某型發動機槳軸螺母鎖緊墊圈斷裂分析
2017-03-30 19:30:38鹿東榮伍彩文
中國高新技術企業 2017年3期
關鍵詞:分析
鹿東榮 伍彩文

摘要:文章針對某型航空發動機槳軸機構的重要零件鎖緊墊圈斷裂故障,從槳軸與螺母聯接結構和故障模式,研究了鎖緊墊圈的斷裂性質和原因,提出了改進螺母結構、優化裝配工藝的針對性改進措施,驗證了改進措施的有效性,對于機械斷裂失效分析具有較強的指導意義與參考價值。
關鍵詞:航空發動機;鎖緊墊圈;斷裂;預緊力;鎖爪;應力集中 文獻標識碼:A
中圖分類號:V23 文章編號:1009-2374(2017)03-0069-02 DOI:10.13535/j.cnki.11-4406/n.2017.03.031
緊固件的基本功能是聯結并傳遞載荷,螺紋緊固件由于可以很方便地產生大的軸向力而成為工程中應用最廣泛的一類緊固件。緊固件在其制造和使用過程中,由于設計、選材、裝配等原因,往往發生早期失效。本文對某型發動機槳軸螺母鎖緊墊圈斷裂失效原因進行了分析研究,并針對此缺陷,提出了改進措施,對實際應用有一定的指導應用。
1 基本情況
1.1 槳軸與螺母聯接結構
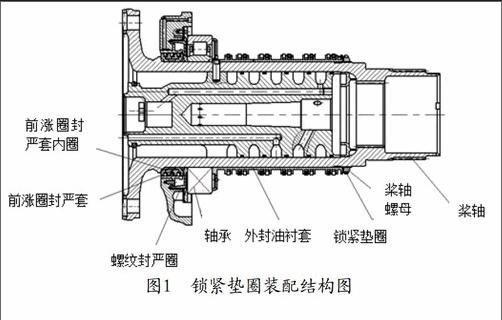
槳軸螺母聯接結構可簡化為螺栓聯接模型,通過右端的鎖緊墊圈、槳軸螺母將外分油襯套、軸承、螺紋封嚴圈、前漲圈封嚴套和前漲圈封嚴內圈固緊在槳軸上。
通常控制螺栓聯接方法有力矩法、扭角法、測量螺栓伸長法、力矩/扭角法等幾種。力矩法雖較簡單,但由于連接件和被連接件的表面質量(包括粗糙度、螺紋精度、潤滑、鍍層等)和擰緊速度等差別導致所獲得的預緊力誤差大且分散,一般誤差達±25%,而測量螺栓伸長法較為麻煩和費時。因此槳軸螺母擰緊在設計和工藝上采用的是扭角法,其方法為當連接部件接合面達到密貼后,控制螺母轉動一定角度來達到控制力矩的目的,采用轉角法需要注意的是,擰緊過程中必須確認連接部件是否密貼。
由于槳軸工作時承受軸向拉力載荷,而裝配擰緊槳軸螺母給槳軸以軸向預緊力,因此槳軸與槳軸螺母螺紋聯接屬于承受預緊力和工作拉力的緊螺栓聯接。
1.2 鎖緊墊圈故障模式
鎖緊墊圈在呈180°對稱的兩個預彎鎖爪側面R部位發生斷裂,墊圈表面及斷裂部位存在明顯的擠壓及擦傷痕跡(見圖2~圖3)。
斷口分析表明,1#、2#斷口形貌基本一致,斷裂均起始于預彎鎖爪外側R部位,向墊圈內側擴展,斷口呈疲勞斷裂特征,斷面擦傷較為嚴重,無冶金缺陷。
2 原因分析
2.1 零件設計合理性分析
根據設計尺寸,對槳軸螺母鎖緊的相關零件進行裝配尺寸鏈計算,在裝配時,將槳軸螺母按裝配要求與鎖緊墊圈、外分油襯套等零件進行擰緊時,能保證槳軸螺母和鎖緊墊圈擰緊到位。此外,為防止槳軸螺母割傷鎖緊墊圈貼合面,對槳軸螺母內螺紋邊角及鎖緊墊圈鎖爪需折彎臺肩的尖角進行了打磨光滑,因此鎖緊墊圈裝配時相關零件設計是合理的。
2.2 鎖緊墊圈受力分析
由槳軸的裝配圖可知,槳軸前漲圈封嚴套、螺紋封嚴圈等零件裝于槳軸軸頸上并通過鎖緊墊圈和槳軸螺母預緊。當槳軸螺母擰至與鎖緊墊圈相貼合的平面時,鎖緊墊圈與槳軸螺母的貼合面承受槳軸螺母預緊的正壓力作用,若鎖緊墊圈強度不夠,則鎖緊墊圈貼合平面將出現塑性變形。
由于槳軸上螺紋聯接擰緊力矩的設計要求是按擰緊角度進行計算,按文獻《螺栓擰緊力矩的極限值》和《緊固件連接設計手冊》中擰緊圈數推導計算鎖緊墊圈貼合面受力,結果表明在要求的擰緊角度預緊作用下鎖緊墊圈強度足夠。即鎖緊墊圈貼合面在正常工作狀態下不會發生塑性變形。
2.3 裝配工藝合理性分析
裝配時,先將鎖緊墊圈安裝于槳軸上,對應的兩個預彎鎖爪分別卡在分油襯套的鎖片槽處,再預緊槳軸螺母,然后將槳軸螺母擰緊至要求角度,最后將鎖緊墊圈兩個保險鎖爪折彎卡入槳軸螺母的開槽處。
復查裝配工藝,沒有規定槳軸螺母預緊力的大小。而螺紋緊固件連接質量的好壞,很大程度上取決于預緊力,預緊目的在于增強聯接的可靠性和緊密性,預緊力將對螺栓的總載荷、聯結的臨界載荷等產生影響。過大或過小的預緊力均是有害的,所以預緊力的大小、準確度都十分重要。由于使零件端面密貼的預緊力的分界點很難控制,工藝規程上也未作具體規定,因此在實際裝配時也是靠人工摸索進行控制。若螺紋緊固件擰的過緊,即預緊力過大,則螺栓可能被擰斷,被聯接件可能被壓碎、扭曲或斷裂,也可能螺紋牙被剪斷而脫扣;若過小,則會使螺栓疲勞壽命下降,被聯接件出現滑移甚至緊固件被剪斷。
槳軸螺母在外圓面上均勻開有16槽,兩槽之間的夾角為22.5°,而槳軸螺母的擰緊力矩角為40°±5°,螺母轉過兩個槽的角度為45°。由于沒有規定預緊力的大小,所以無法確定螺母開始計算擰緊力矩角的初始位置,裝配時為同時保證擰緊力矩角及鎖緊墊圈保險鎖爪能夠卡入槳軸螺母槽,有可能導致槳軸螺母實際擰緊力矩過大。
2.4 鎖緊墊圈斷裂原因分析
根據冶金分析結論,鎖緊墊圈為疲勞斷裂,起始于預彎爪外側R部位,向內側擴展,且源區部分表面擦傷嚴重。結合該部位裝配結構及現場裝配情況,分析認為鎖緊墊圈斷裂起始時所受到的應力較大,原因是擰緊槳軸螺母時,未規定預緊力大小,是靠人為的擰緊至扳不動為止,再用長桿扳手扳過一定角度,而槳軸螺母槽夾角偏大,這使得預緊力和擰緊力矩較難控制,導致故障鎖緊墊圈實際擰緊力矩過大,在鎖緊墊圈貼合面產生較大的摩擦力,因此在槳軸螺母與鎖緊墊圈的部分接觸面上留下較嚴重的擦傷痕跡。由裝配結構可知,當擰緊槳軸螺母時,預彎鎖爪卡在槳軸外分油襯套鎖爪槽內,若擰緊力矩過大,會使預彎鎖爪與墊圈平面的轉接處R部位承受很大的彎曲應力,造成該部位應力集中,而疲勞裂紋通常形成在導致應力集中的表面不連續性部位,即截面變化部位(臺階和肩部)。
另外,發動機正常工作時,螺旋槳-槳軸需承受外界變化的氣動載荷、飛行時的陀螺力矩、發動機傳遞的扭矩等力和力矩,由此產生的振動會造成循環慣性力,導致鎖緊墊圈與名義上相對靜止的接觸件(槳軸外分油襯套和螺母)間,產生高頻微動應力。在微動交變應力作用下,槳軸外分油襯套上的鎖爪槽進一步擠壓鎖緊墊圈的預彎鎖爪,使預彎鎖爪的轉接R部位在承受擰緊時產生的彎曲應力的基礎上疊加微動交變應力產生的彎曲應力,從而萌生疲勞裂紋并擴展,導致斷裂失效。
3 改進措施
(1)將原來無角度的擰緊盤改進為標印上角度刻印的擰緊刻度盤,并新增轉接裝置,便于控制擰緊角度,同時采用增力器減輕人力負擔;(2)將擰緊槳軸螺母的扭角法改為力矩-轉角法,先通過預緊力試驗數據統計獲得使零件密貼的預緊力,然后再使用增力器轉過設計要求的角度,確保擰緊力矩的同時使鎖緊墊圈的鎖片能鎖進槳軸螺母的鎖片槽;(3)對槳軸螺母槽數進行改進,由原來的16槽改為24槽,減小螺母槽夾角,以便用轉角法裝配槳軸螺母時可有效控制擰緊力矩角。
4 裝機驗證
將貫徹上述改進措施的改進件裝機進行了600小時試車考核,試車后分解檢查,鎖緊墊圈外觀正常,無變形,磁粉檢查合格,這說明上述改進措施是有效的,達到了預期改進目的。
參考文獻
[1] 王大倫,趙德寅,鄭伯芳.軸及緊固件的失效分析
[M].北京:機械工業出版社,1988.
[2] 王啟義.中國機械設計大典[M].南昌:江西科學技
術出版社,2002.
[3] 王玉春,陳鴻德,史永吉,沈家驊.高強度螺栓接合
[M].北京:中國鐵道出版社,1984.
[4] 周潤芬.緊固件連接設計手冊[M].北京:國防工業
出版社,1990.
[5] 卜炎.螺紋連接設計與計算[M].北京:高等教育出
版社,1995.
作者簡介:鹿東榮,男,中國航發南方工業有限公司主管工程師,研究方向:航空發動機失效分析;伍彩文,男,中國航發南方工業有限公司技術專家,研究方向:航空發動機故障診斷與維護。
(責任編輯:蔣建華)
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06