PP),另一種是PE/PET纖維(皮層PE+芯層PET)。纖維長(zhǎng)度一般為38.00~ 51.00 mm,線密度一般為1.1~6.6 dtex。
本文選擇熱風(fēng)非織造布應(yīng)用最廣泛、最普通的一種皮芯結(jié)構(gòu)的PE/PET纖維,線密度為2.2 dtex,長(zhǎng)度為38.00 mm,卷曲數(shù)為13~16個(gè)/(25 cm),卷曲率為12%~17%。
1.3 工藝原理
本文選擇的生產(chǎn)工藝流程如圖1所示。
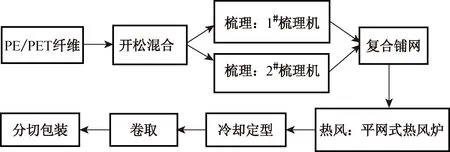
圖1 熱風(fēng)非織造布生產(chǎn)工藝流程
其主要工藝原理:纖維經(jīng)針簾、打手開(kāi)松,以及棉箱混合后,分別送至1#梳理機(jī)和2#梳理機(jī)梳理成網(wǎng),2臺(tái)梳理機(jī)可獨(dú)立選擇纖維、纖網(wǎng)定量、梳理工藝等;纖網(wǎng)復(fù)合鋪網(wǎng)后送至平網(wǎng)式熱風(fēng)爐,熱空氣穿透纖網(wǎng),纖網(wǎng)中的纖維通過(guò)點(diǎn)黏合形成具有一定強(qiáng)度的非織造布;再經(jīng)冷卻定型后卷繞成卷,并按客戶要求的規(guī)格分切成子卷,最后包裝成品。
本文生產(chǎn)的熱風(fēng)非織造布面密度為22 g/m2。
1.4 產(chǎn)品性能測(cè)試
1.4.1 儀器測(cè)試厚度
采用YG141N型數(shù)字式織物厚度儀,依據(jù)GB/T 24218.2—2009《紡織品 非織造布實(shí)驗(yàn)方法 第2部分 厚度的測(cè)定》進(jìn)行。砝碼質(zhì)量使用170 g,儀器測(cè)試厚度精確到0.01 mm。
鑒于單層熱風(fēng)非織造布厚度較小,測(cè)試蓬松度有一定的難度,本文以生產(chǎn)中慣用的50層非織造布自然狀態(tài)下的厚度即50層自然厚度,間接反映產(chǎn)品的蓬松度。
試驗(yàn)步驟:
(1) 裁取試樣50片,試樣大小為10 cm×10 cm;
(2) 將50片試樣層層碼放在一起,用鋼直尺測(cè)試總高度;
(3) 讀取50片試樣總高度(精確到0.10 mm),測(cè)試3組數(shù)據(jù),計(jì)算平均值。
1.4.3 拉伸斷裂強(qiáng)度
采用HD026H型織物強(qiáng)力儀,依據(jù)GB/T 24218.3—2010《紡織品 非織造布實(shí)驗(yàn)方法 第3部分 斷裂強(qiáng)力和斷裂伸長(zhǎng)率的測(cè)定》進(jìn)行。
1.2.1 對(duì)照組 在發(fā)生產(chǎn)后出血后實(shí)施一般護(hù)理,包括遵醫(yī)囑給藥止血,監(jiān)測(cè)產(chǎn)婦心率、血壓等生命體征,如有異常立即告知醫(yī)生進(jìn)行相應(yīng)處理。
1.5 試驗(yàn)方案
1.5.1 梳理雜亂度試驗(yàn)
僅調(diào)整梳理雜亂度,其他條件保持不變。
梳理雜亂度一般用梳理機(jī)道夫與凝聚輥的速比表示,速比越高則梳理雜亂度越高。通過(guò)調(diào)整梳理機(jī)道夫與凝聚輥的速比,改變纖維縱橫向分布,對(duì)比梳理雜亂度對(duì)熱風(fēng)非織造布最終厚度的影響。主要試驗(yàn)參數(shù)及熱風(fēng)非織造布性能測(cè)試結(jié)果如表1所示。

表1 梳理雜亂度主要試驗(yàn)參數(shù)及熱風(fēng)非織造布性能
1.5.2 冷卻定型試驗(yàn)
僅對(duì)熱風(fēng)后的冷卻方式進(jìn)行調(diào)整,其他條件保持不變。
通過(guò)調(diào)整熱風(fēng)后的冷卻方式,對(duì)比對(duì)熱風(fēng)非織造布最終厚度的影響。主要試驗(yàn)參數(shù)及熱風(fēng)非織造布性能測(cè)試結(jié)果見(jiàn)表2。

表2 冷卻定型主要試驗(yàn)參數(shù)及熱風(fēng)非織造布性能
1.5.3 牽伸試驗(yàn)
調(diào)整3道牽伸速差,即熱風(fēng)爐-梳理機(jī)牽伸速差、冷卻輥-熱風(fēng)爐牽伸速差、卷取輥-冷卻輥牽伸速差,改變纖維分布狀態(tài),從而改變熱風(fēng)非織造布的厚度。
本文僅對(duì)以上3道牽伸速差做調(diào)整,每次只調(diào)整其中的1道牽伸速差,其他牽伸速差保持不變。牽伸位置如圖2所示。主要試驗(yàn)參數(shù)及熱風(fēng)非織造布性能測(cè)試結(jié)果見(jiàn)表3。
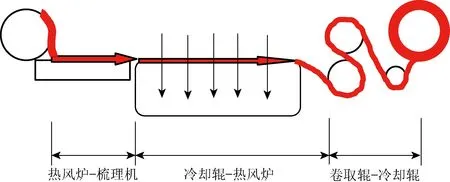
圖2 牽伸位置示意
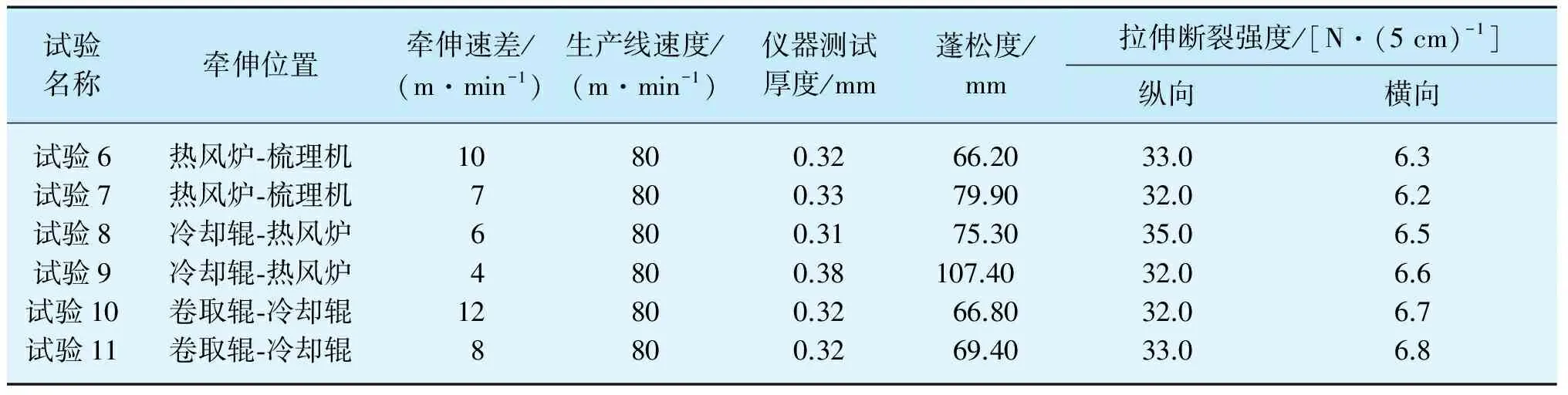
試驗(yàn)名稱牽伸位置牽伸速差/(m·min-1)生產(chǎn)線速度/(m·min-1)儀器測(cè)試厚度/mm蓬松度/mm拉伸斷裂強(qiáng)度/[N·(5cm)-1]縱向橫向試驗(yàn)6熱風(fēng)爐?梳理機(jī)10800.3266.2033.06.3試驗(yàn)7熱風(fēng)爐?梳理機(jī)7800.3379.9032.06.2試驗(yàn)8冷卻輥?熱風(fēng)爐6800.3175.3035.06.5試驗(yàn)9冷卻輥?熱風(fēng)爐4800.38107.40 32.06.6試驗(yàn)10卷取輥?冷卻輥12800.3266.8032.06.7試驗(yàn)11卷取輥?冷卻輥8800.3269.4033.06.8
2 結(jié)果分析與討論
2.1 梳理雜亂度的影響
從表1的試驗(yàn)結(jié)果可以看出:同等條件下,梳理雜亂度從1.8調(diào)至2.2時(shí),熱風(fēng)非織造布的儀器測(cè)試厚度從1.32 mm提升到2.11 mm;蓬松度(即50層自然厚度)也從65.10 mm 提升至87.90 mm。這說(shuō)明梳理雜亂度越高,熱風(fēng)非織造布的儀器測(cè)試厚度越高。原因在于,梳理雜亂度越高,纖維橫向分布越多,熱風(fēng)非織造布立體感越強(qiáng),故儀器測(cè)試厚度越大。
但梳理雜亂度并不是越高越好,應(yīng)根據(jù)纖網(wǎng)的轉(zhuǎn)移情況和縱橫向的強(qiáng)力來(lái)調(diào)整。梳理雜亂度過(guò)高可能會(huì)導(dǎo)致纖網(wǎng)無(wú)法正常轉(zhuǎn)移,產(chǎn)生橫向不勻,甚至於網(wǎng);還可能會(huì)導(dǎo)致熱風(fēng)非織造布的縱向強(qiáng)力偏低,達(dá)不到客戶的標(biāo)準(zhǔn)要求。
2.2 冷卻定型的影響
2.2.1 風(fēng)冷和表面冷卻對(duì)比
從表2的試驗(yàn)結(jié)果可以看出:相較于冷卻輥表面冷卻,熱風(fēng)非織造布的儀器測(cè)試厚度從1.64 mm分別提高到自然風(fēng)冷的2.14 mm和空調(diào)風(fēng)冷的2.56 mm,分別提高了30.48%、56.09%;蓬松度從67.30 mm分別提升至90.20和102.10 mm,提升幅度達(dá)34.03%和51.71%。
原因之一是表面冷卻時(shí),熱風(fēng)非織造布表面的熱量被帶走,但內(nèi)部的熱量仍然大量保留,冷卻定型效果差;而風(fēng)冷是立體穿透,整個(gè)熱風(fēng)非織造布的熱量均被帶走,冷卻定型效果優(yōu)于表面冷卻,且纖維間的黏結(jié)點(diǎn)牢固,不易被卷取分切工序拉平,儀器測(cè)試厚度和蓬松度保持性好。
另一個(gè)原因是表面冷卻時(shí),布面因直接與輥體接觸而受到較大的擠壓力,使尚未完全定型的纖維受到擠壓變得偏平,厚度減少;而風(fēng)冷對(duì)纖維幾乎無(wú)擠壓,厚度保持性好,故儀器測(cè)試厚度大。
2.2.2 冷卻溫度
表2中空調(diào)風(fēng)冷比自然風(fēng)冷的溫度低,測(cè)得的空調(diào)風(fēng)冷的熱風(fēng)非織造布的儀器測(cè)試厚度和蓬松度均較高,說(shuō)明冷卻溫度越低,厚度越高。原因在于冷卻溫度越低,纖維之間的黏結(jié)點(diǎn)越牢固,越不易被卷取分切拉平,厚度保持性較好。
2.3 牽伸工藝的影響
從表3的試驗(yàn)結(jié)果中可以發(fā)現(xiàn):冷卻輥-熱風(fēng)爐牽伸速差對(duì)熱風(fēng)非織造布的影響較大,且牽伸速差越小(如牽伸速差由6變?yōu)?時(shí)),熱風(fēng)非織造布的儀器測(cè)試厚度從0.31 mm提升到0.38 mm、蓬松度從75.30 mm提升至107.40 mm。原因在于,纖維在熱風(fēng)爐與冷卻輥之間時(shí)雖然已經(jīng)黏合,但黏結(jié)點(diǎn)仍處于軟化熔融狀態(tài),此道牽伸速差如果偏大,則纖維之間的黏結(jié)點(diǎn)易被拉開(kāi)、拉平,厚度降低。而熱風(fēng)爐-梳理機(jī)牽伸速差、卷取輥-冷卻輥牽伸速差對(duì)熱風(fēng)非織造布的影響較小。
3 結(jié)論與建議
3.1 結(jié)論
根據(jù)試驗(yàn)結(jié)果及分析可以得出:
(1) 通過(guò)提高梳理雜亂度來(lái)增加纖維橫向分布數(shù)量,可提高熱風(fēng)非織造布的儀器測(cè)試厚度和蓬松度。
(2) 空調(diào)風(fēng)冷更有利于增加熱風(fēng)非織造布的儀器測(cè)試厚度和蓬松性,且冷卻溫度越低,纖維定型越快,纖網(wǎng)受到的拉伸變形越小,儀器測(cè)試厚度和蓬松度越易保持。
(3) 降低冷卻輥-熱風(fēng)爐牽伸速差可使熱風(fēng)非織造布的儀器測(cè)試厚度和蓬松度保持較好;而熱風(fēng)爐-梳理機(jī)牽伸速差、卷取輥-冷卻輥牽伸速差對(duì)儀器測(cè)試厚度和蓬松度的影響較小。
3.2 建議
通過(guò)本課題的3個(gè)方面的試驗(yàn)和分析,提出以下建議供熱風(fēng)非織造布生產(chǎn)廠家參考:
(1) 提高梳理雜亂度可提高熱風(fēng)非織造布的儀器測(cè)試厚度和蓬松度。但需注意的是,提升熱風(fēng)雜亂度后要保證纖網(wǎng)的順利轉(zhuǎn)移,避免出現(xiàn)於網(wǎng)等不良現(xiàn)象。
(2) 在冷卻方式的選擇上,盡量選擇風(fēng)冷方式,冷卻溫度宜盡量低,這樣所得熱風(fēng)非織造布的儀器測(cè)試厚度和蓬松度越大。
(3) 各級(jí)牽伸速差越小,特別是冷卻輥-熱風(fēng)爐牽伸速差越小,所得熱風(fēng)非織造布的儀器測(cè)試厚度和蓬松度越大。但需要注意的是,牽伸過(guò)小有時(shí)會(huì)導(dǎo)致熱風(fēng)非織造布不能順利轉(zhuǎn)移出去,形成褶皺,生產(chǎn)中要注意觀察。
[1] 靳向煜,方苓.熱風(fēng)非織造布工藝技術(shù)研究[J].產(chǎn)業(yè)用紡織品,1998,16(7):19-21.
[2] 辛長(zhǎng)征,楊秀琴,李建峰.熱風(fēng)法絮片的工藝設(shè)計(jì)[J].非織造布,2004,12(2):17-22.
[3] 張靜峰. 熱風(fēng)非織造布吸收性能初探[J].產(chǎn)業(yè)用紡織品,2008,26(8):18-21.
[4] 趙帆.非織造布熱風(fēng)粘合工藝[J].非織造布,1998(4):23-25.
[5] 錢(qián)程,韓旭.熱風(fēng)粘合非織造布及其發(fā)展[J].生活用紙,2005(2):52-53.
[6] 何厚康.一次性衛(wèi)生用品用無(wú)紡布的接觸舒適性及其定量評(píng)價(jià)方法研究[J].現(xiàn)代紡織技術(shù),2016,24(4):51-55.
[7] 劉亞,王鈴鈴.衛(wèi)生用熱風(fēng)非織造布的質(zhì)量探討[J].產(chǎn)業(yè)用紡織品,2005,23(7):26-29.
[8] 張靜峰.復(fù)合雙層熱風(fēng)非織造布的設(shè)計(jì)與性能[J].產(chǎn)業(yè)用紡織品,2014,32(7):5-9.
[9] 周華,郭秉塵,牛海濤.薄型熱風(fēng)非織造材料保暖性能的探討[J].天津工業(yè)大學(xué)學(xué)報(bào),2005,24(4):82-84,90.
[10] Research of ultra-thin and dry series products[EB/OL]. [2016-10-12]. http://www.pg.com.cn/.
[11] Research of hygienic products[EB/OL]. [2016-10-30] http://www.kimberly-clark.com.cn/.
[12] The research and development of products[EB/OL]. [2016-10-12]. http://www.merries-china.com/.
[13] Breathable and soft products[EB/OL]. [2016-10-25]. http://www.unicharm.com.cn/.
[14] Anerle?baby paper diaper products[EB/OL]. [2016-11-2]. http://www.hengan.com/.
[15] 樊永田.熱風(fēng)烘噪循環(huán)風(fēng)量的設(shè)計(jì)與分析[J].非織造布,2011,19(4):28-30.
[16] HOSSAIN M, ACAR M, MALALASEKERA W. Modelling of the through-air bonding process[J]. Journal of Engineered Fibers and Fabrics, 2009,4(2):1-8.
[17] WANG X Y, GONG R H, DONG Z, et al. Abrasion resistance of thermally bonded 3D nonwoven fabrics[J]. Wear, 2007,262(3-4):424-431.
Research on thickness improvement of hot-air nonwovens
QinJundong1,JiaoXiaoning2,3
1. School of Materials, Tianjin Polytechnic University, Tianjin 300387, China; 2. School of Textiles, Tianjin Polytechnic University, Tianjin 300387, China; 3. Key Laboratory of Advanced Composites, Ministry of Education, Tianjin Polytechnic University, Tianjin 300387, China
The impact of some production processes on thickness of hot-air nonwovens was emphatically studied. The results showed that by increasing combing clutter degrees, using air-cooled cooling method,reducing the draft speed difference between cooling roller and hot air furnace, etc., the thickness of hot-air nonwovens, and the effect of dry and comfortable for hot-air nonwovens as hygiene products, could be increased in different degrees.
hot-air nonwovens, thickness, combing clutter degree, cooling method, draft speed difference
2016-11-05
覃俊東,男,1982年生,工程師,長(zhǎng)期從事非織造布技術(shù)的研究與生產(chǎn)管理工作
焦曉寧, E-mail: xiaoningj@tjpu.edu.cn
TS174.5
A
1004-7093(2017)01-0026-05